谘詢電話
ENGLISH0755-88840386FFS包裝機伺服電子定量秤研究
發布時間:2021-04-25 15:15:47 |來源:網絡轉載
FFS包裝機是集成型(forming)-填充(filling)-封合(sealing)為一體的典型的機電一體化設備,能同時實現物料的稱重、製袋、裝袋、封口(底封、腳封和頂封)等作業的全自動化包裝機。定量秤是FFS包裝機的關鍵部件,也是物料實現精確包裝的關鍵[1-3]。在物料稱重過程中,機械動作、物料落差、控製器反應速度、物料衝擊、料流變化等均可產生稱重誤差。傳統的氣動驅動機構及其控製器所引起的開合動作緩慢、定位不精確、開口大小變化不連續等故障,是導致定量秤稱重誤差大、工作效率低的根本原因[4-8]。為解決此問題,本研究設計了FFS包裝機伺服電子定量秤。伺服電子定量秤采用稱重控製器、PLC和給料伺服驅動器為主要控製器件,稱重控製器檢測稱重傳感器的信號,將動作指令發送給PLC,PLC負責控製伺服減速電機驅動給料機構的動作,加快落料閘門的開啟和閉合速度,同時使落料閘門在工作過程中開口大小連續變化,並且在稱重過程中總是能從秤體的中心給料,使物料在秤體內分布均勻,而且在給料階段可以減少對秤體的衝擊,以此達到提高稱量速度、精度的目的。
1伺服電子定量秤結構設計及工作原理
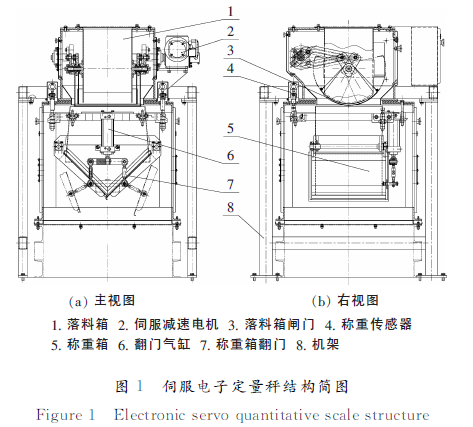
伺服電子定量秤結構簡圖如圖1所示,主要由伺服減速電機、稱重傳感器、翻門氣缸、落料箱、落料箱閘門、稱重箱、稱重箱翻門、機架等組成。該電子秤為單秤結構,由稱重箱吊掛在機架上吊掛稱重。伺服減速電機控製落料閘門的開閉,翻門氣缸控製稱重箱翻門開閉。
首先,粗給料,伺服電子定量秤稱重箱翻門關閉,落料箱閘門在伺服減速電機的作用下完全打開,物料落入稱重箱,開始粗給料。此時,傳感器開始工作,將采集的重量信號轉變成電壓信號輸出。當稱量輸出值達到設定的粗給量值時,落料箱閘門關小。然後,通過細流口進行精給料,當稱重輸出值達到額定重量值時,落料閘門完全關閉。當物料稱重完畢,稱重箱翻門完全打開,開始卸料,物料全部落入包裝袋中。
但是,當落料閘門完全關閉,物料穩定,而此時重量仍尚有些許欠缺,便需要“補秤”,伺服減速電機可以快速控製落料箱閘門開閉,進行“補秤”,直到達到額定重量值時,稱重結束,伺服電子定量秤完成一個稱重循環。
該電子定量秤采用伺服減速電機控製,電機功率為2.39kW。電子定量秤采用伺服減速電機控製給料箱落料閘門的開合,加快了落料閘門的開啟和閉合速度,同時也使落料閘門在工作過程中開口大小連續變化,並且在稱重過程中總是能從秤體的中心給料,使物料在秤體內分布均勻,而且在精給料階段減少了對秤體的衝擊,以此達到提高稱量精度的目的。
2伺服電子定量秤控製係統設計
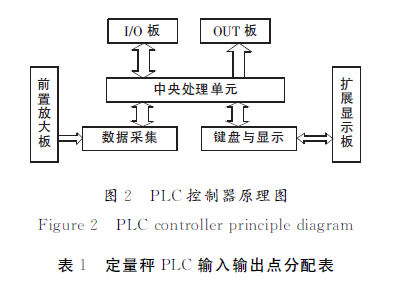
