谘詢電話
ENGLISH0755-88840386全自動製袋包裝機計量裝置的方案設計
發布時間:2020-09-01 13:37:55 |來源:
1前言
全自動製袋包裝機的結構組成,除去動力、傳動和輸送部分及控製係統外,主要由製袋裝置、計量充填裝置、封口切斷裝置等構成°該機主要適用於顆粒狀、粉狀及流體或半流體物料的小袋包裝°隨著國民經濟的發展,人民生活水平的提高、以及對外貿易的迅速擴大,在商品流通中人們對小袋商品的包裝提出了越來越高的要求,不僅要求包裝美觀、便於運輸、儲存、使用方便和產品保質,而且要求包裝袋內的商品計量準確,誤差小。“計量"是包裝過程中的重要組成部分,因此商品包裝的精確計量是包裝行業時刻關注的一項重要課題。為此,我們將多年來和企業合作研製的容積式和動態稱重式計量裝置方案總結、比較如下4;容積式計量裝置。容積式計量裝置適用於視密度穩定、容量較小的物料計量。其結構簡單,計量速度快,成本低,但計量精度低(一般隻能達到3%〜1.5%)2.1容杯式計量裝置
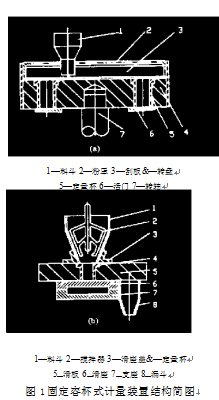
圖1為固定容杯式計量裝置結構簡圖°其中:(2)適用於顆粒狀、粉狀物料包裝。主要由料鬥、定量杯、轉盤、刮板、粉罩、活門、轉軸及機架等組成°其工作原理為:轉盤帶動定量杯在轉軸的作用下作旋轉運動,當定量杯轉入由刮板隔斷的料倉時,向其內充填物料,同時料鬥補充物料,以便定量杯充滿物料;當定量杯轉出由刮板隔斷的料倉時,刮板將其上口物料刮平,保證各杯料高一致;當定量杯轉到卸料口時,由固定在機架上的頂杆撥開其底部的活門,物料經下料管落入包裝袋,落料完畢再由頂杆關閉其底部的活門,完成計量自動落料的動作要求#(b)適用於粉狀物料包裝#主要由料鬥、定量杯、滑板、滑座、滑座蓋、支座、攪拌器及機架等組成。其工作原理為:滑板帶動定量杯在驅動機構的作用下做等幅往複滑移,攪拌器勻速轉動防止物料結塊"當定量杯滑到料鬥的下料口時,其內充填物料,不僅保證了定量杯中能夠充滿物料,而且保證了其內物料比重均勻;當定量杯滑出料鬥下料口時,滑座蓋將其上口刮平,保證其料高一致;當定量杯滑到漏鬥上口時,其內物料經漏鬥落入包裝袋,完成計量自動落料的動作要求。後者比前者生產效率低,但能更好地適應粉料計量。
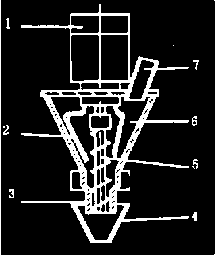
圖,為可調容杯式計量裝置結構簡圖#適用於物料視密度變化對計量精度有較大影響的顆粒狀、粉狀物料包裝。