谘詢電話
ENGLISH0755-88840386全自動立式顆粒包裝機傳動係統及橫封機構的改進與仿真
發布時間:2021-05-11 11:23:20 |來源:網絡轉載
高精度小包裝物品因其包裝精巧和攜帶方便,廣泛應用於食鹽、味精、雞精、白糖、預混料、添加劑、種子等顆粒狀的定量包裝。目前,國內外大多數包裝機械存在著一些明顯的缺陷,主要是在立式包裝機中存在包裝袋錯邊起皺、包裝袋封口外形不正等問題,這主要是橫封瞬時速度與縱封速度不相同、剪斷滾刀的線速度與料袋下降速度不匹配引起的[1]。肖蓉川[2]運用數學計算方法確定偏心鏈輪參數,其過程複雜又不直觀;韓炬等[3]應用Matlab編寫程序和CreoParamet-ric軟件對熱封機構進行了建模及動力學分析,但未對熱封機構的參數進行確定和優化,且現有研究均限於局部機構。為此,本研究擬借助SolidWorks三維軟件對全自動立式包裝機整機實現參數化設計、三維建模和運動分析,以提高設計質量和性能、縮短設計周期。
1全自動包裝機的組成及存在的問題
1.1全自動包裝機的組成
袋裝全自動包裝機是集製袋、計量、充填、封裝、剪切、稱重等功能為一體的包裝設備。由於生產批量較大,常選用多工位、連續型運動形式,以提高包裝效率,本機采用立式直線型工藝要求路線[1,4],它由供料係統1、供膜裝置2、縱封機構3、橫封機構4、剪切機構5、稱重分揀裝置6、傳動係統7、機架及控製係統組成,見圖1。
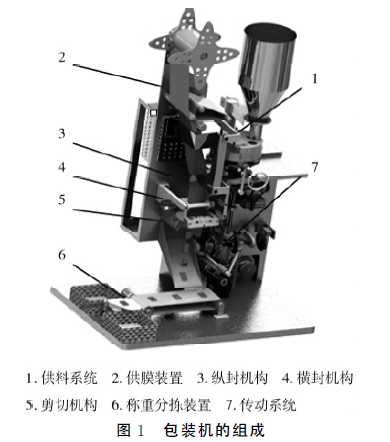
工作時,供料係統1采用六工位旋轉運動將被包裝物料填充到可調式量杯中進行計量,並定時充填到由供膜裝置2形成的漏鬥狀袋筒內;然後縱封機構3通過一對做等速相向回轉的輥輪,對袋筒加熱封邊及牽引運動,橫封機構4帶動一對熱封頭實現袋筒封口,同時保證熱封瞬時熱封頭與連續運動著的袋筒具有相同的線速度;最後由剪切機構5驅動旋轉式輥刀將包裝袋切斷,並通過稱重分揀裝置6對成品袋進行自動稱重和分揀歸類。傳動係統7將電動機的動力分配給各執行機構,並協調各機構動作一致。
1.2原設備存在的問題及改進措施
(1)原設備常常存在包裝袋錯邊起皺、包裝袋封口外形不正、商標圖案錯位的問題,這是由於原設備各執行機構的動力是由一根動力軸分配的,縱封機構經過行星差動輪係、圓錐帶式變速器、齒輪機構來實現初始位置修正、調速和換向的,其調節不易控製,從而導致縱封輥輪的牽引速度與橫封封頭瞬時運動速度不匹配所致。針對此問題,改進措施是:將縱封機構從傳動係統中獨立出來,由單獨的步進電機控製,其速度大小由機械控製轉化為PLC控製,不僅可避免各執行機構間的強耦合,便於協調和控製各執行構件的速度一致或匹配,又能簡化傳動鏈,降低設計和製造成本。
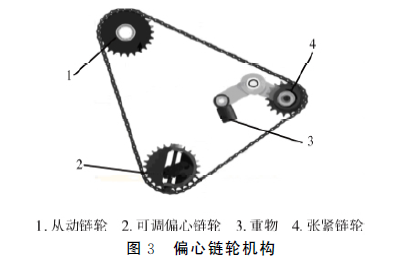
