谘詢電話
ENGLISH0755-88840386飼料液體組分添加控製係統設計
發布時間:2021-01-04 13:47:10 |來源:網絡轉載
0引言
長期以來,我國畜牧業主要以商品飼料為主。飼料加工業對飼料原料的依賴性較大,而且生產規模普遍偏小,特別是2007年以來,豆粕、棉粕和菜子粕類等蛋白原料價格的大幅上漲,致使我國飼料加工企業麵臨生存的絕境,而飼料價格的大幅上漲,嚴重地創傷了農民的養殖積極性。為了穩定養殖業的健康發展,我國飼料行業在開發新型飼料原料、蛋白飼料原料和液態飼料原料等方麵進行了大規模的試驗和研究,各類新型的符合國家質量標準的飼料原料,如利用肉製品加工廢棄物製成的蛋白發酵飼料,利用澱粉、玉米酒精加工過程中產生的廢棄物製成的新型飼料原料,特別是液體飼料原料取得了長足的進展。為此,山西省農業機械化科學研究院承擔了山西省科技攻關項目《飼料液體組分添加係統的研究》課題,旨在通過研究提供一種可行的設備,擴大各種液體飼料組分在現有飼料生產線生產使用,替代液體飼料組分人工添加,解決製約液體飼料原料大麵積使用的瓶頸,促進我國飼料加工業、畜牧養殖業的健康發展。本文就項目中控製係統的設計理論依據與設計思想進行論述。
飼料液體組分添加係統是飼料加工自動化生產線中的主要設備之一,為液體飼料原料的開發利用提供了可靠的技術支持,有效提高資源合理利用,最大程度地降低環境汙染,促進我國飼料加工業、畜牧業的健康發展。
飼料液體組分添加控製係統采用可編程控製器(PLC)、觸摸屏和稱重儀表等新一代工業控製裝置,使係統配製簡單,同時具有良好的可靠性和穩定性,並且可方便地輸入、修改和監控參數,可以大大提高生產效率和管理水平。
飼料液體組分添加控製係統采用可編程控製器(PLC)、觸摸屏和稱重儀表等新一代工業控製裝置,使係統配置簡單,同時具有良好的可靠性和穩定性,並且可方便地輸入,修改和監控參數,可以大大提高生產效率和管理水平。
總體設計
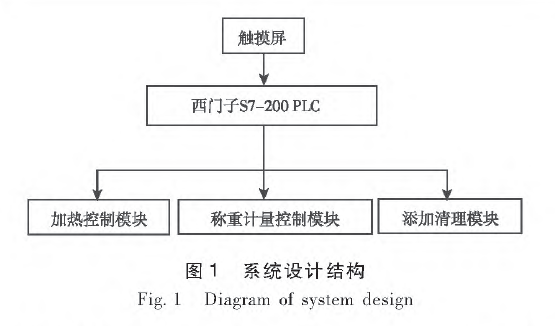
飼料液體組分添加控製係統采用模塊化設計方法。其優點是組態靈活,通用性強,硬件開發周期係統成本低,故障容易排除。係統設計結構見圖1。。
係統組成以S7-200PLC為控製核心,由觸摸屏、加熱控製模塊、稱重計量控製模塊和添加清理模塊等組成。
當S7-200PLC收到需要添加液體組分信號時,PLC輸出信號使添加液體電磁閥工作,同時稱重儀表通過壓力傳感器采集質量值,當達到設定值時,稱重儀表輸出信號給PLC,PLC收到信號後,立即輸出儔號使添加液體電磁閥暢止工作;同時PLC
輸出信號使添加泵工作,向混合機中添加液體,當液體添加完,稱重儀表顯示“0”時,稱重儀表輸出信號給PLC,PLC收到信號後,立即輸出信號使添加泵停止工作;這時PLC輸出信號使氣體清理電磁閥工作,清理管道殘留液體到混合機中。加熱控製模塊主要解決添加液體的流動性以及管道的保溫。
2硬件設計
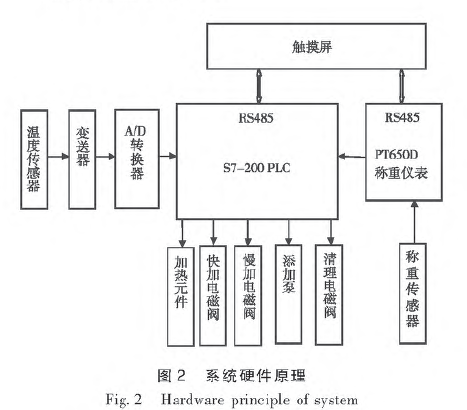
係統硬件原理見圖
2.1觸摸屏
觸摸屏選用某電子公司生跌的PWS5610T-S型,顯示色彩256色,顯示器尺寸為5.7、♦個RS485接口與PLC相連,另套個RS485接口與PT650D稱重儀表相連。