定量秤的主要控製器件為附帶有觸摸屏控製界麵的稱重控製器、PLC以及給料伺服驅動器。稱重控製器檢測稱重傳感器的信號,將動作指令發送給PLC,PLC負責控製伺服給料機構、卸料機構的動作,並接收/發送與FFS包裝機的聯鎖信號。
2.1PLC的輸入輸出點分配設計
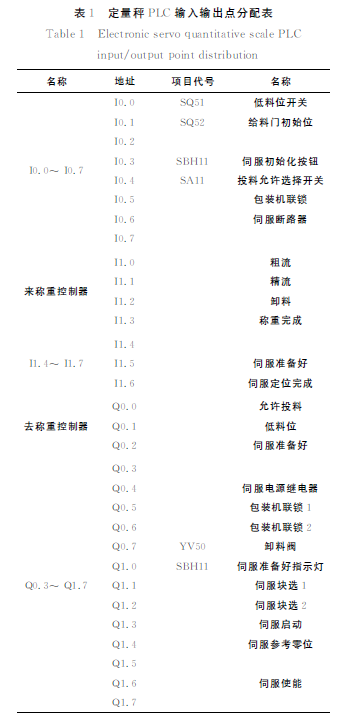
伺服電子定量秤采用SIEMENSS7226可編程控製器,定量秤PLC為單模塊設計,包括24點DC輸入及16點繼電器輸出。其中DC輸入用於連接操作盤按鈕開關、稱重控製器信號、伺服驅動器信號及低料位和聯鎖信號,繼電器輸出用於連接稱重控製器信號、伺服驅動器信號及電磁閥和指示燈。
PLC控製器原理圖見圖2,定量秤PLC輸入輸出點分配見表1。
2.2伺服驅動器設計
根據工藝的要求,同時為避免設備振動過大,定量秤給料機構需要根據不同物料進行不同的開關速度和位置調節,為此,定量秤采用伺服驅動器用於落料箱閘門伺服減速電機的驅動控製,可快速、勻速、穩定地控製落料閘門的關閉。
通過個人計算機應用專用軟件設定伺服驅動器的位置回路增益、往複運動的位移、速度、速度增益、加/減速度以及電子齒輪變比等參數。伺服驅動器的I/O 信號可通過軟件進行定義,並通過X101口端子與PLCI/O端子連接。
本係統中定義的伺服驅動器輸出信號有準備就緒輸出信號———RELAY1、初始化或位置操作結束輸出信號———BA1、故障報警輸出信號———BA2。
本係統中定義的伺服驅動器接收PLC發出的輸入信號有5個,分別是:
(1)位置控製參數塊選擇信號———BE1,用於選擇給料機構開關速度和位置的運動參數塊;
(2)位置控製啟動信號(POSITION-START)———BE2,用於啟動給料機構開關;
(3)參考點信號輸入端(REF-INPUT)———BE3,用於伺服上電尋找外部參考位置時的參考點告知;
(4)伺服驅動器故障報警複位信號(FAULT-RE-SET)———BE4,用於伺服驅動器的故障報警、複位;
(5)數字量信號輸入(ENABLE)———BE1~4,該信號為ON時伺服驅動器才能自動尋找參考點或啟動運行某一個參數塊。
本係統對伺服驅動器設有單獨的保護斷路器,在伺服驅動器發生過載和短路時切斷其輸入電源。伺服驅動器本身在電機發生過載等故障時,也可自動進入保護狀態並停止輸出。
2.3軟件設計
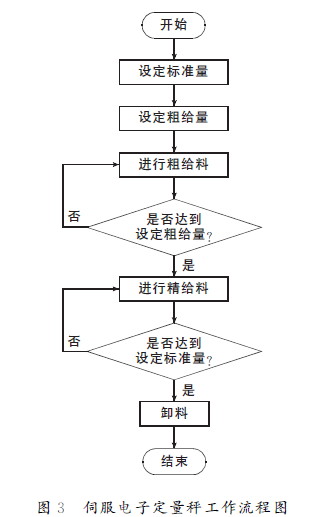
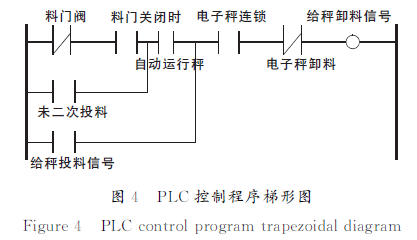
定量秤的工作流程:係統上電後,給料伺服機構初始化,稱重啟動,係統根據預先設定的數據按照粗給料、精給料、等待卸料、卸料的順序循環動作,完成定量稱重。工作流程見圖3,PLC控製程序梯形圖見圖4,在Step7-Micro/WIN環境下完成對軟件編程。
