谘詢電話
ENGLISH0755-88840386BCD-100型自動定量包裝秤稱量機構的分析
發布時間:2021-05-11 11:47:37 |來源:網絡轉載
1前言
自動定量包裝秤在各行各業應用十分廣泛,本人參與研製開發的BCD-100型自動定量包裝秤適用於飼料廠的粉狀料或顆粒料的定量包裝,也適用於建材、化工、輕工等部門類似物料的稱重打包。該秤是按預選物料重量,通過新型二次加碼方式,實現快、慢加料和停止加料三種狀態。本文就其獨特的稱量機構作一筒單介紹,並就其作用機理進行初步探討。
2稱量機構的工作原理及係統組成
2.1二次加碼加料方式
機電結合式定量包裝秤,為保證稱量速度和稱蚩準確度,一般都采用粗、細兩種方式加料,即二次加碼方式。
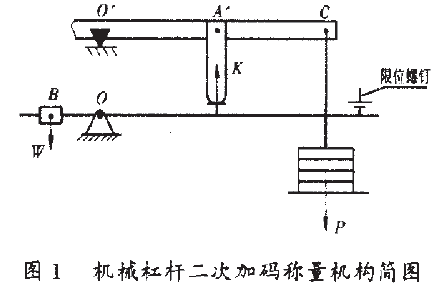
目前,有的自動定量包裝秤采用的是在硃碼盤中預放硬碼,其值比定量值小一些,待粗給料結束後,再將剩餘數量的底碼采用一定方式加入法碼盤中,然後由細給料機構的送料來平衡。在使用中,這種調節粗、細加料量的方法,由於物料的K8凯发登录入口和供給狀態的不同,需要對二次加碼值進行調整,因硃碼的量值是固定的,所以現場調整就很不方便。為此,有的包裝秤采用了另一種稱量機構(如圖1)。當調整塊在圖中E位置時,由於自身重最W使杆繞O點轉動,結果在支托螺釘A點處產生向上的托力K,與破碼盤中敏碼產生的重力P方向相反,相當於蘇碼質最較定值減少了一定數值。隨著粗給料機構向稱量鬥中加料的增加,杠杆隨著秤杆逐漸向上擺動,當秤杆轉動至限位螺釘頂住時,支托螺釘向上托力K對秤杆不再起作用,此時秤杆力臂端的力矩恢複,這就相當於全部礫碼歟在瑟碼盤中,起到了二次加碼的作用,此秤可根據現場使用物料的K8凯发登录入口及特點,移動調整塊B,即可改變K力的大小,對粗、細加料的送料量的比例進行調整,以確保稱量速度與稱量準確度。但該機構有一大缺陷,即當杠杆轉至限位螺釘時,秤杆上的托力K突然消失,此時秤杆會發生劇烈振動,從而影響稱量精度。
2-2特殊稱量結構及設計要點
BCD-100型自動定量包裝秤針對以上這一狀況,改進了稱量裝置,設計了一種新穎的阻尼機構,如圖2所示。此機構不僅具有二次加碼功能,而且還起阻形減振作用,使稱量更加平穩。
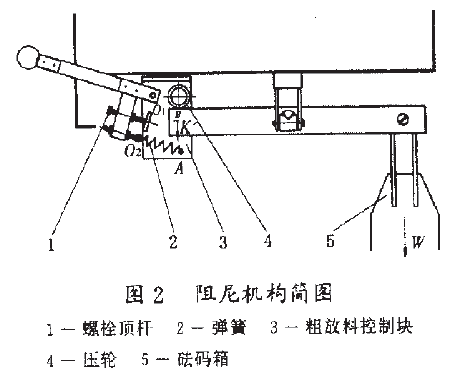
阻尼機構中粗放料控製塊3可以繞0點轉動,壓輪4對稱重杠杆的作用力K,與圖1中的A點處產生的托力K的作用是相同的,不同的是隨著稱重杠杆的擺動,彈簧2的伸長最發生變化,使得作用力K'的大小在稱重過程中是逐步發生變化的,平穩了整個稱重過程,顯然弾簧2的確定是此機構的關鍵。
圖3所示,A0A是機件開始粗加料起始狀態時的位置是機件正要進入細加料狀態時的位置。在加料過程中,機件始終處於一種力矩平衡狀態。
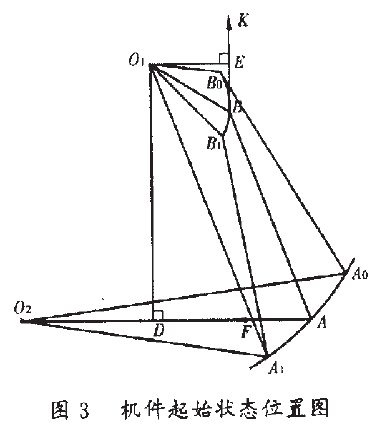
受的力為K0,-般預置K0值在4/5W(W為花碼重量)附近,即當粗加料到1/5W時,杠杆左端開始下移,彈賛力F隨著彈簧收縮也逐漸變小,當螺栓頂杆1頂住粗放料塊3後,關掉加料大門,開始細加料,滾輪逐漸脫離杠杆,K'值減為0,彈簧力對杠杆不再起作用,即開始所謂的二次加料。一般粗加料量定在預選標量W的90%,可以通過調整螺栓頂杆1來控製,若粗加料量過大,可以伸長螺栓頂杆1,使它早一點頂住粗放料控製塊3,反之則相反。即確定K1=(1—90%)W=10%,此時正處於壓輪4要脫離稱重杠杆的極限位置。K1值的選取既要保證一定的二次加料量,又不能過大,否則瞬時消失,也會引起較大的振動,且又增加了細加料的時間,影響裝袋效率。
3總結
BCD-100型自動定量包裝秤在實際使用中,稱量機構操作方便,能根據不同物料的特點,現場逬行調整,達到稱量速度與精度的要求。由於彈簧的阻尼作用,秤杆擺動穩定,平衡位置的重複性好,亦即衡器“四性”中的穩定性及不變性較好,故障率也低,它的不足之處就是對稱量機構的加工製作要求較高,加工誤差對稱量精度及穩定性會帶來直接的影響。以顆粒飼料(容重為0.4-0.7)稱重為例,經測定,BCD-100型自動定量包裝秤稱量精度為土1/300,產量可達120〜240包/h(20~40kg/包)。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器