主要由料鬥、可調量杯、旋轉盤、定盤、刮板、粉罩、調整機構、控製裝置及機架等組成#其工作原理為:旋轉盤帶動可調量杯(由固定杯和可調杯組成)、下刮板隨轉軸在原動機的驅動下一起作旋轉運動,當可調量杯隨旋轉盤轉入料鬥底部時,料鬥中的物料自動填充量杯,並由固定在料鬥上的上刮板(由收集板和刮平板組成)將杯口刮平,保證旋轉盤上不積物料和各可調量杯料高一致;當計量杯再轉至定盤的長圓孔卸料口時,可調量杯中的物料落入包裝袋的同時固定在可調杯後與可調杯同步旋轉的下刮板將可調杯滲出的物料刮至卸料口落入包裝袋,完成計量自動落料的要求#可調杯的上端套在固定杯的外表麵,下端與定盤接觸,並在定盤上滑動;可調杯與固定杯內表麵組成的內腔為計量容腔;可調杯與定盤在調整機構的作用下可上下滑動,以改變計量容腔的容積。調整機構的調整軸兩
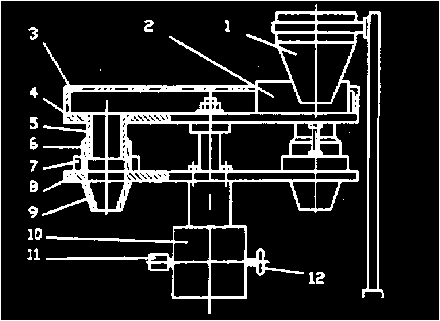
1一料鬥2一上刮板3一旋轉盤.一計量杯5一定盤6—謂整機構7—固定杯2—可調杯9—下刮板
圖2可調容杯式計量裝置結構簡圖
個外伸端上,一端與伺服電機直接相聯,另一端與手動調節機構離合式聯接,因此可實現計量的手動和自動調節。但自動調節需裝配電子檢測裝置,並將檢測到的瞬時變化訊號經放大後驅動伺服電機調整計量容腔,達到計量準確的目的;這樣不僅結構複雜,而且成本咼。
2.2轉鼓式計量裝置
轉鼓式計量裝置是依靠轉鼓外緣容腔和殼體內表麵形成的密封容腔實現計量的。適用於密度穩定和流動性好的物料包裝。
圖3為轉鼓式計量裝置結構簡圖。其中:(a)為扇形轉鼓計量裝置,主要由料鬥、轉鼓、殼體及機夾等組成#其工作原理為:轉鼓在傳動軸的作用下作旋轉運動,當轉鼓上的扇形槽轉到料鬥下部的進料管位置時,物料從料鬥經進料管落入轉鼓的扇形槽;當轉鼓轉出進料管位置時,由殼體內表麵將扇形槽內多餘物料刮去,保證轉鼓外緣容腔和殼體內表麵形成的密封容腔內的物料體積一致;當計量腔隨轉鼓轉到出料管時,物料經出料管落入包裝袋,完成計量自動落料的要求。(b)為槽形截麵可調容腔的圓柱形轉鼓計量裝置,主要由料鬥、轉鼓、殼體、調節機構及機夾等組成。其工作原理同它是通過轉動調節螺絲,改變計量容腔中柱塞板的位置來實現計量調節的
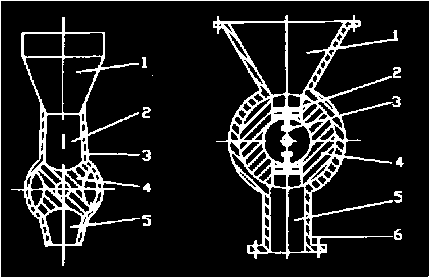
1一料鬥2一進料管3一殼體1一進料管2一活塞板3一調節螺絲4一轉鼓5—下料管.一轉鼓5—出料管6一殼體
圖3轉鼓式計量裝置結構簡
2.3柱塞式計量裝置
圖4為柱塞式計量裝置結構簡圖。適用於粉狀、顆粒狀和粘稠物料包裝。更適用於流動性小、易結塊和產生架橋等柱塞現象的物料包裝#主要由料鬥、殼體、柱塞及機架等組成。其工作原理為:柱塞在驅動機構的作用下作直線往複運動,當柱塞向左移動時,轉閥順時針方向轉動關閉出料管打開進料管,料鬥中的物料經進
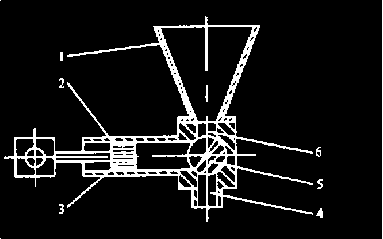
1—料鬥$—殼體%一柱塞&—出料管5一轉閥6—進料管
圖4柱塞式計量裝置結構簡圖
料管被吸入柱塞和殼體形成的容腔實現計量;當柱塞向右移動時,轉閥逆時針方向轉動關閉進料管打開出料管,物料被推入出料管落入包裝袋,完成計量自動落料的要求+
2-螺杆式計量裝置
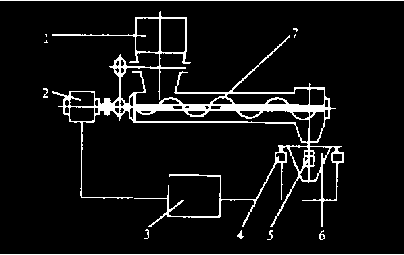
