谘詢電話
ENGLISH0755-88840386煙草包裝機分度機構的動靜比研究
發布時間:2020-08-20 09:15:32 |來源:網絡轉載
前言
目前國產的中速及以上的包裝機基本上是通過技貿結合方式引進意大利某公司與德國某公司技術的產品,隨著對這些技術掌握與研究的深入,改進與提升國外早期技術的產品,需對煙草包裝機核心技術進行研究,對其分度機構及其動靜比進行係統研究,以明確改進方向。
1、國產包裝機包裝輪分度機構的動靜比研究
-
- 國產包裝機包裝輪分度機構的動靜比
國產包裝機包裝輪分度機構的動靜比詳見表1。
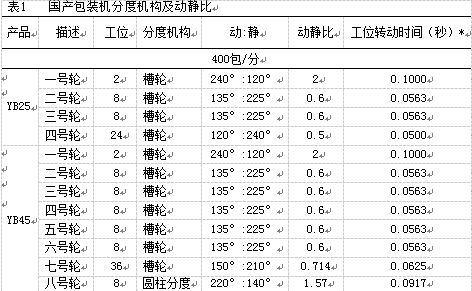
注:工位轉動時間:t=60/包裝速度*轉動度數/360。
-
- 各包裝機幹燥輪內的停頓時間
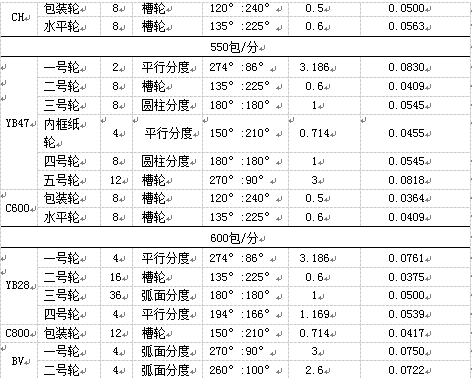
各包裝機幹燥輪內的停頓時間見表2。
包裝機幹燥輪內的停頓時間長短對煙包的質量至關重要,YB28輪內幹燥時間雖然較短,其采用電感加熱係統對二層商標紙之間的塗膠部位幹燥也能夠滿足煙包的幹燥。
-
- 各種分度機構性能比較及分析
- 各種分度機構性能比較
- 各種分度機構性能比較及分析
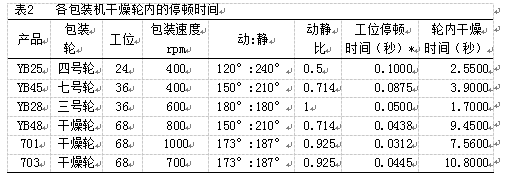
各種分度機構性能比較見表3
國產包裝機在400包/分的分度機構均采用槽輪分度機構。隨著包裝速度的提高,YB47與X6S的一號輪改用平行分度凸輪機構,硬盒包裝機的三、四號輪圓柱分度機構替代槽輪分度機構,利用輸入軸與輸出軸垂直的圓柱分度機構來簡化傳動路線,提高水平包裝輪的綜合性能。至於YB47、YB28的二號輪仍采用槽輪分度機構,主要是其二號輪轉速分別是68.75、37.5rpm,在槽輪機構可允許的範圍內,且二號輪在停頓時的包裝折疊動作較多,其折疊機構技術比較成熟。
BV包裝機采用弧麵分度機構是適應中/重載的需要。
-
- 綜合分析
間隙運動的包裝機中,在一個360°的周期內,動靜比是一對矛盾。
在結構尺寸允許的範圍裏,為降低振動與噪音,提高動力學性能,希望間隙運動轉動時間提高,增大動靜比;而眾多的包裝折疊動作是在間隙運動的停歇期內完成,又希望降低動靜比。
包裝速度與機器的振動與噪音又是一對矛盾,機器的包裝速度從400包/分提高
到600包/分、800包/分甚至1000包/分。
從國產包裝機某公司技術的產品提高包裝速度采用的方法是在單路的工藝路線條件下增加工位數,優化動靜比,采用更合理的分度機構,降低產生振動與噪音源,即降低加速度,提高動力學性能。
對動力學普遍方程:
 ur r r
ur r r
(Fi-mai)δri=0
(1)
在質量m、半徑r基本相同的情況下,加速度a是影響動力學性能最主要因素,




 S=1
S=1
2
at2 (2)
影響加速度a的主要因素從上述公式可見有S、t與m。
- S是角位移,降低S最常見的方法是增加包裝輪的工位數,YB25、YB47、YB28的二號輪同樣的動靜比0.6,在停頓時的同樣的包裝折疊動作,其包裝速度則從400包/分提高至550包/分、600包/分。而且轉動時間YB25為0.0563秒,、YB47為0.0409秒,角位移45°、YB28為0.0375,角位移22.5°。可見YB28的二號輪動力學性能最佳,YB47的二號輪動力學性能存在提升空間。
