谘詢電話
ENGLISH0755-88840386柑桔類水果自動包裝機的研究與設計
發布時間:2020-06-05 10:31:56 |來源:網絡轉載
柑橘是世界上產量最大的水果種類,是我國有較 強競爭力的果品,種植麵積世界第一,產量世界第二。 果實用薄膜包裝貯藏已成為我國柑桔貯藏的主要方式,它能保持果實新鮮,減少損耗,延長貨架壽命,吸 引和方便消費者。
1技術背景
當前柑桔的釆後商品化過程中,不同的環節有著不同的薄膜包裝需要。
貯藏保鮮包裝:一般在普通果農或專業戶的生產 環節使用。因水果包裝量極大,為降低成本,同時解決 包裝保鮮與果身透氣之間存在的矛盾(如果完全與外 界空氣隔絕,水果會很快腐爛),一般釆用(0.001 -0.003 mm)的食品保鮮膜,包裝塑膜很薄,且包裝與果身之 間呈鬆馳狀態,內有若幹空氣。
上市保鮮精品包裝:一般是專業大戶或經銷商在 流通環節使用。釆用較厚的塑膜(0.008-0.01 mm),便 於印刷商標文字圖案等,也可防止儲運時出現破膜等
一般是先取成品塑膜袋,張開袋口,然後用手逐 個握拿水果將其放入袋內,然後一手提袋另一隻手使 水果袋旋轉,使塑膜袋逐漸貼緊水果(上市精品包裝 也較多使用膠條封貼)。
這樣的人工裝袋,需要大量的人力,且效率低,費 用極髙。另外,水果在包裝過程中,經手拿捏,容易造 成水果損傷,並且人工裝袋口紮口不齊,破損率較高, 保鮮質量差,病變轉移快。
因此,柑桔釆後商品化過程中使用自動包裝機將是一個必然趨勢。廣大果農們、專業大戶、果品經銷商 盼望有一種結構簡易、購機價格低廉、包裝速度較快、 使用效果較好,單果包裝成本低的水果塑膜包裝機, 而現有機械難以滿足此需要。
2現有水果包裝機技術比較
- 中國專利號為93209665.4的“水果膠膜包裝 •機”。其結構包括屯料裝置,送料裝置,分料裝置及封 包裝置。該機作業時,借送料裝置將水果從屯料裝置
運至分料裝置,再由分料裝置的料盤轉動,將水果運 送至料口,該料口下方設一料管,且末端具一熱封機, 另以一自動控製的封包開關,封包凸輪,封包料杆及 起動開關連動,使料盤上的水果可依序被封包料杆推 至料管以封包,而封包凸輪及起動開關可控製料盤的 供料叫該機結構相對複雜,購機價格高。另,包裝膜必 須為定作的較厚的雙層塑膜,否則,包裝膜沿著長而 圓的料管外壁牽引到封包機構時,將走偏或扯破,同 時料管管徑與包裝袋袋大小不可調,不論水果果徑為 60mm還是90mm均為同一規格包裝袋,浪費嚴重,用 戶的單果包裝加工成本髙。
- 中國專利號為02109683.X的“可調式水果包 裝機”。該機在機架的前上角傾斜安裝有能選出不同 規格水果的數個上篩板和下篩板;下篩板尾部接有數 個斷麵為V形的托果底格,底格格板的長方孔內裝有 電熱絲;托果底格上方相應位置有保鮮劑加入器;安 裝在機架相應位置的供膜輪將上、下薄膜供到加入器 後的匯膜輪處匯合:加入器與匯膜輪之間的擋板靠杠 杆撥動實現間歇供果和加入保鮮劑,然後靠匯膜輪後 的橫向封膜裝置將水果橫向封膜後再由壓模輪縱向 封膜,其後橫縱切膜裝置進行縱向切膜和橫向切膜, 獲得內帶保鮮劑的單個封膜水果咒該機結構相對較 簡單,在封膜、切膜包裝時還可完成進行分級、保鮮劑 加入等功能。但應用該包裝機包裝水果時,“先必須將 兩邊帶孔的包裝膜用手按到供膜輪、匯膜輪、漲緊輪 和輸送輪圓周麵的小圓柱上”,生產中走膜故障率較 高。包裝膜必須為定作的較厚的兩端帶圓孔的包裝薄 膜,不能釆用普通保鮮膜,單果包裝加工成本較高。另 外,隨著技術所進步,現在水果分級工作已普遍采用 電子重量分級、光電分級等專用水果分級機,篩板式 的機械分級因存在著分級精度不高,水果機械損傷較 大等缺陷而已很少釆用,該機所集成的分級功能,相 對當今的技術水平而言,略顯過時,有雞肋之嫌。