螺杆式計量裝置是一種利用螺旋給料器來完成計量的裝置。在每一裝料循環中,隻要精確控製螺杆的轉數,就能獲得所要求的計量。該裝置的裝料距離短,很少飛揚粉塵,且速度快,適用於粉狀物料包裝。但計量
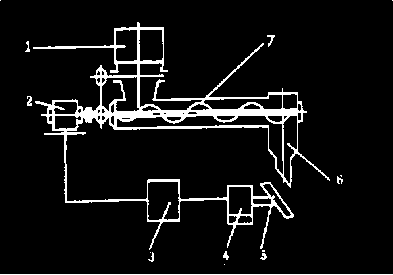
圖5為螺杆式計量裝置結構簡圖。主要由驅動裝置、計量螺杆、料鬥、攪拌器及機架等組成。其工作原理為:驅動裝置帶動計量螺杆和攪拌器將由送料口送入計量管,經接料鬥落入包裝袋,完成計量自動落料的要求+計量精度通過控製驅動裝置驅動計量的要求,但結構複雜、調整麻煩、必須停機調整;即使采用了自動調整,也無法避免由於一組定量容腔的製造誤差所引起的計量精度誤差+因此為了提高計量精度,必須減小計量裝置的計量容腔的製造誤差。
1—驅動裝置2—攪拌器3—計量管4—接料鬥5—計量螺杆6—料鬥7—送料口
圖5螺杆式計量裝
3稱重式動態計量裝置
稱重式動態計量是指對變化或運動中的物料進行稱重計量的方式。適用於易吸潮結塊、顆粒不均勻及視密度變化較大等物料的計量。其結木複雜,計量速度慢,成須高,但計量精度高(能達到19〜0.1%)。
3-1連續稱重式計量
連續稱重式計量實質上是定時計重量+通過閉環控製係統控製物料的穩定K8凯发登录入口及其流動時間間隔進行計量。
圖6為連續稱重式計量裝置的結構簡圖。其中(a)為電子皮帶秤結構簡圖,適用於粉粒物料包裝。主要由料鬥、輸送裝置、計量秤、傳感器、稱重調節控製器及機架等組成。其工作原理為:當物料由料鬥經自動控製閘門流到輸送帶上時,連續勻速運轉的輸送帶將物料帶到秤盤,皮帶秤立即測出該段皮帶上物料的重量,並將物料容重變化經傳感器轉變成電信號傳給稱重調節控製器,控製料鬥自動調節閘門的開度,保證物料K8凯发登录入口的穩定#再經與皮帶電子秤同步運轉的等分盤將皮帶秤輸送帶上某段範圍內的物料分成分量相等的充填量落入包裝袋,完成計量自動落料的要求為螺旋秤結構簡圖。適用於不會產生粘附和起拱的顆粒物料#主要由料鬥、伺服電機、螺杆給料器、擋板、傳感器、調節控製器及機架等組成。其工作原理為:伺服電機帶動螺杆給料器作旋轉運動,並將料鬥中的物料由螺杆給料器向前推動經下料口落到擋板上;物料對擋板衝力的垂直分量能經傳感器轉化為電信號傳給調節控製器,並由調節控製器調節控製伺服電機的轉速,改變物料的K8凯发登录入口;由於傳感器的輸出信號的強弱與物流衝力成正比,所以能夠保證物料K8凯发登录入口穩定,達到準確定時計量的目的#再經與螺杆秤同步運轉的等分盤將螺杆給料器推出的某段範圍內的物料分成分量相等的充填量落入包裝袋,完成計量自動落料的要求。
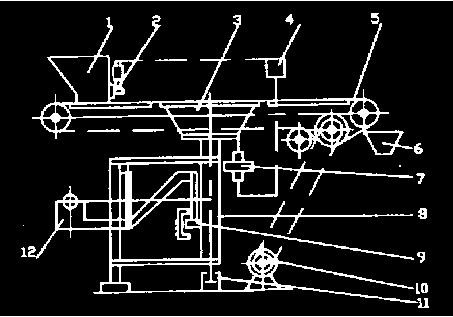
(a)1—料鬥$—自動控製閘門3—秤盤4—稱重調節控製器5—輸送帶6—接料鬥7—傳感器8一主秤體9—限位器10—電機11—阻尼器12—副秤體
