谘詢電話
ENGLISH0755-88840386包裝機煙包輸出裝置獨立傳動係統的應用
發布時間:2020-06-18 11:13:31 |來源:網絡轉載
1存在問題
包裝機組煙包輸出裝置的功能為對8號輪推出的合格煙包進行幹燥,並掉頭90。將 煙包輸出到煙包通道,供下遊設備使用。由於該裝置在不合格煙包剔除或拿走時,煙包輸出產生空位,所以,隻要空位前後的煙包有移位或歪斜,在掉頭時,則會產生煙包阻塞,使廢 品增加及停機率上升。
2原因分析
包裝機組煙包輸出裝置是由主傳動箱內齒輪Z1將動力傳出,經萬向聯軸器傳遞給 齒輪軸2,齒輪Z2齧合齒輪Z3,帶動雙聯齒輪3轉動,雙聯齒輪Z3、Z4分別齧合齒輪4和齒輪9,帶動煙包輸出皮帶和煙包調頭皮帶傳送輻5、8、10轉動,皮帶向前運動完成煙包輸 出。傳動係統示意圖如圖1述。
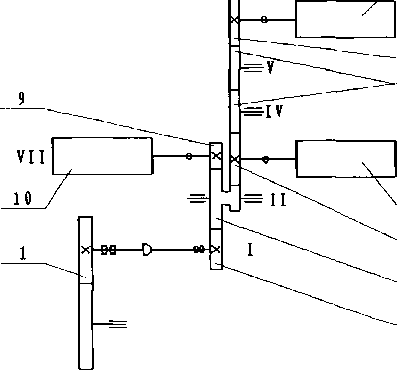
圖1改造前傳動係統示意圖
由圖1知:輸出皮帶傳動輻轉速由傳動鏈中傳動齒輪傳動比確定,皮帶移動的距離由傳 動視線速度和傳動輻大小確定。齒輪1連續轉動時,傳動輻5、8、10也保持連續轉動。因此, 設備剔除不合格煙包或煙包取走時,輸送皮帶始終向前運動,煙包產生空位,空位前後的煙 包由於輸送皮帶與煙包之間的摩擦作用,使進入掉頭皮帶過渡段的煙包移位或歪斜,煙包在 掉頭時雙包輸出或煙包水平輸出,導致煙包阻塞團。
3改進方法
為解決設備在剔除不合格煙包或拿走時,輸出皮帶產生的煙包空位,改進輸送皮帶的驅 動方式,取消主傳動箱輸出的動力源,選用交流伺服電動機獨立驅動。傳動係統示意圖如圖2 述U交流伺服電動機能將電壓信號轉換為轉矩和轉速以驅動控製對象,並且在靜止狀態下, 能服從控製信號的命令而轉動,在電動機運行時如果控製電壓變為零,電動機能立即停轉, 因此可使煙包輸出的速度和位置精度非常準確。
3.1改進原理
交流伺服電動機1與減速器2聯接後,安裝在法蘭3上,法蘭3用螺釘與箱體聯接,圓 錐齒輪4安裝在減速器的輸出軸上。交流伺服電動機轉動,通過減速器減速後,經圓錐齒輪4、 5帶動齒輪軸I轉動,雙聯齒輪6安裝在齒輪軸I上,軸I上的齒輪Z3、Z4分別齧合齒輪Z5、 Z7把動力傳給輸送皮帶傳動輻8、11和掉頭皮帶傳動輻13,傳動輻轉動使皮帶向前運動,完 成煙包輸出。
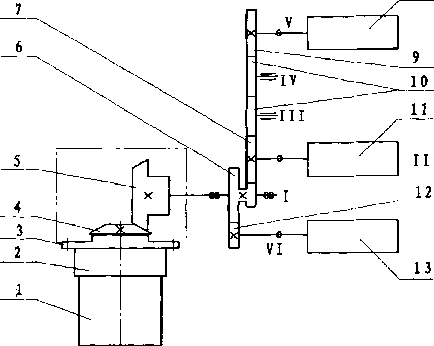
1步進電動機 2.減速器 3.法蘭 4.圓錐齒輪Z15.圓錐齒輪Z26.雙聯齒輪Z3、Z4 7、9.傳動齒輪Z58、11.傳動輻 10.中間齒輪Z612.掉頭皮帶傳動齒輪Z713.掉頭皮帶傳動輻。
圖2改造後傳動係統示意圖
圖2中,齒輪Z3、Z4、Z5、Z6、Z7的齒數不改變,選用電動機直聯減速器2,使其與電 動機組合成完整的動力單元⑴,使用方便。釆用法蘭安裝形式,圓錐齒輪傳動輸出動力。