(2)不同長度的包裝袋要求有不同的包裝袋下降速度,就必須能夠改變橫封輥輪的轉速與之匹配,原設備采用更換不同直徑的從動鏈輪的方式來調節橫封輥輪的轉速,由於鏈輪直徑是離散的幾個固定值,所以包裝袋的長度規格就不連續可調,且更換鏈輪較麻煩。為了適應包裝袋長度在一定範圍內任意可調,改進措施是將橫封機構傳動鏈上的主鏈輪改為偏心鏈輪,通過調整鏈輪的偏心距來調節橫封機構的封合瞬時速度,使之與包裝袋下降速度匹配,保證包裝機各機構協調運動。
2傳動係統的改進
改進後的傳動係統方案的運動簡圖如圖2所示,電動機通過皮帶輪D1/D2帶動減速器,減速器通過鏈條Z1/Z2帶動動力分配軸Ⅰ旋轉,並將動力分配給三路。第1路動力傳給供料係統,通過錐齒輪Z3/Z4齧合帶動傳動軸Ⅱ旋轉,再通過齒輪Z5/Z6、Z7/Z8齧合帶動供料盤軸IV旋轉,使供料係統以傳動比i=1/6運行,軸Ⅳ上的離合器用於包裝機調試時使用,以避免供料;第2路動力傳給橫封機構,通過偏心鏈輪Z9/Z10和齒輪組Z11/Z12、Z13/Z14、Z15/Z16帶動橫封軸Ⅶ、Ⅷ反向變速旋轉,傳動比i=1/2,橫封輥輪每轉180°封口一次;第3路動力傳給剪切機構,通過齒輪Z17/Z18、Z18/Z19齧合帶動切斷軸Ⅹ上的刀片旋轉,實現剪切運動,其傳動比i=1,實現一袋一切斷,當軸Ⅰ上離合器斷開時不切斷包裝袋。
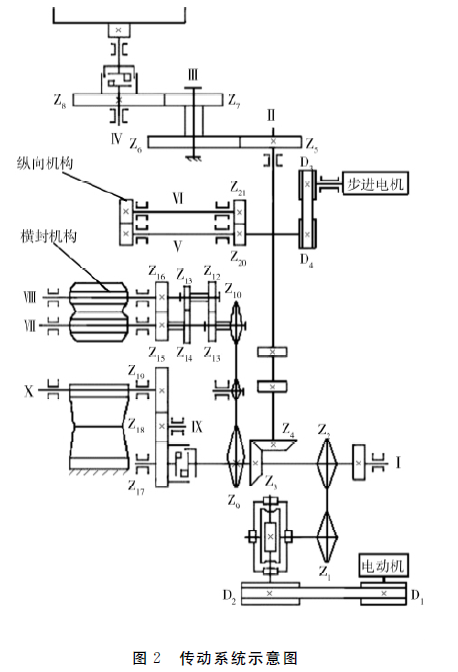
縱向機構的動力不再取自動力分配軸Ⅰ,而是設立單獨的步進電機驅動,通過同步齒型帶D3/D4、齒輪Z20/Z21帶動縱封軸Ⅴ、Ⅵ旋轉,以牽引、熱封合包裝袋,其速度由袋長決定,通過檢測動力分配軸Ⅰ的轉速調節步進電機的脈衝數來實現。供膜裝置和稱重分揀裝置分別用伺服電機驅動,由PLC控製器協調各動作。
3橫封機構的改進
包裝機的縱封輥輪有兩個作用:①縱向封合作用;②帶動包裝膜進行送膜。而橫封輥輪的封合是間斷的,按正常的工作要求是在橫封進行封合這段時間內,它的線速度應與縱封輥輪的線速度保持一致,否則會使包裝膜受拉伸而破損或者是鬆弛起皺,造成封合不良。為此,本機設置偏心鏈輪機構(圖3),以保證袋長在一定範圍內變化時,能使橫封輥輪在封合時的圓周線速度與縱封輥輪的線速度相一致,以使包裝機適應不同包裝袋的長度需求,保證機器的正常工作。通過調節鏈輪相對於主軸的偏心位置以改變偏心距,進而實現變傳動比(式(1))傳動[2],工作時鏈輪帶動橫封軸做變速轉動且保持與包裝袋下落速度一致,保證密封質量。
![]()
式中:
ω0———主動偏心鏈輪的等角速度,rad/s;
ω———從動鏈輪的瞬時角速度,rad/s;
e———主動鏈輪的偏心距,mm;
L———主從鏈輪的回轉中心距,mm;
R———主從鏈輪的節圓半徑,mm。
4 包裝機的參數化建模與模擬仿真
4.1各零件的參數化設計
參數化技術是在工程設計實際應用中常用的CAD技術,它借助一組參數來控製設計結果,通過更換該組參數值以實現一係列相似零件的設計建模,可大大提高產品的設計效率。現以偏心鏈輪設計為例,詳細介紹在SolidWorks中的參數化建模過程[5-7]:
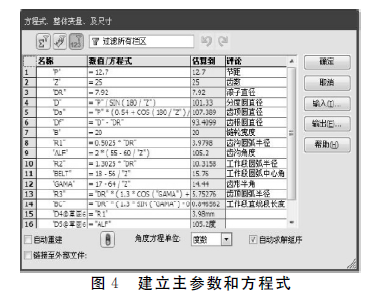
