谘詢電話
ENGLISH0755-88840386飼料自動配料控製係統設計
發布時間:2021-02-20 09:57:46 |來源:網絡轉載
傳統的飼料配料過程主要是人工完成的。根據市場對飼料的需求,選擇合適的配方,通過電子秤反饋的重量值,手動操作各種配料的添加和停止。整個生產過程中存在許多不可控的人為因素和非人為因素,無法保證配料過程的準確性、安全性和連續性[1]。此外,飼料在封閉的加工環境中味道很好,生產線上的工人很容易在長期吸入後感到頭暈和惡心。因此,提高配料生產線的自動化水平是現代飼料加工業未來發展的主要方向。因此,本文設計了一套飼料自動配料控製係統,可以實時監控配料過程,設定生產配方。
1係統結構和硬件設計。
1.1係統結構。
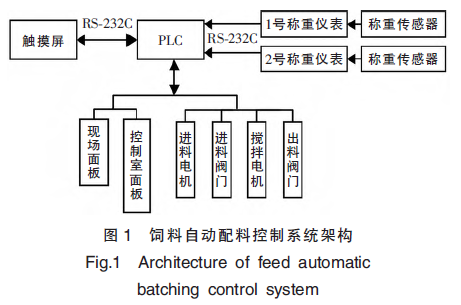
飼料生產線由5個原料罐(A~E)、2個稱量釜和1個攪拌釜組成。安裝的1台稱重儀器和2台稱重儀器負責稱量2個稱量鍋中的原料。配料過程中,原料在加料電機的作用下被泵入稱量釜中;稱取稱量釜中的原料,如果重量合格,打開稱量釜的出料閥,將原料泵入攪拌釜中,等待所有物料稱重,然後攪拌電機開始工作,攪拌結束後出料,完成一個完整的投料稱量過程。飼料自動配料控製係統由CP1H係列組成。
PLC、觸摸屏、IND560衡器等。相應的係統結構如圖1所示。作為配料係統的控製核心,PLC通過串行通信單元實現PLC與稱重儀表和觸摸屏之間的RS-232C通信,並實時接收配料數據,從而完成對進料電機、進料閥、攪拌電機和出料閥的控製。
1.2硬件設計。
1.2.1P1H係列PLC。
為滿足飼料自動配料係統的控製要求,采用CP1H-X40DR-A集成式可編程控製器。為了實現配料係統中PLC與兩台稱重儀表和一台觸摸屏RS-232C的通信,選擇了兩塊RS-232C選項板CP1W-CIF01來實現PLC與稱重儀表的通信。選用帶RS-232C接口的串行通信擴展單元CJ1W-SCU22,實現PLC與觸摸屏的通信。
1.2.2tcpc7062tx觸摸屏。
本係統選用昆侖某科技有限公司的TPC7062TX觸摸屏,利用其內置的MCGS組態軟件設計監控界麵。觸摸屏的COM1端口為RS-232C串口,可以實現RS-232C與PLC的通信[3]。
1.2.3nd560智能衡器。