- 中國專利號為200610048980.8的“水果塑膜 簡易包裝機”。由機架及供膜裝置、割膜裝置、送料裝 置和傳動裝置構成。雙層塑膜帶套置在供膜軸上,在 塑膜帶的輸送途中依次設有壓棍、割膜道、切割絲、切 割片、袋口夾、旋轉棍等機構及水果送料裝置,送風裝 置等。傳動裝置中一隻控製鏈輪的齒牙呈非環狀設 置,所有轉動軸由電機經鏈條間隙驅動叫該實用新型 的結構簡易、造價低廉,但包裝膜必須為雙層塑膜,需 另用送風裝置吹成圓筒狀,再用電熱絲切割、封底製 袋,水果裝入塑膜袋後釆用一把剪刀將塑膜帶剪斷, 然後由剪刀下部的袋口夾將水果袋袋口夾緊,之後啟 動旋轉棍,使水果袋逐漸旋緊,當塑膜袋被完全旋緊 後,再鬆開袋口夾放下水果。本裝置完全模仿手工包 裝逐個包裝水果的程序,存在著步驟繁瑣、速度緩慢, 功能單一,旋緊的封口容易散開等不足。
- 中國專利號為200610053878.7的“水果包裝 機”。其包括機架、間隙式供果機構、間隙式供膜機構、 間隙式塑膜切割熱封機構,以及帶動上述機構動作的 動力裝置、傳動機構及其控製器。間隙式供果機構是 水果托架固定在鏈條上構成回字形回路的輸送帶,在 輸送帶上方設置一個塑膜切割平台,其中部開一個通 孔,當水果托架運動至通孔下方時,供膜機構輸送塑 膜片至平台通孔的上平麵處靜止;該通孔正上方的熱 風罩與環形切割刀下降,先將塑膜片熱切割後,落至 最低位置而擱置在塑膜切割平台上;熱風罩下降至熱 風罩罩口與水果上端麵相抵時,熱風套筒中的送風機 開始送次冷風,使已切割的塑膜片下垂,然後,熱封卡 杯向塑膜片合攏,此時,送風機再開啟加熱開關,開始 送熱風,塑膜片在熱風作用下,塑合在果身周圍,完成 貼體包裝,然後熱風罩、環形切割刀等上升,輸送帶又 開始運動,開始又一個工作循環叫該機結構動作複 雜,包裝速度較慢,包裝膜為熱收縮塑膜,僅適用於小 批量精品貼體包裝的特定需求。
- 中國專利號為CN的200710047865.3的“一種 水果包裝機”。其包括震動水果分級篩、供果傳動帶、 撥果記數裝置供袋、打孔機,裝袋機器手,出果傳送帶 等。供袋材料為發泡減振塑料,需特製的供袋、打孔機 構製作一個開口的防震塑料膜袋,再由機械手實現 “取袋、裝袋、放置”3個動作叫該包裝機的配套購機成 本與單果包裝成本極高,僅適用於工業化生產,針對 特定高檔水果進行精品包裝,不適於我國廣大普通果 農與專業戶的大量果品保鮮包裝的需求。
-
3 球形水果自動包裝機設計
3.1設計目標
為了克服現有技術的不足,本方案提供一種結構 簡明、單果包裝成本低、能適用貯藏保鮮與上市精品 包裝兩種需求的水果包裝機。
該包裝機要達到的設計目標是:①保鮮包裝,能 使用普通食品保鮮的超薄塑膜,自動爾袋包裝,不需 要對塑膜提出定作要求,最大限度地降低包裝物料消 耗與定作成本。②能使用厚塑膜進行上市精品包裝。 相關機構可簡單、快速地切換,作到保鮮包裝與精品 包裝一機兩用。③能實現保鮮劑塗刷與包裝袋打孔功 能,功能機構簡單,可輕易安裝使用與撤換。④整機結 構簡明,售價相對低廉,適用於普通果農大戶、經銷商 的大批量包裝。
3.2技術方案
為達到上述設計目的,設計的技術方案如下:
