谘詢電話
ENGLISH0755-88840386稱重變送控製器儀表的解析和應用
發布時間:2020-09-02 09:31:33 |來源:網絡轉載
0引言
稱重變送控製器集稱量顯示、控製和重量信號變送於一體,廣泛應用於各種稱重、測力、配料和稱量數據采集的場合。稱重變送控製器儀表的形式多種多樣,各個型號版本眾多,但其功能和結構基本趨同,以唐鋼一鋼軋廠轉爐車間的YH3120變送控製器為例,總結和分析儀表結構原理和功能應用。
1工作原理和結構
變送控製器以一體化單片微電腦為核心、標定、設定等工作參數采用E2PROM保存。由傳感器輸出的重量信號經數據放大器放大,二階低通有源濾波器處理後、送高精度A/D轉換器轉換成數字量、微電腦將該轉換值讀入處理器後經標定運算、分4路進行輸出和控製(圖1)。
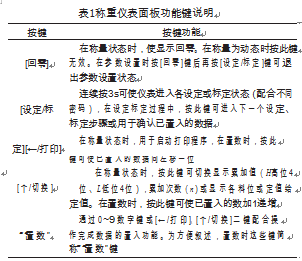
2儀表鍵功能說明
稱重儀表麵板上設置了以下功能鍵,其功能說明見表1。
3安裝與接線
3.1儀表與稱重傳感器連接
連接前先通過計算確定傳感器量程是否與儀表相配,計算時先必須已知:①秤的量程(t);②固定載荷(秤的自重,t);③選用傳感器個數;④傳感器靈敏係數(mV/V);⑤傳感器量程(t)。
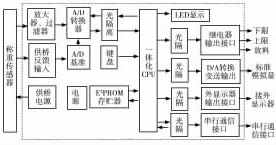
圖1工作原理
按下列公式計算傳感器在滿秤量時的有效輸出電壓(即輸入儀表稱重信號電壓,V)。
有效輸出電壓=[固定載荷+秤的量程]×傳感器靈敏係數×激勵電壓(/傳感器量程×傳感器個數)。
3.2現場布線技術要求
(1)儀表與多個傳感器並聯使用時,建議使用補償接線盒,以便在對管屏和單管設計時,也要確保其公差達到設計的要求標準。尤其是受熱麵管更是要達到一定的質量,確保使用過程中能夠完整的發揮受熱麵管的正常性能。
3.4零部件標準化設計
鍋爐是由多種零部件共同構成,具有較為複雜工藝的熱能動力設備[4]。由於使用零部件較多,因此在實際設計的過程中,設計人員需要更加嚴謹的處理各個零部件之間的關係,確保每一個部件都能達到標準化生產。標準化生產有助於實現鍋爐質量的統一,從而進一步提高鍋爐生產質量。對此必須嚴加規範鍋爐各零部件的性能、尺寸及型號。隻有這樣才能為鍋爐可靠性設計提供有利的依據。
調整因傳感器靈敏度不一致引起的誤差。
(1)傳感器與補償接線盒連線距離建議≤10m,補償接線盒與儀表應采用專用屏蔽電纜,並以6線製形式連接。連線距離建議≤80m,否則將影響計量準確度及穩定性。
(2)由傳感器到儀表及由儀表輸出的標準模擬信號線應選用屏蔽電纜,屏蔽電纜的屏蔽層應在儀表一端單端接地。屏蔽電纜不能與動力電源線布置在同一走線槽內,應采用單獨的金屬穿線管走線。信號電纜最好不要與動力電源線平行布線,若必須平行布線,兩者應保持>200mm的間隔。
(3)儀表變送輸出:電流信號接口與終端顯示器連線距離建議不要超過200m;電壓信號≤50m。
(4)儀表不要與其他強電設備共地,不得以零線代替地線。接地電阻應<4Ω,接地線應用>2mm2銅線,距離越短越好。
3.3傳感器插座接線(圖2、圖3)
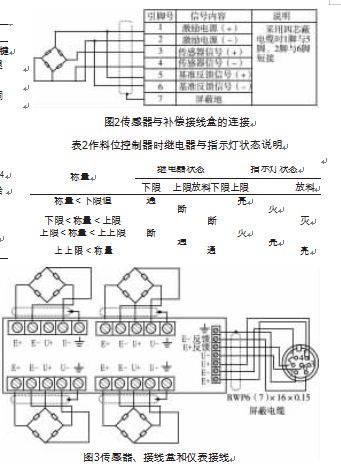
其中,接線盒可連接2~4個稱重傳感器。
4控製模式功能
儀表通過設置控製模式選擇項CF內容,可選擇料位秤、配料秤、定值秤和減量秤4種控製模式,它們的工作過程如下。
