谘詢電話
ENGLISH0755-88840386包裝機商標紙第二傳送輥拆卸工裝的研製
發布時間:2020-05-27 10:14:34 |來源:網絡轉載
硬盒硬條包裝機組是我國引進技術自行製造的國產高速包裝設備,包裝速度550 包/min[1-3]。設備的主機包裝機商標紙供給原理與國內其他超高速包裝機組類似[4-5],均采用商標紙連續運動方式[6],通過 3 個連續轉動的傳送輥,利用吸孔將商標紙吸附在輥體表麵進行傳送,與中速包裝設備僅在紙庫中吸附商標紙方式相比較[7-8], 更能滿足機組高速運轉的要求。但由於第二傳送輥質量較大,在設備維修和保養時依靠人力拆卸搬移困難,甚至出現因人手抓持不牢滑脫摔落的現象,造成第二傳送輥受損且存在安全隱患。目前針對包裝機組的研究大多集中在商標紙對設備運行影響等方麵[9-10],對於包裝機組零部件及拆裝工具涉及較少。其中,胡國勝等[11]采用弧麵分度凸輪機構代替槽輪機構,減少了硬盒包裝機包裝輪間歇運動對機器造成的衝擊;張成鵬等[12] 對包裝機商標紙導向滾壓裝置進行了改進,解決了因潤滑油滲漏影響產品質量、增大維修勞動強度等問題;蔣卓芳等[13]研製了一種TOPSPIN 切絲機進刀電機拆卸工具,避免對精密零件造成損傷;吳傳緒等[14]設計了一種包裝機組彈性聯軸器專用拆卸工具,縮短了維修時間。但對於包裝機商標紙第二傳送輥拆卸技術的研究則鮮見報道。為此,研製了一種包裝機商標紙第二傳送輥拆卸工裝,並利用 SolidWorks 機械設計軟件進行仿真測試,以期提高第二傳送輥的拆卸效率,降低維修保養勞動強度。
- 問題分析
- 工作原理
包裝機商標紙第二傳送輥主要由同步帶輪(1)、傳動軸(2)、第二傳送輥(5)、相位盤(7)等部件組成,見圖 1。同步帶輪(1)由同步帶組件得到轉動動力後,將動力傳遞給傳動軸(2), 傳動軸(2)通過螺釘(6)將第二傳送輥(5)與相位盤(7)固定在一起,帶動第二傳送輥旋轉,此時商標紙被吸附在第二傳送輥(5)外圓周表麵上。吸風管(12)、圓盤閥(4)、第二傳送輥(5)的吸風腔
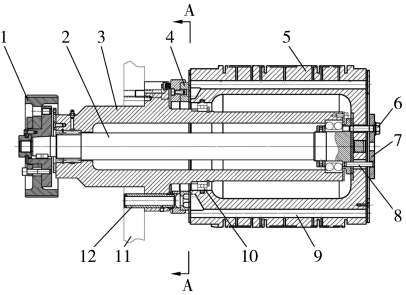
- 和圓周麵上分布的吸孔構成真空管路,第二傳送輥(5)內端摩擦環與圓盤閥(4)的閥環工作麵貼合,保證吸風腔(9)與圓盤閥的吸風室(13)
1. 同步帶輪 2. 傳動軸 3. 法蘭座 4. 圓盤閥 5. 第二傳送輥 6. 螺釘 7. 相位盤 8. 定位銷 9. 吸風腔
10. 軸承 11. 機器牆板 12. 吸風管 13. 吸風室
圖1 商標紙第二傳送輥結構示意圖
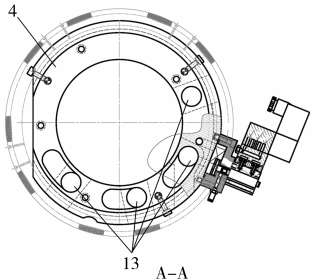
相通,再經過吸風管(12)與設備真空係統相連。第二傳送輥(5)設計有 5 個工位,即外圓周表麵均布有 5 個凸起的定位模型,工作時商標紙被吸附在模型上,而圓盤閥(4)有 4 個吸風室(13), 當第二傳送輥(5)轉動時吸風室依次控製各個定位模型的吸孔完成商標紙的輸送。當第二傳送輥
(5)需要拆卸時,鬆脫螺釘(6),將第二傳送輥(5) 向右平移,使其內端安裝孔與軸承(10)脫離,相位盤(7)與定位銷(8)脫離,持續平移至脫離法蘭座
(3),將第二傳送輥(5)取下露出圓盤閥(4),即可對圓盤閥(4)和第二傳送輥(5)進行維修或保養。
-
- 存在問題
由於第二傳送輥表麵分布有 160 個吸孔,空氣中的灰塵和商標紙上的粉塵會通過吸孔進入第二傳送輥的吸風腔,並逐漸吸附在吸孔和吸風腔側壁上;圓盤閥的 4 個吸風室內壁也會因灰塵吸附造成堵塞,使吸風腔和吸風室有效截麵積減小,吸風K8凯发登录入口降低,導致商標紙吸取不牢,進而使商標紙在輸送過程中歪斜造成設備停機,影響生產效率和產品質量。因此,在生產中需要定期對商標紙第二傳送輥進行清潔和保養。若采用壓縮空氣對第二傳送輥的內腔吸風管路進行清潔,則會造成灰塵在吸風室和管路轉角處堆積,不利於管路暢通。因此需要將第二傳送輥從機器上拆下進行清潔,或者對磨損的軸承、圓盤閥閥環等部件進行更換維修。此外,第二傳送輥是一個圓柱形金屬整體輥輪,直徑 275 mm,高度 310 mm,整體質量達25.5 kg,其內端安裝孔與法蘭座上的軸承配合緊密,且由於該設備未配備拆卸工具,僅靠人力拆卸搬運,操作不便,費時費力,在拆卸過程中由於徑向晃動還容易造成安裝孔和軸承損傷,或因操作不當存在人身安全隱患。
- 係統設計
根據第二傳送輥的結構特點設計了一種傳送輥拆卸工裝。該裝置主要由工裝推車、固定架組套、轉動架組套、螺杆組套等部分組成,見圖 2a。在拆卸過程中,通過移動工裝推車,使傳送輥平穩地從機器上平移拆下,並可旋轉 90°使傳送輥成豎直狀態後放置在地麵上,見圖 2b。整個拆卸過程平穩可靠,可避免第二傳送輥及其他零件與地麵之間發生撞擊,安全省力。
3.結論
研製了一種包裝機商標紙第二傳送輥拆卸工裝,通過移動式旋轉支架固定第二傳送輥,使其能夠平穩地從設備上平移拆下,並轉動90°後放置到地麵上,從而解決了第二傳送輥拆卸困難等問題,同時利用 SolidWorks 機械設計軟件進行仿真測試。以包裝機為對象,采用人工和工裝兩種方式對商標紙第二傳送輥進行拆卸測試,結果表明:采用工裝拆卸第二傳送輥比人工拆卸減少時間 9 min,工作效率提高 40% ,有效降低了維修工勞動強度,避免了拆卸過程中對零部件和人身造成損傷。該工裝可以在與包裝機結構相同的其他包裝設備上推廣應用。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器