本水果包裝機的結構包括機架,以及設置在機架 上的毛刷棍送果機構、間歇式供膜與縱封機構、橫封 機構、附屬托料(打孔)及噴頭裝置和帶動上述動作的 動力(電動、氣動)裝置、傳動機構及其控製器,另有獨 立的間歇式貯果供果機構,見圖lo
-
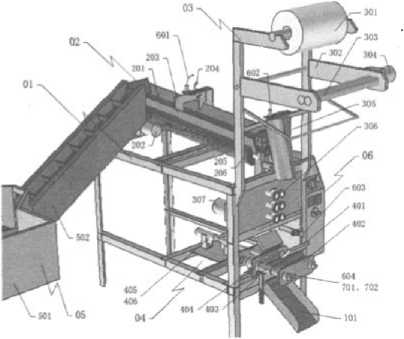
機架01、料鬥101;毛刷輾送果機構02、毛刷輾201、刷輻電動機 202、T形H 203,保鮮劑嘖頭204、推果杆205、阻果彎杆206、送果氣 207;供膜與縱封機構03、卷筒薄膜301、膜架302、導綱(杆)303、象 鼻成型器305、縱封輾306、供膜伺服電機304、縱封伺服電機307;橫 封機構04、海綿托板401、外側橫封板件402、橫封板牽引導軌403、 內側橫封板404、外橫封氣缸405、內橫封氣缸406;貯果供果機構 05,501貯果鬥、502提升機;電控箱06、供果感應器601、送果感應器 602、橫封備料傳感器603、橫封傳感器604;打孔頭701、打孔墊702 圖1組裝示意圖(除去了外圍殼體及部分附件)
(1) 供膜與縱封機構。位於機架前上方,由膜架、 若幹導輻(杆)、象鼻成型器、三組內含加熱元件的縱 封輻及供膜伺服電機、縱封伺服電機組成。單張卷筒 薄膜經多道導輻、成型器,將薄膜卷折成筒狀,並被回 轉的縱封輻牽引、加熱加壓縱向熱封定型(此為普通 食品包裝機的常規裝置,不擬贅述)。
(2) 送果機構。主體為一對毛刷輻,由刷輾電動機 驅動。輻輪上均勻植有刷毛,防止果料與輻輪碰撞受 損。毛刷在旋轉時所產生的向上推力既可托起果料, 又不會對果料表麵產生損傷。毛刷輻略傾斜放置,兼 具推送果料前進的功效。毛刷輻較高端位於單獨的貯 果供果機構的提升機岀果口處,中部有“T”形門,右側 (進果端)裝有供果感應器、左側裝有保鮮劑噴頭。供 果感應器用於控製提升機間歇啟動。保鮮劑噴霧機構 非常簡單方便,由氣泵給保鮮劑藥桶加壓,供果感應 器計數達一定數量,電控程序間隙啟動電磁閥,控製 保鮮劑噴頭工作。旋轉的毛刷輻可保證保鮮劑能均勻 塗刷在果料表麵。較低端靠近象鼻成型器處,此處毛 刷視上方有送果感應器,下方有推果杆、前下方有阻 果彎杆。當果料從貯果供果機構進入後,在毛刷編的 作用下,自動依次排成單列前行,隊列在阻果彎杆處 停止住。送果感應器檢測到果料後,阻果彎杆向下沉, 推果杆快速伸出,阻住第二個果料的同時,將料口處 的果料頂入象鼻成形器的內部通道,然後阻果彎杆向 上抬起,推果杆縮回,第二個果料在毛刷棍及重力作 用下行進到料口處,完成一次送果動作。此二杆均由 氣動元件控製拉伸。果料通過象鼻成形器的內部通道 進行縱封後形成的膜筒,並停留在橫封機構的海綿托 板上。
(3) 橫封機構。由外側橫封板件、內側橫封板件、 橫封板牽引導軌管及外、內橫封氣缸組成。橫封板牽 引導軌的主體是導軌管。內側橫封板件套在導軌管上 滑動,而外橫封板件則固定在牽引杆上,牽引杆從導 軌管內部穿過並可並自由滑動,內外橫封板件由兩個 氣缸同步實現推拉。鬆開相應止動螺栓,外、內兩個橫 封板件便可直接從導軌管退出,根據需要快捷地拆 裝、更換兩個橫封板件上的部件。內、外橫封板件上部 位置均固定有海綿托板。內外橫封板件合攏時,海綿 托板形成“Y”型,用以接住落下的果料。“Y”型中上部 位置的右側機架延伸出一橫封備料傳感器,外側橫封 板件中下部安裝橫封傳感器。外側橫封板件中間位置 安裝有熱封刀,內側橫封板件中間位置安裝有熱封 墊。熱封刀、熱封墊內部均有發熱元件及測溫傳感線, 熱封墊表麵貼有耐熱的矽橡膠。根據普通保鮮薄膜包 裝與精品包裝的不同要求,熱封刀、熱封墊均可從橫 封板件上快捷拆裝切換。普通保鮮薄膜包裝時,熱封 刀為自行設計加工,刀口端為平齊的“山”形,熱熔切 斷。當精品包裝時,熱封刀換為包裝機通用的鋸齒刀。