3試驗驗證
3.1試驗條件
試驗地點:將所設計的伺服電子定量秤安裝在中國石化茂名分公司的全自動稱重包裝碼垛機組上;環境溫度:29℃;環境濕度:在40℃時不超過50%RH;試驗材料:聚丙烯粒料;包裝重量:25kg/袋;薄膜厚度:175μm。
3.2試驗結果
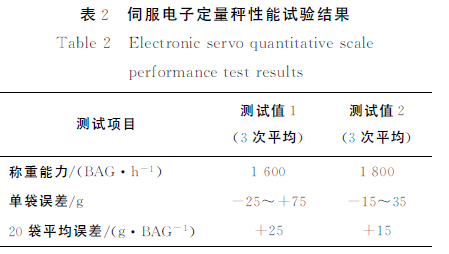
對伺服電子定量秤的稱重能力、單袋誤差、20袋平均誤差進行性能測試,試驗結果見表2,測試值1為原設備稱重工作時所測值,測試值2為本設備稱重工作時所測值。結果表明:稱重標準重量為25kg/袋時,利用原設備稱重,稱重能力為1600袋/h,利用本設備稱重,稱重能力為1800袋/h,稱重能力提高200袋/h,與原設備相比,稱重能力提高了12.5%;利用原設備稱重,單袋誤差為-25~+75g,20袋平均誤差+25g/袋,相對誤差率0.1%,利用本設備稱重,單袋誤差為-15~+35g,20袋平均誤差+15g/袋,相對誤差為0.06%,與原設備相比,相對誤差降低了0.04%,完全能夠達到電子秤衡器誤差要求,係統運行穩定,效果顯著。
本設備提高了稱量的速度和精度帶來了經濟效益。在全自動稱重包裝碼垛生產線全速運行的條件下,稱重能力可達1800袋/h,與以前1600袋/h相比,稱重速度有了很大提高,稱重速度快,供料可同時滿足兩套包裝機組,故稱重、包裝、碼垛效率高,生產線每年節約能耗約25萬元。同等條件下,由稱重精度提高所帶來的經濟效益更為可觀。中國石化茂名分公司生產能力為25萬t/年,以4000元/t計算,每年可節約4000×250000×0.04%=40(萬元)。綜上所述,每年由稱量速度和精度提高帶來的經濟效益可達65萬元,經濟效益明顯。
4結論
(1)設計了一種基於稱重控製器、PLC和給料伺服驅動器的FFS包裝機伺服電子定量秤,稱重控製器可以檢測稱重傳感器的信號,將動作指令發送給PLC,PLC可以控製伺服給料機構、卸料機構完成動作,並接收/發送與FFS包裝機的聯鎖信號。
(2)電子定量秤采用伺服減速電機控製給料箱落料閘
門的開合,加快了落料閘門的開啟和閉合速度,同時也使落料閘門在工作過程中開口大小連續變化,並且在稱重過程中總是能從秤體的中心給料,使物料在秤體內分布均勻,而且在精給料階段減少了對秤體的衝擊,提高了稱量精度。
(3)試驗驗證表明:稱重標準重量為25kg/袋時,本設備稱重能力為1800袋/h,單袋誤差為-15~+35g,20袋平均誤差+15g/袋,相對誤差為0.06%;與原設備相比,本設備稱重能力提高了12.5%;稱重相對誤差減小了0.04%,完全能夠達到電子秤衡器誤差要求,係統運行穩定,效果顯著。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器