- t是間歇運動分度機構的轉動時間,改變動靜比,略提高動的相位。
一號輪分析:YB25一號輪的動靜比2,t=0.1、YB47的動靜比3.186,t=0.0830、YB28的動靜比3.186,t=0.0761。YB28由動從240°提高到274°,動靜比提高1.593倍,其同時增加工位數的雙重作用下包裝速度得到提升的同時動力學性能也提高。
從分析可知,YB28一號輪的動力學性能最好,YB47一號輪較差,煙支中煙絲在一號輪轉動時易受離心力的影響掉絲,應從二工位改為四工位。
硬盒包裝機的三號輪分析:YB45三號輪的動靜比0.6,t=0.0563、YB47的動靜比1,t=0.0545、YB47由動從135°提高到180°,在t略減少,分度機構由槽輪改為圓柱分度的情況下速度可從400包/分提高到700包/分。
- 質量m的影響:在動力學普遍方程中質量m存在一定的影響,質量m的影響體現在包裝輪的轉動慣量中,包裝輪設計無論從結構尺寸還是材料的選用都經過優化,如二號輪的輕量化設計已到達一個很高的水平。分析對比幾種包裝輪設計基本相似,隻是工位數變化引起的質量m的微小變化,其對動力學影響相對上述二點要小。
2、某公司技術的產品分度機構及動靜比分析研究
-
- 某公司技術的產品分度機構及動靜比
某公司技術的產品分度機構及動靜比詳見表4。
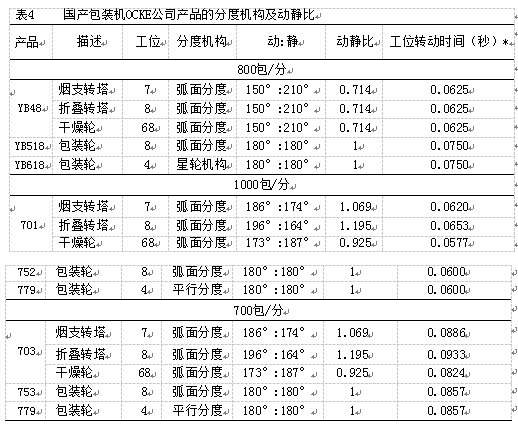
某公司產品包裝輪的分度機構均采用弧麵分度分度機構(YB618、779除外),YB48包裝機的弧麵分度凸輪機構動靜比150°:210°,某公司其他產品包裝機的動靜比均≥1(幹燥輪動靜比0.925)。
-
- YB48包裝機的弧麵分度凸輪機構
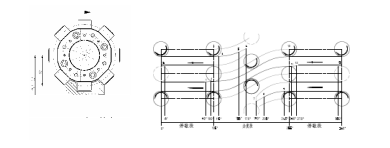
圖1YB48包裝機的弧麵分度凸輪機構
YB48包裝機的弧麵分度凸輪機構的弧麵分度凸輪靜止定位麵是由不相鄰的二個滾珠定位外脊,分度段由相鄰的二個滾珠控製,見圖1。
弧麵分度凸輪采用的是修正正弦運動規律(MS),屬於通用簡諧梯形運動規律的一種。簡諧梯形組合運動規律,是由簡諧曲線和梯形曲線組合而成,目前廣泛應用於中速凸輪機構中的一種改型運動規律。它兼有簡諧運動規律在兩端連續及梯形運動規律最大加速度較小的優點,因此能夠滿足工程上大多數中速凸輪機構設計要求。
-
- FOCKEF8/FX包裝機的弧麵分度凸輪機構
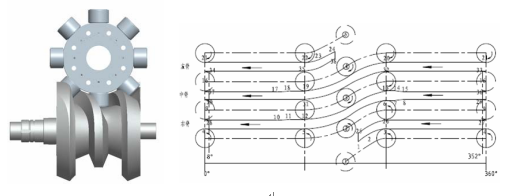
圖2FOCKEF8/FX包裝機的弧麵分度凸輪機構

圖3FOCKEF8/FX包裝機的弧麵分度凸輪機構
FOCKEF8/FX包裝機弧麵凸輪為了適應高速運動的要求,弧麵分度凸輪較YB48有三大變化:寬脊型定位、HS的運動規律和動靜比改變。
1)寬脊型定位
弧麵凸輪有左、中、右脊三個脊,凸輪靜止定位麵是由二個滾珠定位左、右脊的外脊,分度段由三個滾珠控製左、中脊或中、右脊,其分度的凸輪定位麵比常規設計要多一個脊,雖然加工難度大,但增強了其動力學性能。見圖2圖3。
