谘詢電話
ENGLISH0755-88840386自動包裝機傳動原理及運動分析
發布時間:2020-07-14 14:51:08 |來源:網絡轉載
包裝機是一種製袋、充填、封1島自動包裝機,其外形如圖1崩示。主要 由塑料包裝材料引導裝置3、翻領成型器4、豎射裝置5、夾子式橫封室10、電氣控製櫃6、 機身9、靜電除塵裝置12和機身內的傳動係統組成.
該機可配置多種形式的充壊裝置.如定量杯充填器、螺杆充填器、多頭稱重器、定量泵 等,適用於食品、製藥、化工等行業,特別適合於包裝粘性大、流動性差的顆粒狀及粉類物 質,其製袋尺寸(長X寬)由100X90至400X250,手動無級調節.生產速度為每分鍾25~ 80袋.亦為手動無級調節.
該機的電氣控製係統釆用微機程序控製,可記錄十條不同程序,每一程序內的電子譯碼器控製生產周期的有關動作,達到最高生產速度,可快速轉換包裝尺寸或包裝物。配置有光電感應光標裝置,能淮確控製包裝袋長度。
該機另一個特點是采用了夾子式橫封結構,其優點是當包裝材料被引進時,沒有凸起 及脫滑現象,包裝材料在熱封時受夾子的牽引拉力.不會皺摺.且夾子是在瞬間脫離包材, 沒有粘帶的可能性,故可處理粘性較大的包裝材料。
1運動過程分析
卷筒的平張塑料薄膜1經包裝材料引導裝置3後(見圖1),通過翻領成型器4而成疊邊的筒狀,氣缸推動豎封裝置5熱豎封口;夾子式橫封室10〈以下簡稱橫封室)由機身 內的曲柄導杆機構(參閱圖2》拉動向上運動.到込上死點位置時.橫封室內的熱橫封夾及 固隘其上的排氣夾和緩衝夾在單作用液壓缸的推動下,夾住塑料袋筒。隨後橫封室在自身 重量和其下部拉伸彈簧的作用下•牽引看塑料包裝材料一邊向下運動,一邊對袋筒熱橫封 口;其下行速度受曲柄導杆機構的控製’在橫封室向下運動的同時.充填裝置開始對橫封 室上部的空袋中充填被包裝物-
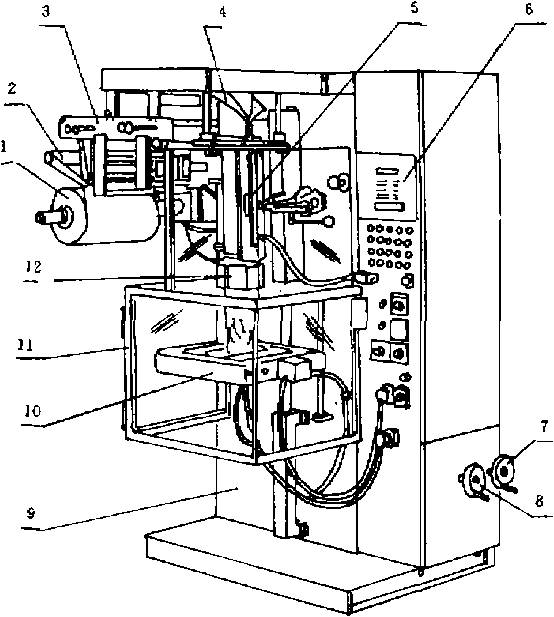
圖1 AVZ25GOA外形圖
1部料包裝材料 2鬆袋製動裝置 3包村引導裝置 4物貌成型露5麝封裝置 G電氣投製櫃 7
調連手柄 8燹長調節至柄 9機身 W夾子式橫我室 11安全軍12靜電除塵裝置
橫封室到達下死點前夕.藏於橫封夾內的切刀在一個小氣缸的推動下沖出.等分切斷 橫封口。橫封室到達下死點位置時(將塑料包裝材料牽引了一個袋長)•單作用液反缸卸 壓.橫封夾由彈簧拉開,已包裝好的一袋樹品落下。橫封室隨即快速上升到上死點,夾住已 充壊好物品的塑料袋開始下一個工作循環。其上行的過程中,塑料包裝母料無牽弓I,停止 不動,堡封裝置進行熱豎封口。
由上述製袋、充填、封口的運動過程可知.橫封室上下運動的快慢反映了包裝機的生 產速度;其上下運動的行程,控製著製袋長度°
可見,控製橫封室的運動形成了該機的主傳動。
2主傳動原理
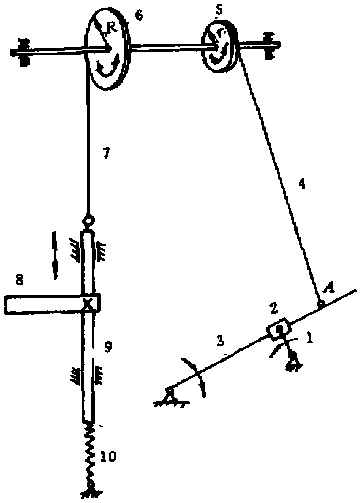
圖2所示為該機的主修動係統簡圖。電動機經減速裝置(圖中未示出)驅動曲柄1勻 速回轉.曲柄通過滑塊2帶動導杆3上下擺動;導杆經鏈條4拉動小鏈盤5(無鏈齒)來回 轉動,與小鏈盤同軸的大鏈盤6〈亦無鏈齒)隨之同方向來回轉動;大鏈盤的來回轉動經鏈 條7轉變為固定在滑拝9上的橫封室8的上下直線運動’
由於兩段鏈條分裝在同一軸線的兩側.所以 導祥向下運動時,橫封室向上運動;導拝向上擺動 時.橫封室向下運動°
無級改變曲柄的轉速,可使橫封室運動的快 慢無級變化,即實現生產速度的無級調節。 SVZ25OOA型包裝機是在電動機輜岀軸與減速裝 置之間設置了寬V帶無級調速機構,由圖1中的 手柄7調節.
無級改變圖2中鏈條4的端點A在導杆3 上的位置,可無級改變鏈盤來回轉動的角度,使橫 封室上下運動的距離無級變化,即實現製袋長度 的無級調節.SVZ2500A型包裝機是在導杆中安 裝了與之同軸線的絲拝螺母機構,異形螺母與鏈 條4的端點A較接,轉動絲杆,A點就隨螺母沿 導拝軸線移動,由圖1中的手柄8經一對錐齒輪 轉動絲杆。
 |
在該機的生產速度範圍內,當不改變袋的直徑時.製袋長度愈大,充填被包裝物所需 時間也就愈長.每分鍾製出的袋數就愈少.因此.在最大製袋長度400 mm時.其生產速度 應為每分鍾25袋;而袋長為100 mm吋.每分鍾寸能達80關.
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:包裝機入口擦傷煙包的自動剔除研究
- 下一篇:大陸包裝機械製造業的現狀和展望
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器