谘詢電話
ENGLISH0755-88840386
水泥包裝機的袋重控製與實踐
發布時間:2020-06-16 10:45:38 |來源:網絡轉載
0引言
為符合GB175-1999<矽酸鹽水泥、普通矽酸鹽 水泥》對出廠袋裝水泥的質量(以下簡稱袋重)規定, 包裝機的平均袋重設置應該符合兩個條件:①平均袋 重不低於50kg;②平均袋重不低於(49+3S)kg,其中S 為樣本標準偏差。舉例,當S為0.8kg時,平均袋重最 小應設置為51.4蛇。由於各包裝機技術指標的差異, 產品樣本標準偏差相差很大,優良的能達到 0.3~0.5kg,差的達1kg以上。以樣本標準偏差0.5kg的包裝機為例,要達到 GB175-1999的相關要求,平均袋重就要不低 於50.5kg,以年生產袋裝水泥120萬t計算(2.4X107 袋),就會形成12 000t水泥的流失(即若實際生 產121.2萬t水泥,裝袋後卻是以120萬t銷售)。由 此可見,對企業而言提高袋重控製水平,減小樣本標 準偏差具有重大的經濟效益。
1各類水泥包裝機的袋重控製原理和特點
水泥包裝機按稱重方式可分為機械式和電子式, 按裝料單元運動與否可以分為固定式和回轉式。
1.1機械式包裝機
稱重機構根據杠杆原理製造,杠杆一端掛有配重 塊,另一端是秤架,中間是支點,依靠杠杆機構的上下 翻轉來控製袋重。機械式包裝機的袋重控製性能很 差,原因有二:一是配重、支點摩擦阻力變化、袋座上 的落灰等都被帶入計量,造成秤的零點偏離,而在水 泥包裝過程中,落灰是無法避免的;二是在粉塵的環 境下,杠杆支點的靈活性容易受到影響。
L2電子式包裝機
電子式包裝機依靠彈簧片支撐秤架,稱重傳感器 檢測袋重,控製器計量控製,氣缸(或電磁鐵)為執行 機構。電子控製係統可以在每袋水泥裝料前對秤架進 行除皮歸零,確保了秤零點的準確,而氣缸(或電磁 鐵)受環境影響小,動作可靠迅速。
1.3固定式包裝機
常有單嘴、雙嘴、四嘴,操作工正坐在秤架前方進 行操作,因為操作工的手、腳隨時可以接觸秤架而改 變袋重,故這種包裝機袋重控製容易受人為因素幹 擾,而且固定式包裝機勞動生產率很低,比較適用於 中小型水泥廠。
1.4回轉式包裝機
常見的有六嘴、八嘴、十四嘴等,在旋轉過程中裝 料,操作工不能幹擾袋重,而且回轉式包裝機勞動生 產率要比固定式高出許多。由於其台時產量高、袋重 指標優異,因而應用越來越廣泛。
2回轉式電子稱重水泥包裝機的袋重控製與 實踐
國內常用的有唐山、黃石、無錫等地製造的國產 機器以及進口的德國HAVER機器,其工作原理和過 程大致相同,維護時主要是要求秤架清潔靈活,執行 機構動作迅速可靠(見參考文獻[1])。下麵僅就其袋重 控製及筆者的實踐進行分析和介紹。
2.1二次裝料技術
有的包裝機灌裝過程中速度保持不變(可稱為一 次灌裝),見圖la。有的釆取二次裝料技術,即快速一 慢速裝料方式,在接近目標袋重時(如45kg左右時) 降低灌裝速度,以提高精確度,見圖lb。
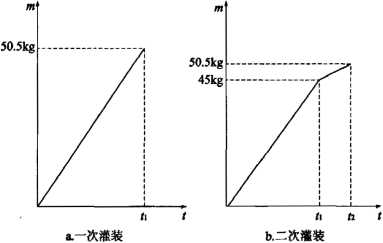

圖1 一次灌裝和二次灌裝的時間與料量關係
當袋重達到目標值時,控製器發出指令,由於慣 性作用灌裝機構不會馬上關閉,設袋重達到目標值時 間為而,灌裝停止時間為£3,慣性速度為。(假設v為勻 減速運動),此期間袋重的增加量m3= Cqv(t)dt(q可視為常數)。圖1中兩種灌裝方式在袋重達到目標值 後的速度情況見圖2。由於慣性作用出料嘴關閉後流 量q受多方麵因素影響,所以要求出料嘴關閉時間要 準確穩定。由於嶼存在諸多不確定性,因此也在整 袋誤差中占有比較大的比例。要減小",一是要縮短 h,即加快關閉時間,這就要求選用驅動力足夠的氣缸 (電磁鐵);二是要降低0©。釆取二次裝料技術就是這 個道理。

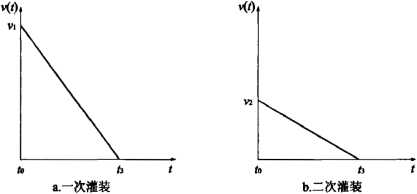
