谘詢電話
ENGLISH0755-88840386一種優化的粉料輸送係統的研究
發布時間:2021-01-04 14:06:32 |來源:網絡轉載
0 概述
飼料生產工藝的混合工藝段,除了主要的生產原料玉米、豆粕、小麥等外,還需要添加多種含量少的多維、多礦等粉體原料一起混合,以改善飼料的營養結構。雖然這些粉體原料的添加量很少,大多在001%~3%之間,但對於增強動物消化吸收能力和抗病毒能力必不可少。這些粉體原料大多價格都很貴,人工直接添加,揚起的粉塵很容易被吸入體內,對人體有很大的傷害。為此針對這些微量粉體原料的添加工藝,開發出了微量粉料自動配料係統。考慮到微量配料係統上料的便捷性,最合適的安裝位置是一樓原料庫附近。配好的粉料通過輸送設備輸送到離地麵2~4m高度的混合機中。由於飼料生產是批量生產
(10~20/批),粉料粒度很小,揚塵很大,且很多粉料都具有較強的吸濕性,這對輸送原料的設備提出了很高的要求。本文對比斜刮板輸送、氣力輸送係統、帶式輸送機等輸送方式,對一種帶稱重、攪拌功能的軌道式輸送係統進行了研究和應用。
1 各種輸送方案的對比
11斜刮板輸送
刮板輸送機是粉體最常用的輸送設備之一,它安裝簡單、價格便宜、維護保養方便[1]。可以
適應配料係統的安裝位置———原料庫,且可以傾
斜安裝。配料秤出來的微量粉料在地麵附近配好後輸送到2~4m高的混合機中,輸送過程中有一定的高差,要求刮板機傾斜安裝。如果刮板傾斜安裝的角度過大,在輸送過程中難免會出現回料現象,勢必造成粉料殘留。為了保證傾斜角度不過大,必然要求刮板很長(達到十幾米),這樣粉體在輸送過程中必然大麵積地與刮板輸送機的內壁、刮板、鏈輪接觸,因粉體具有吸濕性,不可避免地會增加粉體在刮板機中的殘留量。所以,采用傾斜刮板輸送粉體未必是好的選擇。
12帶式輸送機
帶式輸送機也是粉料的常用輸送設備之一,其輸送能力大、維護和保養便捷[2]。但因輸送空間很大,粉體從配料係統到帶式輸送機上,不可避免地會造成揚塵,加重輸送過程中粉料的殘留,對配料精度影響也很大。
13氣力輸送
氣力輸送在幹粉輸送中應用較多,一般采用正壓輸送[3]。在飼料配料係統中的工作流程為:配好的小料通過一條長刮板輸送到車間地下室氣力輸送係統的倉泵,輸送完後,關閉倉泵上部的閘門,然後往倉泵中打氣加壓。達到一定壓力後,打開倉泵下部的閘門,粉料在壓力作用下沿管道將粉料壓送到混合機上部的氣物分離器。氣物分離後,通過管道輸送至混合機。這種氣力輸送方式對微量配料係統的安裝位置要求不高,給整套係統使用帶來了一定的方便。但該輸送係統結構
複雜,閘門較多,管道殘留的清理工作量大,輸送設備的磨損大,且噪聲也太大。由於壓縮空氣是動力源,該輸送方式需要配備功率較大的空氣壓縮機來保證輸送係統的正常運行,所以能耗也較高。
14帶斜度軌道輸送係統
考慮到配料係統與混合機之間有2~4m的高度差,開發了一種帶斜度的軌道輸送方式[4],其工作原理是:相互平行的軌道(Z形)上安裝一個運行框架(即小車),小車上配有一個輸料鬥,輸料鬥上部敞口,便於進料,下部裝有閘門,便於卸料。小車上的一對小齒輪沿軌道上齒條的上下移動帶動輸料鬥上下移動。利用行車開關控製輸料鬥運行到預定的位置,對輸料鬥進行加料和卸料。這種方式保證粉料與輸料鬥接觸,降低了粉料與輸送係統的粘接機率,減少了粉料的殘留。
2 優化的軌道輸送係統
本軌道係統在上述帶斜度軌道輸送係統上進行開發設計,係統可以在輸料過程中對混合機中的各種粉料進行攪拌混合,使混合機中的各種不同粉料在卸載到大混合機之前混合均勻,並且縮短了攪拌混合的時間。對輸料鬥加裝了稱重傳感器,便於檢測輸料鬥裝料、輸送、卸料整個過程中質量的變化,如果卸料後輸料鬥的質量值高於設定值,說明輸料鬥中有粉料殘留,可以啟動振動電機對輸料鬥進行振打下料。
