谘詢電話
ENGLISH0755-88840386油性多顆粒態物料自動灌裝機控製係統的研究
發布時間:2020-05-19 10:12:47 |來源:網絡轉載
- 引言
灌裝機是適用於食品、日化及特殊行業的包裝設備。本文研究的灌裝機主要用於大粘度、油性多顆粒物料如醬類食品的充填灌裝,並要求油性物料在80oC~95oC的高溫條件下灌裝。在此溫度下雖然油的流動性好,但顆粒物受熱軟化,物料間會產生粘結現象,同時物料中帶有顆粒度不均勻的骨料、顆粒、片料等,造成計量困難,使灌裝後的產品易出現物料不均、重量不等的問題。
本文運用PLC控製技術,結合油性多顆粒態物料灌裝機生產工藝要求和企業的實際情況,研究設計了一種油性多顆粒態物料灌裝機控製係統, 使油性多顆粒態物料灌裝的計量精度、穩定性及清潔度都得到了提高,實現了醬類灌裝機生產過程的全自動化,滿足了企業的要求,在綠色食品業具有廣闊的應用前景。
- 油性多顆粒態物料自動灌裝機基本組成及工作原理
本文研究的油性多顆粒態物料自動灌裝機主要包括六部分:篩分攪拌機構、儲油罐、量杯間歇旋轉裝置、輸送帶、在線補償計量裝置及控製係統。
篩分攪拌機構用於混合油性物料的固液分離和固體物料的二次攪拌,分離出的油液裝入儲油罐。量杯間歇旋轉裝置主要實現量杯的旋轉和灌裝,間歇停止時間或灌裝時間為m秒(試驗樣機m=3)。量杯間歇旋轉裝置裝上設有n個量杯(試驗樣機n=6),篩分攪拌機構灌裝口設有光電傳感器1檢測是否有空量杯,當量杯旋轉到灌裝口處時,旋轉裝置停止,電傳感器將檢測信號反饋到PLC控製器,PLC根據檢測信號控製電磁閥1的啟閉,如為空杯,電磁閥1開啟,將物料灌裝到量杯中,經過m秒灌裝後,PLC控製電磁閥1關閉,同時啟動量杯間歇旋轉裝置旋轉,固定刮板將超出量杯部分的物料刮去。為避免浪費超出量杯體積的物料將回收再次灌裝。旋轉裝置上的量杯通過間歇機構的作用依次旋轉到篩分攪拌機構灌裝口進行檢測灌裝。輸送帶實現料瓶的輸送,並在輸送的過程中實現物料的灌裝和在線計量,輸送帶采用步進電機驅動,通過PLC控製係統中使步進間隙停止時間為m秒。料瓶灌裝口設有光電傳感器2 來檢測是否有料瓶,當檢測到有料瓶時,通過PLC 控製電磁閥2開啟,量杯中物料裝入料瓶,經m秒後,電磁閥2關閉,運輸帶啟動。當運輸帶將裝滿物料的料瓶輸送到重量檢測處,通過稱重傳感器實現在線計量,根據檢測結果,PLC控製電磁閥3 的啟閉,用分離出來的油液進行重量補償,實現精準計量。在線計量完成後,有光電傳感器3對已灌裝完成的料瓶進行計數,在操作顯示麵板(觸摸屏)上顯示計數。輸送帶將完成灌裝的料瓶送出,自動灌裝完成。在整個灌裝過程中,要求灌裝動作時間與輸送帶步進間隙停止時間及間歇機構間歇停止時間相等,在線重量補償時間不超過停止時間。
- 自動灌裝機控製係統的方案研究
- 自動灌裝機控製要求
根據自動灌裝機的工作原理,灌裝機控製係統需滿足以下要求:
1)控製係統能夠實現固液分離、固體物料灌裝、運輸、計量及油液補償的自動控製。
2)各動作之間應具有較高的配合精度。各灌裝動作時間與間歇機構間歇停止時間及運輸帶停止時間應相等,在線重量補償時間不得超過停止時間。
3)各傳感器響應迅速。
4)控製係統可實現灌裝料瓶的計數和顯示。
5)在設備工作中某動作出現故障時,控製係統能對它們實時監控,記憶鎖存,且係統能起到停止保護的作用,並及時報警。
-
- 控製係統硬件組成
在灌裝機控製係統的設計中,考慮到灌裝機各動作之間有較高的配合要求,係統傳感器多、幹擾大,故采用以PLC為核心的控製係統,控製係統的組成如圖2所示。該控製係統采用三菱公司全新上市的FX3GA係列可編程控製器。 采用多傳感器,實現量杯檢測、料瓶檢測、在線計量檢測和料瓶計數檢測等;采用三相異步電機實現振動
篩分和攪拌;電磁閥組用於灌裝和補油控製;輸送帶采用步進電機驅動。操作與顯示麵板(觸摸屏)通過文字、按鈕、圖形、數字等來實現監控管理及應付隨時可能的變化信息,能明確指示並告之操作員機器目前的狀況。
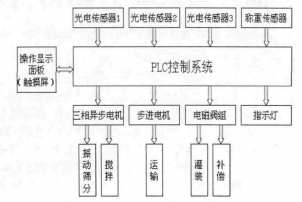
圖2 控製係統硬件組成結構框圖
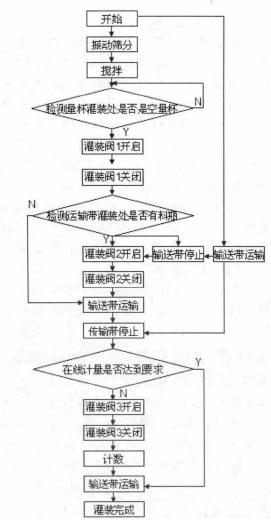
圖3 控製程序流程
-
- PLC控製流程
該控製係統要完成振動篩分、攪拌、固料量杯灌裝、固料料瓶灌裝、運輸、計量和油液補償等生產工藝的控製,係統設計采用運動控製和邏輯控製,各個工藝流程不能出現信號幹擾。當出現故障時,係統保護停止,觸摸屏及時輸出報警信號。控製程序流程如圖3所示。
- 結束語
本文研究的油性多顆粒態物料自動灌裝機控製係統,由於采用了PLC控製,實現了物料的自動灌裝和精確計量,避免了由於手工操作或半自動化操作造成的人為因素影響,提高了生產過程中食品的安全性和清潔度,降低了工人的勞動強度,使產品質量、生產效率、設備安全性能及自動化程度都得到提高,滿足了企業的生產要求。所研究的油性多顆粒態物料自動灌裝機控製係統具有較強的應用性。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器