谘詢電話
ENGLISH0755-88840386基於稱重計量的糧食自動發貨管理係統
發布時間:2021-02-20 13:39:50 |來源:網絡轉載
0前言
目前國際上高效糧食物流體係主要以美國、加拿大、歐盟、澳大利亞等主要糧食出口國的糧食供應鏈為代表,經過近百年的發展,建立了從國內糧食產地集並至出口港口,進入國際市場的完善糧食出口物流體係,形成了收納集並倉、機械化中轉倉庫和專用運輸和裝卸工具,倉儲設施功能分工明確、設施配套的倉儲體係.機械化、自動化作業係統以及信息技術的應用,進一步促進了糧食供應鏈的發展.糧食作為商品貿易交易,就需要快速準確計量其質量,實現貿易結算.目前,國內很多糧倉都是采用大型汽車衡來進行貿易結算的,但中間裝卸環節缺乏計量,裝多裝少都需要二次裝卸.為了準確計量發貨或收貨糧食的質量,避免重複卸車,降低生產成本,提高工作效率,針對糧倉管理設計開發了一套基於稱重計量的糧食自動發貨管理係統,隨時監控糧食發貨質量,最終達到自動發貨的目的.
1係統總體方案設計
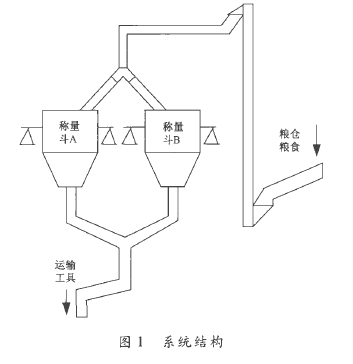
目前在糧倉入庫和出庫都有一整套自動輸送係統⑴,最終通過汽車衡等進行稱重計量,達到貿易結算.本係統是把稱重計量裝置嵌裝到輸送係統的末端,通過自動計量設備和PLC控製,采用上位機軟件管理,實現自動在線稱量,達到貿易結算標準實現自動發貨目的.具體是在糧倉的輸送係統末端安裝兩個稱量鬥(A、B)3,當需要發貨的時候,把需要發貨的質量輸進稱重管理軟件中,啟動自動發貨出庫流程,由PLC控製輸送係統,提升機自動把糧食從糧倉裏輸送到稱量鬥(A、B)中,通過稱量鬥交替進行稱量,把所需糧食不間斷的輸送到運輸T.具(汽車、火車或者船)中,達到預定質量時,PLC自動關閉放料閥門,從而實現在線糧食自動發貨⑷.係統結構如圖1所示.
2係統工作原理
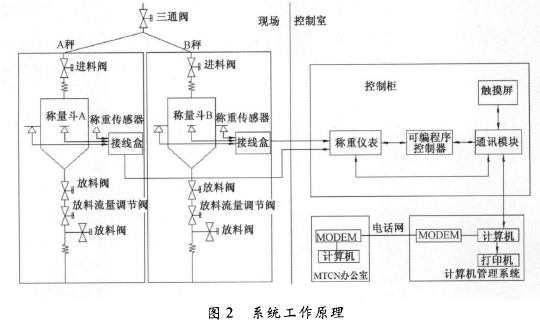
操作人員通過稱重管理軟件或者觸摸屏⑴,把發貨質量輸入進去,PLC自動控製提升機把糧倉中糧食輸送到稱量鬥(A或B)中,糧食質量作用在稱量鬥(A或B)上麵的稱重傳感器,稱重傳感器輸出質量信號,通過電纜傳送到稱重控製儀表中,該信號經A/D轉換模塊放大、濾波處理後,形成一定格式的編碼,稱重控製儀表通過485通訊的方式將糧食質量信息傳送到PLC中,PLC將采集到的糧食質量信息與設定的質量信息比較,如果達到設定的信息,則自動切斷放料閥,實現在線自動發貨.在發貨過程中,管理人員可以通過計算機遠程控製,隨時監控發貨的工作狀態,實時了解發貨數據,實現遠程管理.該係統工作原理如圖2所示.