21研究內容
粉料輸送係統包括工字形導軌、直齒條、運行框架、外球麵軸承座組合、驅動軸、防脫軌裝置、導向輪安裝軸、導向輪、預混合機安裝架、壓式稱重傳感器、預混合機、預混合機攪拌軸、氣動閘門、運行齒輪、驅動電機、攪拌軸驅動電機、控製器等。整個設備成本較低、結構簡單、安裝維護方便。例如,可以將微量粉料輸送安裝於飼料生產車間的原料庫,便於原料的備料和投料以及設備的安裝和維護。通過安裝壓式稱重傳感器,將稱重檢測方式融入輸送裝置,可以實時檢測輸送過程中粉料的殘留量。將預混合機和預混合機攪拌軸等部件用於輸送裝置,可以使混合機中的各種不同粉料混合均勻,並縮短了攪拌混
合的時間。設備從輸送、稱重鑒定、攪拌、閘門
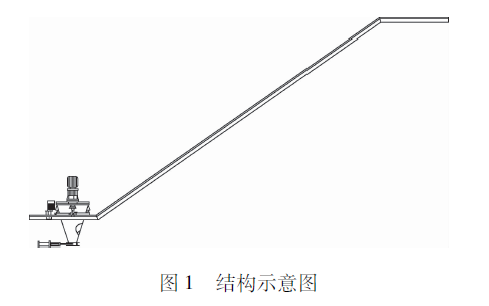
開合的整個過程都連控製器,實現了整個過程的自動控製。整體結構如圖1所示。
22 工作原理
粉料輸送裝置見圖2。當各種配好的粉料通過刮板機輸送到運行框架上的預混合機中時,驅動電機接收控製器的控製,驅動運行框架沿著軌道上下運行,並帶動預混合機一並運行。運行框架上的預混合機上裝有一組壓式稱重傳感器,用於在混合機進料和放料後接受控製器的控製,對混合機進行稱重,通過控製器對質量誤差的判斷來鑒定預混合機是否有殘留。超重誤差範圍為±20g,若誤差過大,可通過控製器報警,警示操作人員進行故障點排查。
預混合機中裝有攪拌軸,當各種粉料抵達預混合機時,攪拌軸驅動電機接收控製器的控製,驅動預混合機攪拌軸對各種粉料進行攪拌。氣動閘門接收控製器的控製,當粉料輸送裝置到達混合機時,對預混合機中的粉料進行放料。驅動電機、攪拌軸驅動電機、壓式稱重傳感器和氣動閘門通過控製器來控製,實現整個輸送、稱重和攪拌的自動控製。
3 技術特點
1)提供了一種可以升降的粉體輸送裝置,可調整軌道的長度和角度以適應現場各種複雜的安裝要求。
2)在粉料輸送裝置中引入稱重方式,能在輸送過程中實時稱量預混合機的質量,達到實時檢測殘留量的目的。
3)在設計中引入攪拌方式,可以在輸送過程中實現快速攪拌均勻,滿足微量粉料均勻性的要求。
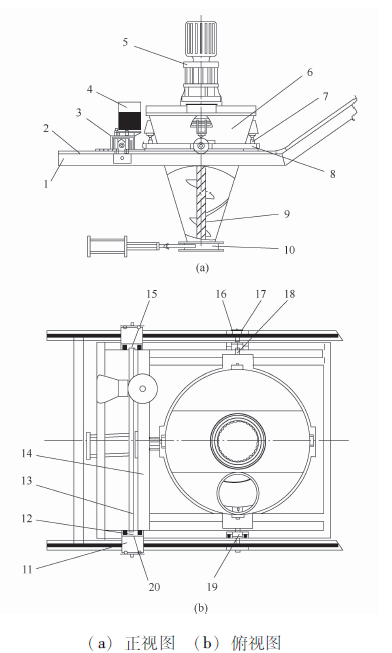
1工字形導軌 2直齒條 3運行齒輪 4驅動電機 5攪拌軸驅動電機 6預混合機 7壓式稱重傳感器
8預混合機安裝架 9預混合機攪拌軸 10氣動閘門 11防脫軌裝置 12外球麵軸承座組合 13驅動軸
14運行框架 15第二外球麵軸承座 16第四外球麵軸承座 17導向輪 18導向輪安裝軸
19第三外球麵軸承座 20第一外球麵軸承座
4)驅動電機、攪拌電機、振動器、稱重傳感器、蝶閥都可接入配料係統,實現整套輸送設備的自動化控製。
4 結語
本優化的軌道輸送係統,解決了飼料生產中微量粉料配料輸送設備殘留量不能實時檢測和混合不均勻的難題,另外,通過調整輸送軌道的角度,能夠向不同廠房輸送微量粉料,便於微量配料係統的安裝和後期維護。此輸送係統運行平穩,壽命長,有效保證了粉料配料的精度以及各種粉料混合均勻。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:飼料液體組分添加控製係統設計
- 下一篇:影響動態軌道衡故障和解決對策
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器