開發的IND560智能稱重儀器以其高精度和高可靠性被廣泛應用於各種稱重領域[4]。IND560稱重儀的麵板按鈕可以修改稱重過程中涉及的重量單位和範圍,並設置儀器的通信參數。另外,IND560衡器可以通過RS-232C通訊稱重數據,並持續發送給PLC,讓PLC根據原料的實時重量來控製配料過程。
2PLC編程。
2.1控製係統編程。
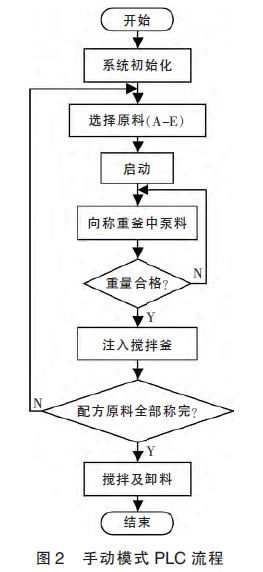
為了滿足實際配料過程的要求,飼料配料係統包括兩種工作模式,分為手動和自動控製模式。在手動模式下,配料係統要求現場操作人員根據觸摸屏上的投料配方手動點擊投料的開始和停止按鈕,完成配料任務。手動模式下的可編程邏輯控製器流程如圖2所示。
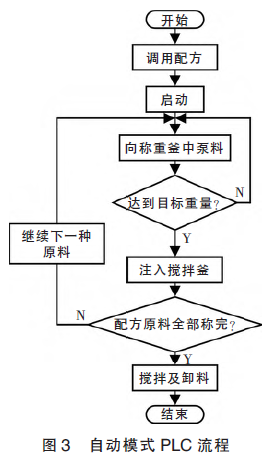
在自動模式下,通過在觸摸屏上設置飼料配方,點擊“自動啟動”按鈕,飼料控製係統可以根據配方從A到E依次進行稱重和配料的過程。當原料重量等於配方中設定的“提前量”時,停止泵送物料,當管道中剩餘的物料全部進入稱量釜時,將原料重量與配方中設定的“設定值”進行比較。如果二者之差在公式設定的“允許誤差”範圍內,則意味著稱量合格後,才能開始下一批原料的配料過程。自動模式的PLC流程如圖3所示。
2.2報警程序設計。
報警程序寫在編程軟件CX-P中,當報警程序觸發時,報警指示燈一直亮著,觸摸屏的報警屏提示故障信息。隻有解決了故障問題,配料係統才能正常運行[5]。
報警程序涉及三種情況。原料a介紹如下:
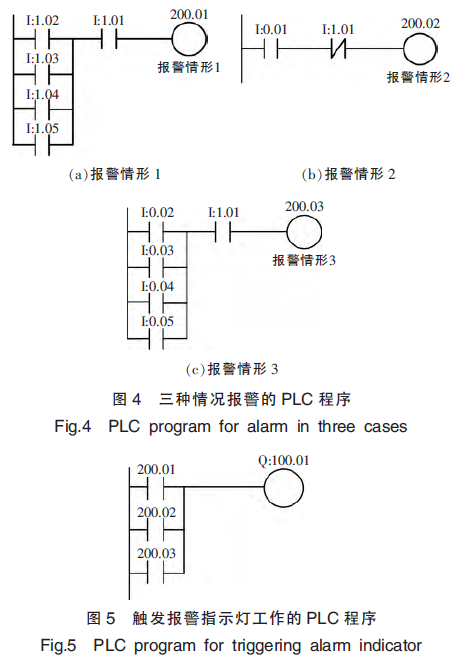
情況1,如果其他原料(b~e)的選料開關沒有關閉,原料a的選料開關轉到啟動狀態。報警情況1中原料a的PLC程序如圖4a所示。內存地址1.01對應原料a的選料旋鈕,內存地址1.02~1.05對應原料b~e的選料旋鈕。
情況2,配料原料時,原料A的啟動按鈕被按下,原料A的選料開關沒有轉到啟動狀態。報警情況2中原料a的PLC程序如圖4b所示。在圖中,地址0.01是原料A的開始按鈕,地址1.01是原料A的選料旋鈕..
情況3,操作者在配料原料A時,將原料A的選料開關轉到on狀態後,誤按了其他原料的啟動按鈕。報警情況3中原料a的PLC程序如圖4c所示。圖中,地址1.01是原料A的選料旋鈕,地址0.02~0.05是原料B~E的啟動按鈕..