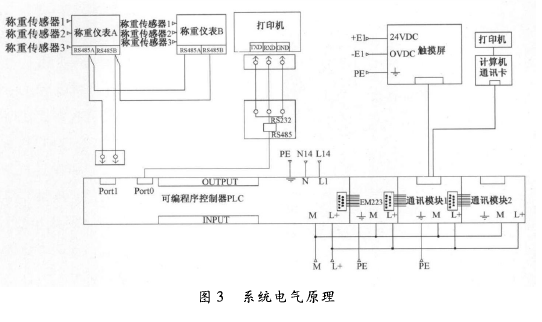
3係統電氣原理(圖3)
4係統工作流程分析
整個係統流程是由稱重儀表的下位機軟件實現計量,以及運行與自動計量過程中相關數據/信息的采集,同時通過通信模塊將采集的信息進行歸類,分別發送到PLC和計算機.計算機軟件對數據作進一步處理,存入數據庫並形成符合功能需求的報表,並進一步完成數據的外部接口,方便異地調取;PLC軟件主要負責係統過程中控製進料/排料等動作的執行和監控,並實現控製信息的共享,將控製信息由通信接口下載到稱重儀表,PLC軟件旨在保證控製功能的可靠性,使控製流程可靠運轉.為了提高係統的整體精度及保證係統可靠的運行,稱重儀表和PLC的控製程序是整個係統的關鍵.稱重控製功能主要分兩個模式:一種是單稱運行模式;另一種是雙秤運行模式.單秤、雙秤運行的流程分別如圖4、圖5所示.
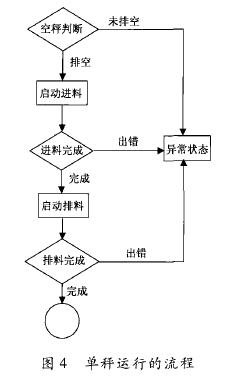
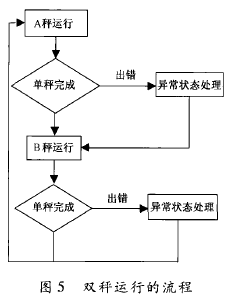
為了更好地提高係統精度,針對單秤運行過程中幾種狀態進行分析並提升解決算法.
(1)空秤判斷
在實際的運行中,存在物料堵塞情況,導致無法進行排料或者無法排淨物料,可通過稱重儀表對空秤狀態進行檢測,檢測方法為:|AX|=ZP-Zn,式中:IAXI為排料流程完成後的剩料質量;奪為空料鬥質量,kg;Zn為排料完畢後的剩料質量,kg.
定義丄為剩料允量(在一次排料流程完畢後,料罐內允許剩餘的物料的量),當丨AX|>X]時,排料流程排料未空,判斷為下料口堵塞;反之,正常.同時,稱質量儀表對排料流程進行檢測,檢測方法為:丨直|=Trt-Tr2,
式中:lATl為排料流程運行時間,s.77,為啟動排料的時刻;TV,為排料運行時刻.
設正常排料時間(正常K8凯发登录入口情況下一次排料所需的時間),當|A7|>Tr時,排料流程超時,判斷為下料口堵塞;反之,正常.
當沒有發生堵塞情況時,稱重儀表將自動進行空秤取皮質量動作,得到上次排料完畢後的皮質量|AX|.同時將稱重儀表判斷出來的空秤信息通過通信線路傳輸到PLC上.
(2)啟動進料
當滿足空秤狀態(料鬥排空)時,啟動進料,同時PLC將目前發生的狀態信息傳輸到稱重儀表中.
(3)進料完成
啟動進料流程後,稱重儀表判斷進料是否完成.檢測方法為-Wx=Wg-|AX|,式中:Wx為當前累計進料質量,kg;Wg為當前毛質量,kg;|市X|為排料流程完成後的剩料質量,kg.