(b)1—料鬥$—伺服電機3—調節控製器4—傳感器5—擋板6—下料口7—螺杆給料器
圖6連續稱重式計量裝置的結構簡圖
3.2間歇稱重式計量
間歇稱重式計量實質上是通過閉環控製係統控製進入秤鬥物料多少進行計量#適用於粉粒物料包裝#
圖7為間歇稱重式計量裝置的結構簡圖。其中(a)為利用槽式振蕩器供料的結構簡圖。主要由料鬥、槽式振蕩器、秤鬥、測力傳感器、控製係統、執行機構及機架等組成。其工作原理為:槽式振蕩器將料鬥內的物料由粗給料調節閘門和細給料調節閘門控製成一定厚度,分別通過振動槽和槽端的粗加料開關閘門和細加料開關閘門流入秤鬥,與秤鬥直接接觸的測力傳感器將物重直接變成電信號傳給單片機控製係統,並與設定值進行比較,當秤鬥內的重量達到設定值的901時,發出粗加料終了信號,使槽式振蕩器的粗加料開關閘門在氣缸或電磁鐵的作用下關閉出料口,由細給料振蕩槽單獨供料,直至發出滿秤信號,使槽式振蕩器的細加料開關閘門在氣缸或電磁鐵的作用下關閉,槽式振蕩器停振,並下達放料指令,在氣缸或電磁鐵的作用下通過秤鬥門撥杆打開秤鬥門,物料經充填鬥落入包裝袋,完成計量自動落料的要求#落料完畢發出信號重複上述動作。&)為利用螺旋杆供料的結構簡圖。主要由料鬥、步進電機<鬥、供料螺杆、測力傳感器、控製係統、執行機構及機架等組成#其工作原理與圖(a)基本相同#不同之處是該裝置通過控製步進電機單位時間的驅動脈衝數實現給秤鬥的快、慢速加料。實質上是控製供料螺杆的旋轉速度和旋轉角度完成動態供料的
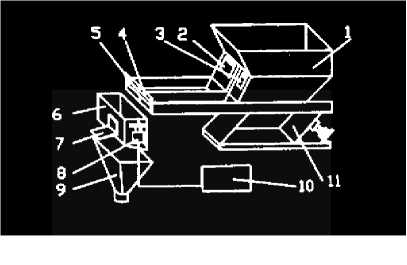
1—料鬥4—粗給料調節閘門3—細給料調節閘門6—細加料開關閘門5—粗加料開關閘門6—秤鬥
7—秤鬥開門撥杆9—測力傳感器9—充填鬥10—單片機控製係統11—槽式振動器
1—料鬥4—步進電機3—單片機控製係統6—測力傳感器5—秤鬥開門撥杆6—秤鬥7—供料螺杆
圖7間歇稱重式計量裝置的結構簡圖
以上幾種方案不僅能夠實現物料在運動過程中計量,而且能夠通過隨機調整供料量實現準確計量和動態誤差調整,滿足不同品種物料的不同計量要求,並能達到較高的計量精度。
稱重式動態計量裝置與容積式計量裝置相比雖然結構複雜、計量速度慢、成本高,但是單機不僅能夠滿足多品種、多計量的粉粒包裝要求,而且計量準確#隨著科技進步和組合秤的使用不僅提高了稱重式動態計量裝置的計量速度,而且大大降低了成本#因此,動態計量包裝作為包裝行業的發展方向,一定會得以迅速發展和不斷提高完善。當然,根據不同物料和不同計量精度要求,我們可以選擇不同的定量裝置滿足包裝行業的不同需要。
文章來源於網絡轉載,侵刪
- 上一篇:全自動塑料袋包裝機的研發
- 下一篇:稱重變送控製器儀表的解析和應用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器