谘詢電話
ENGLISH0755-88840386包裝機鋁箔紙折疊往複盒改進設計
發布時間:2020-06-16 15:07:56 |來源:網絡轉載
包裝機性能穩定、運行速度快、自動化程度高等優點,是目前技術較為成熟的中速卷煙包裝設備 [1-3]。但隨著消費者對產品質量要求的越來越高,設備原有的一些裝置已不能滿足產品質量的工藝要求。鋁箔紙折疊往複盒故障率高,由此所產生的質量問題,經常要對設備進行維修調整,嚴重時生產的產品要做報廢處理,增加原輔材料的消耗。對此,圍繞折疊往複盒進行了改進設計。
一、存在問題
包裝機主要的特點即是采用直包方式完成鋁箔紙折疊,鋁箔紙煙包輸送、折疊、成型等工序都是動態下完成的。第一推進器將煙包送入折疊往複盒內,曲柄連杆機構拖動往複盒加速向前運動脫離第一推進器。往複盒內的E 型夾緊塊夾住煙包,
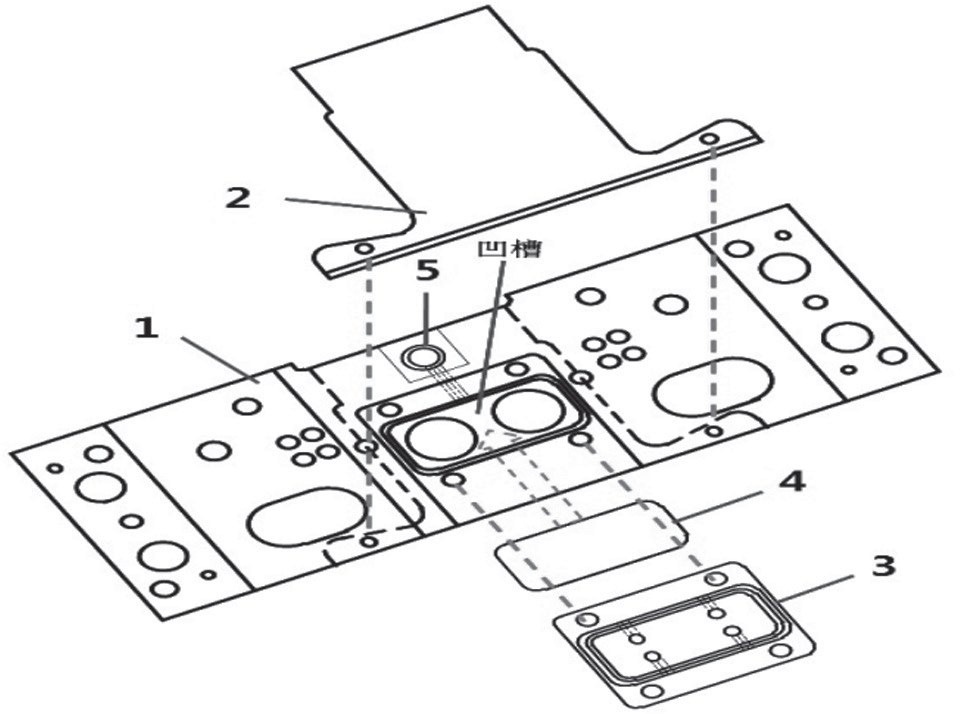
( 一) 氣囊壓緊鋼片模板設計
按改進要求,重新設計往複盒壓緊裝置, 由原來的“E”字型機械式夾緊板改為氣囊壓緊鋼片模板。
( 二) 氣囊壓緊裝置氣動控製設計
煙包進入鋁箔紙折疊往複模盒後,壓縮空氣經二位三通電磁閥和進氣接口進入底板、密封蓋和聚氨酯塊組成的氣囊腔室後頂起鋼片模板,向上運動夾緊煙包,以使折疊器完成折疊動作。進入氣囊的壓縮空氣大小可通過壓力調節閥調節,具體原理圖見圖 2。
四、結束語
一、本文在原機的基礎上改進了鋁箔紙折疊往複盒,鋁箔紙煙包由機械式夾緊改造為氣囊壓緊,有效解決了鋁箔紙折疊不良質量缺陷,同時提高了維修效率。使其在運動過程中不會被移動,折角器完成鋁箔紙的折疊成型。然後,往複盒內的E 型夾緊塊打開,煙包最後由煙包推把推出。鋁箔紙煙包推入折疊往複盒後由於慣性的作用,停止位置不穩定,容易產生鋁箔紙折疊不良質量缺陷。
二、改進思路將原機的機械式夾緊“E”型夾緊塊改成工作麵積更大的氣控式氣囊夾緊機構,確保煙包有更大的夾緊力度,使包裹有鋁箔紙煙包在折疊過程中無竄動現象,且成型後的鋁箔紙折角形成較深的折痕不易反彈。在一定程度上改善鋁箔紙的折疊成型質量,同時定型效果也得到增強。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:包裝機新型固定式夾持架模盒設計及應用
- 下一篇:包裝機分線盒檢驗裝置
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器