(1)為實現鏈輪的參數化和係列化,首先要確定鏈輪的主驅動參數,如鏈輪節距、齒數、鏈條滾子直徑、鏈輪寬度等作為整體變量,建立鏈輪的分度圓直徑、齒頂圓直徑、齒根圓直徑和齒廓型麵參數與主參數的尺寸關係,使這些次要參數依附於主參數。並在SolidWorks中通過“工具→方程式”下拉菜單,輸入各主參數及其初始數值、尺寸關係,見圖4。
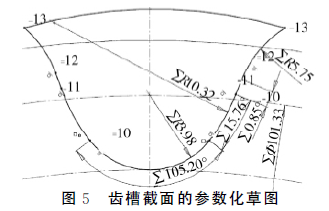
(2)運用“旋轉凸台”命令生成鏈輪坯體、“拉伸切除”命令切出齒槽,鏈輪齒形是根據“三圓弧一直線”原則建立的,即齒溝圓弧、工作段圓弧、工作段直線、齒頂圓弧,它具有較好的齧合性能和可加工性。在繪製草圖截麵時通過雙擊各尺寸,輸入相應的方程式,係統會自動將該方程式加入方程式對話框中,並重新計算該尺寸值,在其數值前顯示∑標記,見圖5。各草圖必須完全定義,以確定各形狀之間的位置關係,保證模型對驅動參數的正確更新和重新構建。
(3)對齒槽特征進行圓周陣列,生成各輪齒,並對軸麵齒形兩側切成圓弧狀,以便於鏈節進入和退出齧合。
4.2虛擬裝配與模擬仿真
根據不同袋長的需求,必須輸出滿足工藝要求的角速度,使各機構動作協調一致。縱封機構的角速度可以通過袋長直接轉換成步進電機的脈衝數,所以設計的關鍵問題是保證偏心鏈輪機構與料袋下落速度匹配,為此在SolidWorksCOSMOSMotion模塊中設置各靜止和運動零部件,並添加運動副約束和驅動,對產品的可裝配性和運動特性進行分析[8,9],包裝機主傳動係統的三維實體模型見圖6、偏心鏈輪機構的輸出運動特性曲線見圖7。
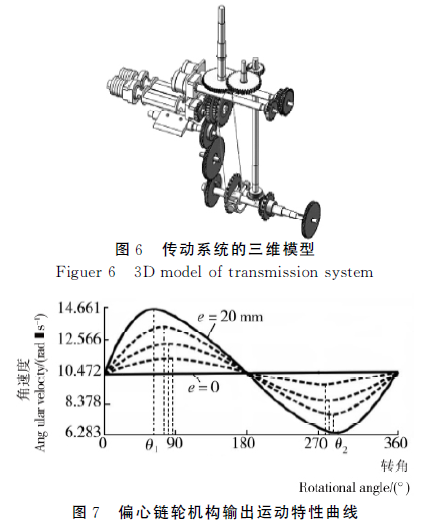
通過對偏心鏈輪機構運動仿真結果可知:①θ1和θ2分別為從動鏈輪具有最大、最小角速度時主動鏈輪的瞬時轉角,這兩個極值點將作為包裝機橫封機構的熱封點;②當兩鏈輪的回轉中心距L增大時,從動鏈輪的極限角速度幾乎不變,但其對應的主動鏈輪極限角θ1和θ2變化較大。在結構允許的情況下,適當增大L有利於滿足橫封機構讓袋的工藝需求;③偏心鏈輪的偏心距e變化時,從動鏈輪的極限角速度及其對應的極限角θ1和θ2會發生較大變化。在包裝袋長度較大時,應在較大的極限角速度下進行熱封,即選擇較大的鏈輪偏心距。因此根據袋長按照勻速可以計算出包裝袋的下降速度,從而通過仿真便可確定出鏈輪偏心距e。
5結論
借助SolidWorks三維軟件完成了對全自動立式包裝機的傳動係統和橫封機構的參數化建模和模擬仿真,解決了包裝袋易錯邊、起皺、夾料和封口不平的問題。已成功地對某藥業公司的10台DXDK40II型包裝機實施了改進,提高了設備的自動化程度和包裝質量。為節約成本盡量保留了原設備的傳動結構,對今後新開發的包裝機可以采用全電動方式,各執行機構均采用步進電機或伺服電機直接驅動,將大幅簡化傳動係統,縮短生產周期、擴大設備應用範圍。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器