2.2加熱控製模塊
溫度傳感器選用PtlOO,PtlOO經過變送器後輸出4~20mA模擬量信號,模擬量信號經A/D轉換後輸入PLC,PLC數值和設定溫度的數值進行計算比較後,PLC輸出信號來控製加熱元件的工作⑴。
2.3稱重計量控製模塊
稱重儀表選用PT650D,重量傳感器輸出的重力信號經過接線盒傳送給PT650D儀表,PT650D儀表通過光耦輸出口與PLC相連。根據設定質量的數值,通過快加電磁閥、慢加電磁閥進行添加液體,達到設定量時,PT650D儀表輸出信號給PLC,PLC控製快加電磁閥、慢加電磁閥停止工作。
2.4添加清理模塊
添加清理模塊由添加泵、清理電磁閥等組成,添加泵選用高壓泵,解決了噴嘴暫時性封堵的問題,提高了霧化效果。
添加泵得到PLC要求添加信號後,啟動工作,PT650D稱重儀表顯示為0時,添加泵停止工作,這時PLC控製清理電磁閥啟動工作,清理管道內的殘留物,噴氣完成後清理電磁閥停止工作。
3軟件設計
3.1總體設計
本係統的軟件采用模塊化的設計方法。軟件設計主要包括觸摸屏組態模塊和S7-200可編程控製器模塊。觸摸屏組態模塊主要完成與操作人員的交互功能,控製係統的啟動、停止、單機和聯機工作,從PLC及PT650D儀表讀取信息並在屏幕上顯示;S7-200可編程控製器模塊作為控製模塊,主要包括係統初始化、溫度檢測、質量檢測、執行元件的控製等。兩個控製模塊的關係:觸摸屏組態模塊是指揮中心,決定整個係統程序的結構和流程;S7-200可編程控製器模塊按照觸摸屏組態模塊指令,實時采集不同的數據,根據不同情況來控製執行元件的工作。
3.2觸摸屏組態模塊設計
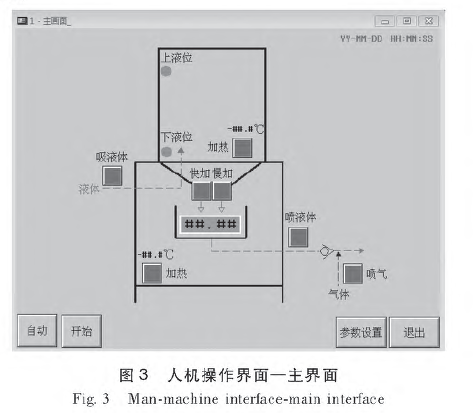
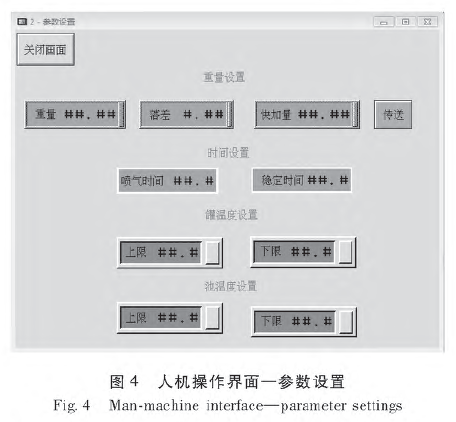
在上位計算機上用組態軟件ADP3完成組態設計,通過RS485接口下載到觸摸屏。具體組態設計過程包括創建工程、畫麵製作、定義數據對象、設備連接和程序下載調試。人機操作界麵如圖3、圖4所示
3.3S7-200可編程控製器模塊設計
根據控製要求,結合PLC的I/O地址分配,采用編程軟件STEP7-Micro/WIN進行軟件編程設計。主要包括溫度采集控製程序、稱重計量程序和添加清理程序等
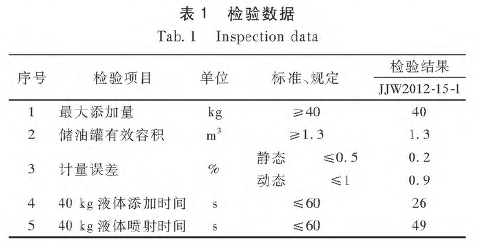
4試驗結論
項目樣機經山西省農業機械質量監督管理站檢驗,試驗數據完全達到並超過計劃任務書設計要求(表1)。該控製係統已經在大北農、普瑞納、威科等多家大型飼料企業生產線上使用,運行穩定可靠。
5結束語
將PLC、觸摸屏、稱重儀表等應用在飼料液體組分添加係統中,可實現液體添加的精確計量,而且使係統結構簡單,運行穩定,操作可靠,軟件編程簡單,大大提高了生產效率。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:淺談給煤機控製與稱重係統的改造
- 下一篇:一種優化的粉料輸送係統的研究
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器