交流伺服電動機主要靠脈衝來定位,電動機每接受到1個煙包的脈衝信號,就會旋轉一 個脈衝對應的角度,從而實現位移⑵。因此,根據選用交流伺服電動機的轉速(8300rpm)和減速器的速比(1: 10)及一個脈衝信號要求輸出的煙包距離,通過傳動鏈計算確定圓錐齒輪 4、5的齒數比為1: 2,即齒輪4的齒數Zl=18、齒輪5的齒數Z2=36,圓錐齒輪的齒側間隙可通過調整圓錐齒輪5的軸向位置獲得。
3.2控製係統
用交流伺服電動機作驅動源,需要加裝煙包檢測傳感器和軸編碼器。煙包檢測器釆用對 射型光電傳感器,安裝在煙包輸岀裝置的入口處,利用煙包遮光為檢測原理,無須機械性地 接觸煙包實現檢測,當8號輪推出的煙包進入輸出裝置入口時,傳感器把煙包的變化轉換成 光信號的變化,然後借組光電元件進一步將光信號轉換成電脈衝信號;軸編碼器發出速度指 令,速度指令可以由設備原控製係統(MICROII控製係統)或重新安裝軸編碼器提供(FZ控 製係統)。
由於伺服電動機本身具備發出脈衝的功能,電動機接收到一個脈衝,就會旋轉一個脈衝 對應的角度,並發出對應數量的脈衝,使得接受和發出的脈衝形成了呼應,因此,控製係統 能準確控製電機的轉動,實現準確定位閔,保證輸岀煙包連續,不產生空位。
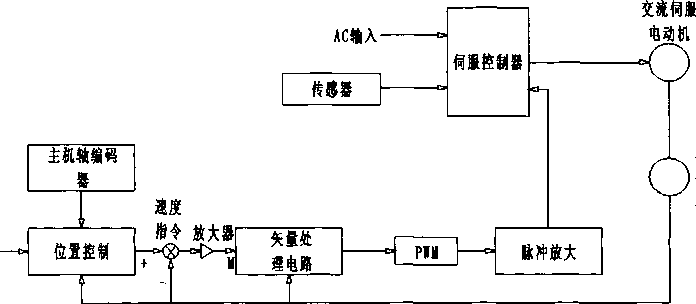
交流伺服係統的工作原理是:AC輸入的電流和煙包傳感器發出的脈衝經伺服控製器處理後,使電動機按控製指令工作。同時主機軸編碼器發出的角位移經位置控製回路發出速度指令,在比較器中與交流伺服電機自帶的編碼器的信號相與之後,再經放大器送出轉矩指令M; 另一方麵,編碼器的輸出信號也被送到矢量處理電路中處理後,經放大並與電動機回路的電流檢測信號比較之後,經脈寬調製電路(PWM)放大之後,使交流伺服電動機按規定的轉速旋轉,並輸出所需要的轉矩值。檢測器檢測岀的信號還可送到位置控製回路,與編碼器的速度信號進行比較完成位置環控製⑶。其控製框圖見圖3。
4應用效果
應用交流伺服電動機驅動煙包輸岀裝置運動,由於解決了煙包輸出空位,所以,煙包輸出時連續,不會移位或歪斜,運行穩定可靠,降低了煙包阻塞頻次,阻塞次數從7次/班下降 至2次/班。由於交流伺服驅動係統為閉環控製,驅動器可直接對電動機編碼器反饋信號進行釆樣,內部構成位置環和速度環,不會出現丟步或過衝現象,使得煙包輸送更為準確、可靠。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:包裝機內框紙檢測裝置的研製
- 下一篇:包裝機贈券機吸臂放氣裝置改進技術
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器