4.1料位秤模式
在控製模式選擇項CF=0時,儀表以料位秤模式進行控製,料位秤控製的工作過程如圖4所示。作料位控製時繼電器指示燈狀態如表2所示。
4.2配料秤模式
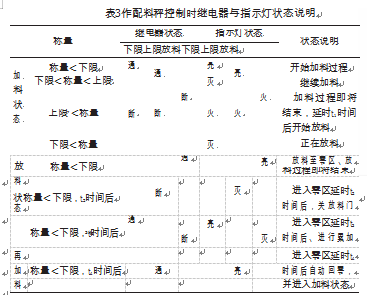
當控製模式選擇項CF=1,儀表以配料秤模式進行控製,其工作過程如圖5所示。作配料秤控製時,繼電器、指示燈輸出狀態如表3所示。其中,表中上限*=上限-提前。
4.3定值秤模式
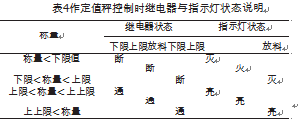
當控製模式選擇項CF=2時,儀表以定值秤模式進行控製其工作過程如圖6所示。作定值秤控製時繼電器,指示燈狀態如表4所示。
4.4減量秤模式
當控製模式選擇項CF=3時,儀表以減量秤模式進行控製,
減量秤控製的工作過程如圖7所示。
T1階段:輸出補料訊號,當稱量超過上限時,關斷補料信號
![]()
圖4料位秤工作過程
(上限繼電器)主顯示器顯示實際重量。
T2階段:等待啟動訊號號,啟動後放料繼電器吸合,主顯示器顯示為零。
T3階段:放料時間,主顯示器顯示放料值,當顯示值≥(放料設
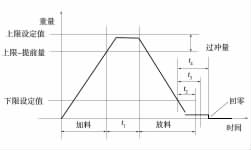
圖5配料工作過程圖
定值-提前量)時,放料繼電器斷開。
T4階段:先延時t3設置時間後進行放料累加,並重新計算提前量,然後等待二次放料。
T5階段:第二次放料過程,主顯示器從零開始顯示放料值,當顯示值≥(放料設定值-提前量)時,放料繼電器斷開。
T6階段:先延時t3時間進行放料累加,並計算新提前量,再判別料量是否小於下限值,如小於下限值,執行補料過程。
T7階段:輸出補料信號(上限續電器通),當稱量超過上限時,關斷補料信號。主顯示器顯示實際重量。
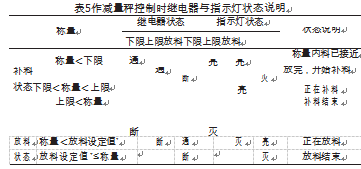
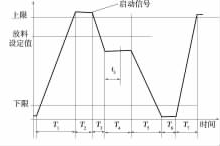
圖7減量稱工作過程
作減量秤控製時繼電器指示燈狀態如表5所示。
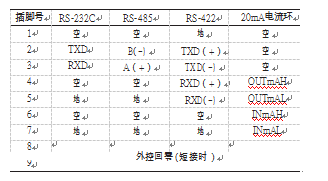
5串行通訊使用
儀表串行通信接口可選擇RS-232C,RS-485,RS-422或20mA電流環4種,其接線方法如表6所示。
表64種串行通信接口的接線方法
6故障與修理
(1)開機後數碼管不亮,一般是供電不正常引起的,先檢查交流供電電源,儀表電源要求AC(220-33)V,50Hz。電源正常後,有傳感器激勵電壓輸出而顯示器無顯示,則表明電源板上的聚合開關自動斷開。檢查內部電路故障原因並排除,一旦故障排除,聚合開關會自動恢複接通,儀表內部每路電源正常後,仍出現不顯示或“En”,表明主機板可能已損壞。
(2)開機後,顯示器一直顯示“En”表明微機部份正常工作,主要是A/D轉換器工作不正常,如傳感器信號極性相反、開路或短路、激勵電源輸出短路等,待極性正常或故障排除後,儀表自動啟動A/D轉換器。
(3)開機後,顯示器顯示“En”後無顯示,表明某隻按鍵已短路損壞。
(4)連接電纜線接觸不好、絕緣電阻下降都會引起跳字現象。此時撥下傳感器,可用萬用表測量導通電阻,並用500型兆歐表檢查信號線與屏蔽線,信號線與大地間的絕緣阻抗一般應>500MΩ。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器