定義広設定的單次進料量,稱重儀表檢測一旦滿足Wx>歐,立即發送進料完成信息到PLC,從而由PLC控製停止進料.同時在進料過程中,稱重儀表通過檢測進料流程的運行時間判斷是否發生進料堵塞情況,檢測方法為:
|A(|=trt-tr2,
式中:|A(|為進料流程運行時間,s;奶為啟動進料的時刻;擴2為進料運行的時刻.
定義切正常進料時間(按正常K8凯发登录入口情況下一次進料所需的時間),當>切時,進料流程超時,判斷為進料口堵塞;反之,正常.(4)啟動排料
當完成進料流程後,PLC控製啟動排料流程.
(5)排料完成
與空秤判斷的情況類似,當|AX|
5係統PLC控製程序
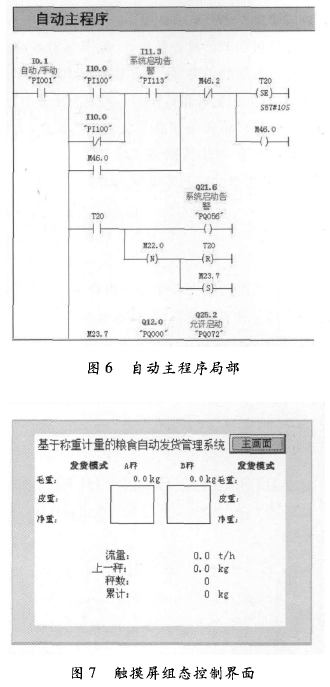
基於PLC電氣控製方麵的優勢,係統自動控製功能通過PLC來完成.PLC接收稱重儀表的計量數據,通過自身程序控製,完成對係統運行時各個狀態的自動控製,並將程序運行的必要狀態信息反饋到稱重儀表,供稱重儀表程序檢測當前運行狀態,記錄各狀態時相應的信息/數據.該係統PLC自身控製程序采用的是最常用的標準語言梯形圖語言,該語言是一種圖形語言,沿用傳統控製圖中的繼電器觸點、線圈、串聯等術語和一些圖形符號構成"".PLC控製係統自動主程序局部如圖6所示.
6係統觸摸屏界麵設計
隨著PLC在工業現場的大量使用,觸摸屏技術的應用也越來越廣泛,觸摸屏組態控製方式正在逐漸取代傳統的電器回路控製方式⑻.本係統采用的就是目前最流行的觸摸屏組態控製.係統觸摸屏組態控製界麵如圖7所示.
7係統數據管理
該係統的數據處理需要完成對係統運行過程中計量數據的采集、存檔和統計報表等,在軟件設計上著重考慮數據安全性,同時考慮設備自動控製的可靠性.數據的存儲釆用冗餘設計思想,在運行過程中形成的毛質量、皮質量和淨質量以及時間等信息,由稱重儀表軟件完成采集,在信息進行共享之前,稱重儀表進行緩存,存儲到稱重儀表的內部大容量存儲器,存儲容量最大緩存的數據量至少滿足(全天候運行情況)72h,此設計旨在防止由於通信故障情況下,數據無法傳遞到計算機時,導致的係統停機,增加此設計後,若出現類似情況,當故障排除後,稱重儀表將自身緩存的數據重新上傳到計算機,有效保證數據安全性.同時稱重儀表具備USB接口,可通過U盤等存儲媒體將數據以EXCEL表格形式導出,進行備份,有效提高數據安全性.
計算機的上位機軟件設計,除具備對係統運行中計量數據的采集、處理功能外,還具備出庫任務管理功能,根據現場具體的工藝定製任務單,並通過通信接口將任務信息下發到稱重儀表,由稱重儀表以符合PLC數據格式的要求將信息進行管理,實現可準確控製的定量、批量發貨.
8總結
本套係統如果安裝在各大糧倉中,可以很好地提高糧倉發貨的生產效率,提高糧倉的發貨作業效率,節約大量的人工成本和設備成本.同時該係統為糧食的貿易結算提供快速準確的原始數據,為糧食行業物聯網提供很好的原始釆集數據.
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器