(4) 簡易打孔裝置。外側橫封板件左下部貼近熱 封刀的位置,可安裝打孔頭,內側橫封板件下部貼近 熱封座的對應位置可安裝打孔墊。打孔頭主體為衝 頭,內有電熱器件和測溫探頭,工作時使衝頭加熱到 適宜溫度,衝頭外圍套有一耐高溫橡膠圈,耐高溫橡 膠圈前部均勻開有8條開口槽,受擠壓時可呈喇叭狀 向外張開,前端比衝頭稍長,起遮蓋作用。打孔墊內有 緩衝彈簧。橫封時,打孔頭隨外橫封板件向中間移動, 耐高溫橡膠圈先接觸、推動薄膜,可防止衝頭過早接 觸、加熱薄膜,當對麵的打孔墊隨內橫封板到達中間 位置時,耐高溫橡膠圈在打孔墊擠壓下向外張開,打 孔頭接觸薄膜,將其擠壓在打孔墊上,在一定溫度與 壓力下,熱燙(擠壓)出一個小圓孔。本簡易裝置不需 要額外的動力與較複雜的上、下模刀的機構配合與精 度要求,簡單輕鬆地滿足了部分用戶想在包裝袋打孔 的需求。
料鬥。料鬥用絞鏈固定在此處的機架上,料鬥 底部聯接有三角塊。內側橫封板件下部兩端處位置裝 有料鬥推動杆。當內側橫封板件向中間運動時,料鬥 推動杆沿料鬥底部三角塊斜麵前進,將料鬥托平,果 料落在其上完成
- 橫封後,料鬥推動杆隨內側橫封板件 退回,料鬥隨即傾下,將其上包裝好的果料放下。
- 係統控製。整個係統用一個電子程序控製流 程來完成。
- 高質薄膜單個封口,不易破損,保鮮性強,整 齊美觀,大大提高產品品位。
- 實現普通卷筒膜的自動製袋、果料包裝的同 時,能實現保鮮劑塗刷與包裝袋打孔功能。
- 能使用普通食品保鮮的超薄塑膜進行貯藏保 鮮包裝,最大限度地降低包裝物料消耗與定作成本; 也能使用厚塑膜進行上市精品包裝;相關機構可簡 單、快速地切換,作到保鮮包裝與精品包裝一機兩用。
-
4研製體會
- 柑桔自動裝袋機的研製、生產,涉及機械設 計、電子工程、農產品加工與貯藏工程、檢測技術與自 動化裝置、智能係統、計算機應用技術等多學科的先 進技術,在國內目前尚處於起步階段。現在社會分工 越來越細,零部件生產專業化,一般由通用的標準件 廠生產,某些特殊的零部件則由高度專業化的生產廠 家生產。柑桔自動裝袋機作為包裝機械的一個分支, 很多控製部件或結構部件與通用設備相同,可以借 用,能有效地降低開發與生產成本。
-
農業科研具有基礎性、公益性、地域性等特 點,使得新興的機電一體化技術在農業上的應用與推 廣也是一個較新的課題。柑桔自動包裝機項目針對柑 桔新工藝需求,聚焦於農業上球形水果包裝市場,著 眼於三農的個性化需求,研究開發先進適用的釆後商 品化機械設備與保鮮貯藏技術,能有效提升農機科技 形象,促進柑桔釆後商品化乃至及柑桔產業的發展
- 智能化程度較高,步進電機運膜、數字式溫 控、微電腦程序控製等係統狀態自動識別與調整,自 動停機等。包裝速度較快,每小時最高可達2400~3000 個(根據果徑浮動)。
- 整機結構簡明,購機與單果包裝成本低,適用 於普通果農大戶的大批量包裝。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:硬盒包裝機2輪折疊部件的改進
- 下一篇:轉移鍍鋁內襯紙在包裝機上的應用研究
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器