2)HS的運動規律
YB48包裝機弧麵凸輪的靜止段速度、加速度均為零。
采用傳統方法設計的高速凸輪機構的動力學性能上的不足日益明顯,這是由於構件的彈性加之共振現象的可能發生有時會使靜止段的振動幅值增加到不容忽視的程度,它最顯著地表現在那些要求嚴格控製凸輪機構從動件在停頓區的運動偏差的機械中。
FOCKEF8/FX采用HS的運動規律的高速凸輪,所謂HS的運動規律是凸輪機構諧綜合(Harmonicsynthesis),對整個周期都采用有限項疊加和函數作為運動輸出方程,其階數由固有頻率和激振頻率的比值來確定。理論研究表明:其方程在犧牲部分停歇精度(工程允許範圍內)的情況下有效降低機構在高速運轉時產生的餘振響應。
3)動靜比改變
動靜比由YB48的0.714變為0.928-1.195,降低了速度與加速度峰值。動靜比的改變也涉及關聯推煙、折疊等機構相位改變,在靜止時間相位減少的情況下關聯推煙、折疊等機構還需完成規定動作,需逐一分析可行性。實際上FOCKE係列包裝機偏心輪、曲柄連杆機構應用較多,這種機構對動靜比為1的情況下影響有限。FOCKEF8/FX已較好協調解決動靜比的改變問題。
-
- FOCKEF8/FX與YB48弧麵分度凸輪的速度與加速度對比
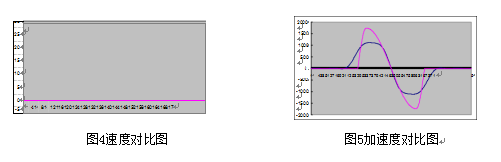
 FOCKEF8/FX與YB48弧麵分度凸輪的速度與加速度對比見圖4、圖5,其中粉紅色線是YB48,藍線為FOCKEF8/FX。
FOCKEF8/FX與YB48弧麵分度凸輪的速度與加速度對比見圖4、圖5,其中粉紅色線是YB48,藍線為FOCKEF8/FX。
3結論
從GD技術產品發展來看從400包/分——600/700包/分——1000包/分經曆了三個技術平台,在400包/分的技術平台上,采用槽輪分度機構,能基本滿足速度要求。在速度提升時,考慮到振動與噪音,采用與速度相適應的分度機構,並增加包裝輪的工位數、精細化分配動靜比;並研究隨動(複合)運動可能帶來的相位節省問題,如X3000的五號輪。當單路的速度再次要求提升時,動靜分配到了不可調和的境地,複合運動也已不能完全解決時間的問題時,研發了連續運動的H1000。
從某公司的產品發展來看,400包/分——700/800包/分——1000/700包/分也經曆了三個平台期,從相位來看,其動靜協調分配的理念也和某公司一樣在逐漸加強。根據本文的分析,現在的YB48(FOCKE700S)的分度機構動靜比的相位分配上還有一定的提升空間。
某公司的另一理念是將1000包/分的產品減速到700包/分,滿足用戶對效率與質量的追求。
從目前的發展來看,煙草包裝機的本質還是一個多機構協同工作體,多機構協同工作是它的核心,這個核心對於包裝質量的穩定、包裝速度的提高、原輔材料的適應性有著決定性的作用。如何更加優化的讓這些機構協同工作,對每個包裝機構設計師來說是首要考慮的問題,本文拋磚引玉,希望能夠對正在從事這個行業的同仁進一步研究。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器