圖2接近目標袋重時一次灌裝和
二次灌裝的時間與速度關係
筆者在釆用二次裝料技術的包裝機上試驗,將細 裝料的閘板開度調整到最大,此時樣本標準偏差急劇 增大。
2.2閉環控製係統
在順包皮帶後安裝輸送輻道及校正秤,與控製室 中央控製器、包裝機機上控製器構成閉環控製係統, 對袋重進行連續校正。采取縮短虹降低的方式隻 能有限降低誤差。而在此閉環控製係統中,由校正秤 對最終袋重進行檢測分析,以驗證袋重是否合格,基 於連續生產的兩袋水泥的m3不會突變這一事實,將 最終誤差反饋到包裝機控製器,對袋重的預設定值進 行調整,從而大大降低了袋重誤差。需要特別注意的是在閉環控製係統中,袋重以校 正秤為基準,校正秤檢測的是包括皮重的每袋總重, 沒有自動除皮功能,無法對自身的皮重變化做出調 整,因此生產過程中必須及時清理落灰,始終保持校 正秤零點穩定。
2.3 一次灌裝包裝機控製器的改造
二次裝料技術可以顯著降低袋重誤差,但相比一 次灌裝,要增加控製器輸出點數、增加電磁閥和三位 氣缸(使用電磁鐵)、降低台時產量、增加製造成本,因 此部分包裝機沒有釆取二次裝料技術。筆者通過探索,在電動機驅動灌裝葉輪、氣缸(電 磁鐵)驅動閘板的包裝機上,不需要增加任何設備,隻 需將電動機的停止信號由目標袋重略微提前,例如設 置為50kg,而氣缸(電磁鐵)的關閉信號仍為50.5kg, 這樣,利用電動機的慣性構成二次裝料。
2.4對二次灌裝技術的認識
可能是出於成本的考慮,一些包裝機生產廠家對 二次裝料技術有異議,認為沒有必要。但包裝機老牌 廠家HAVER公司認為,二次裝料必不可少,而且細 裝料的時間應該大於&。筆者在實踐中也切實體會 到二次裝料技術對於改善計量精度至關重要,並在實 踐中實施了不增加硬件、不增加成本的基礎上將原來 的一次裝料改為二次裝料的方案,應用效果很好。 2.5對三次灌裝技術的實踐
在已經采用了二次裝料技術的包裝機上,可以在 不增加硬件、不增加成本的基礎上,縮短二次裝料時 間,提前停止裝料電動機,依靠電動機慣性構成三次 裝料,對機器工作有利無弊,在不影響包裝機台時產 量的情況下,計量精度可進一步提高。三次裝料時間 取決於電動機停車的慣性時間,HAVER包裝機上裝 料電動機有能耗製動,故停車很快。筆者目前設置的 二次裝料轉換點為47kg(HAVER原設置42kg),三次 裝料轉換點為49.5kg,這些設置值需要由用戶根據自 己的裝料電動機有無製動、袋重指標要求、機器台時 產量要求、水泥流動性能等實際情況確定。袋重精度 要求嚴格,就要降低二次、三次裝料轉換點,同時機器 台時產量被降低;水泥流動性能差,就要提髙二次、三 次裝料轉換點。筆者在本單位的HAVER 6RS(FE) .HAVER 6RS MECII包裝機上進行了長期實踐摸索,出於降低成本 的目的,自己開發了一款控製器,於2007年6月在 HAVER 6RS(FE)包裝機5號裝料嘴上試使用,8月 中旬調試正常。從8月到現在一直沒有調整過袋重設 定值,筆者多次抽檢袋重,效果理想(數據略)。實踐證 明控製器工作是可靠的,三次裝料技術是可行的。
2.6開環控製係統的改進
閉環控製係統可以大大減小誤差,但需要增加校 正秤、中央控製器等,成本增加不少,特別是由於校正 秤沒有自動除皮功能,如果生產過程中的落灰不能及 時清理,反而造成嚴重的袋重誤差。筆者在本單位包裝機係統的校正秤損壞後,在配 件國產化過程中對包裝機控製器進行了設計改進,使 得開環係統實現了閉環控製的功能。其控製原理是: 在圖2b的t3以後,但尚未卸包之時,此時的m3已經 完全確定,我們此時再次檢測袋重並與預設定值進行 比較,根據比較結果調整預設定值,從而構成閉環控 製係統,實踐證明是可行的。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器