手動模式下出現各種報警情況,是人為失誤造成的。當觸發三種報警情況中的任意一種時,報警指示燈101.00通電並始終點亮,觸摸屏提示相應的報警信息。觸發警報時的可編程邏輯控製器程序如圖5所示。
2.3處理稱重數據的程序設計。
PLC從IND560儀表讀取的數據是十六進製ASCII碼,不能直接存儲為稱重數據。因此,有必要在編程軟件CX-P中設計一個處理IND560儀表數據的程序,並將處理後的數據作為IND560儀表的實際稱重值存儲在指定的數據存儲區,供觸摸屏讀取並顯示在觸摸屏的監控屏幕上。
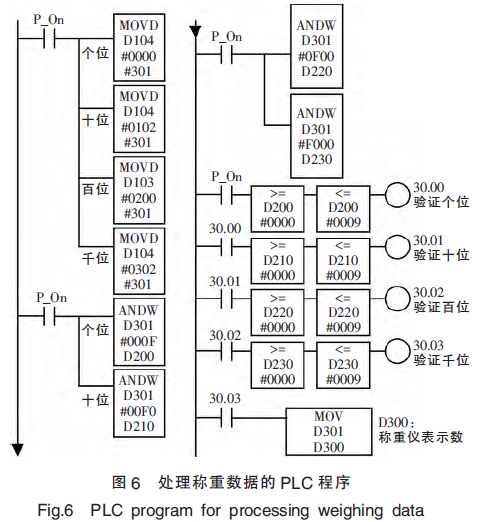
PLC處理IND560儀表數據的梯形圖如圖6所示。該計劃包括:
第一步,利用MOVD指令進行移位操作,將比特、十比特、一百比特、一千比特的權重數據依次傳送到PLC的數據存儲區D301的第0、1、2、3比特,在D301中獲得一組BCD碼數據。
步驟2,利用邏輯AND指令ANDW提取D301中的每個數字,並存儲在D200、D210、D220、D230中;。驗證每個數字是否為0到9之間的自然數;經過驗證,D301中的數據將作為IND560儀器的稱重數據。最後,MOV指令將處理後的稱重數據保存到D300中,以供後續使用。
3觸摸屏配置屏幕設計。
3.1監控畫麵。
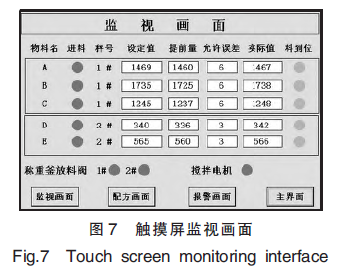
在觸摸屏監控畫麵中,可以顯示進料名稱、秤號、設定值、提前量、允許誤差、實際值、進料狀態以及兩個稱量釜的出料閥和攪拌電機的工作狀態。觸摸屏的監控屏幕如圖7所示。
3.2配方屏幕。
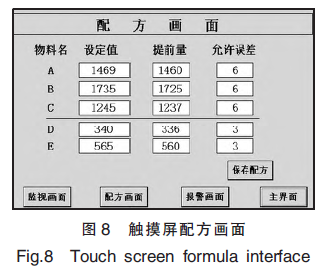
在觸摸屏的配方畫麵中,可以設置設定值、進給量和允許誤差,點擊“保存配方”按鈕,完成配方設置。觸摸屏的配方畫麵如圖8所示。
3.3報警屏幕。
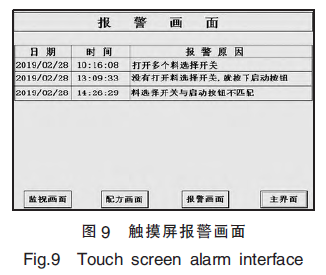
當觸發配料係統的PLC報警程序時,觸摸屏上會彈出報警畫麵。報警信息以表格的形式在觸摸屏報警屏幕上顯示報警日期、時間和報警原因。觸摸屏的報警畫麵如圖9所示。
4結論。
通過對飼料自動配料控製係統的軟硬件調試,實現了飼料配料過程的自動化操作,並在觸摸屏上實現了配料監控、配方設定和報警提示等功能。此外,該係統還可用於其他行業的配料過程,具有良好的可移植性和廣泛的應用前景。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
- 上一篇:微機控製全自動包裝機
- 下一篇:染料配方自動控製係統設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器