谘詢電話
ENGLISH0755-88840386頂吹轉爐上料係統設計及應用
發布時間:2021-01-09 11:49:30 |來源:網絡轉載
廢雜銅因其良好的再生利用特性,一直是銅冶煉和加工工業的重要原料。在“城市礦產”中,再生銅作為來源廣和數量大的有色金屬而名列第二,再生銅的循環利用已成為我國銅工業的重要組成部分叫頂吹轉爐作為一種火法冶煉固體廢雜銅的專用工業爐具,工藝實質上是一種富氧頂吹技術,它可處理各種品位的廢雜銅。頂吹轉爐具有原料適應性強,綜合能耗低,生產周期短,環保效果好等優點,具有廣闊的應用前景。
國內廢雜銅冶煉加料一般工藝流程為:首先原料打包成方塊狀,然後通過叉車和吊車把打包成塊的原料吊裝至加料平台,最後通過加料機把原料加入爐內。該加料工藝流程耗用時間長,爐前加料作業環境溫度高,且加料過程中有銅水飛濺和大量有害煙氣冒出,存在作業安全隱患和環境汙染嚴重的問題,同時爐具生產效率較低,自動化程度不高。
在這種背景下,本文擬通過工程實例探討此類頂吹轉爐上料係統的設計與應用情況,以期實現一種作業速度快,自動化程度高,環境保護效果好的加料方法。
1工藝過程描述
頂吹轉爐上料係統主要由上料小車、裝載槽、行走軌道、卷揚機、煙塵罩、爐腰門、稱重單元、小車位移編碼器、鋼絲繩、滾輪、安全行程開關、驅動裝置、PLC控製裝置、工作站組成。物料通過裝載槽加入上料小車,上料小車在行走軌道上運行,卷揚機將上料小車提升至倒空位置並完成倒料後,返回裝載位置再次裝料。裝料和倒料操作均在封閉的空間內完成,從而可以防止倒料時爐內飛濺出的液態金屬和冒出的有害煙塵進入到環境中,即可以防止汙染環境。頂吹轉爐上料係統結構示意圖如圖1所示
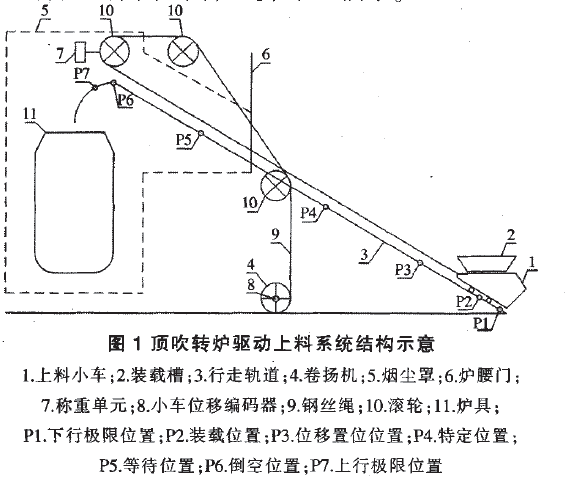
上料小車通過鋼絲繩與稱重單元連接,利用拉力傳感的工作原理準確稱出加入到上料小車的物料重量,若上料小車的物料重量大於工藝設定值時,則不能啟動上料小車。在卷揚機上安裝有一個位移編碼器,通過換算測出上料小車在行走軌道上的位移。裝載槽和爐腰門根據上料小車的位移自動開啟和關閉。卷揚機驅動裝置釆用無極變頻調速裝置,實現上料小車運行無極變速。PLC控製係統通過釆集現場數據,實現對整個加料過程的順序控製和聯鎖控製。
2係統實施
為了實現整個上料操作的全自動化,並確保上料的安全性,卷揚機驅動裝置采用無極變頻調速裝置,實現上料小車運行無極變速。某銅冶煉廠實施的頂吹轉爐上料係統的上料小車上行時間速度位移如圖2所示,下行時間速度位移如圖3所示
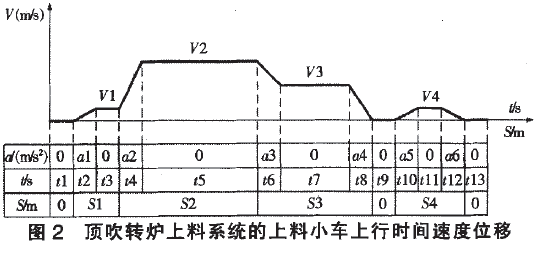
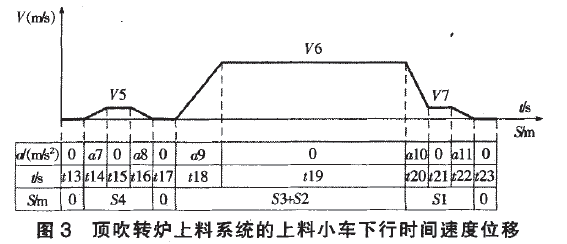
圖中,位移S1為裝載位置至位移置位位置(P3)的位移;位移S2為位移置位位置(P3)至特定位置(P4)的位移;位移S3為特定置位(P4)至等待位置(P5)的位移;位移S4為等待位置(P5)至倒空位置(P6)的位移。
一個完整的加料作業周期的工藝過程描述為:上料小車處於裝載位置,物料通過裝載槽加入上料小車,稱重單元對加入上料小車的物料進行計量,如果物料的重量大於設定值(安全提升上限值)時,PLC控製係統發送控製指令禁止卷揚機驅動裝置啟動。經曆時間t1,物料裝載完畢,PLC控製係統向裝載槽發送控製指令,裝載槽自動打開,PLC控製係統得到裝載槽處於全開位置時,PLC控製係統向卷揚機驅動裝置發送控製指令,使料小車以加速度a1啟動,經曆時間t1,上料小車以速度V1勻速向上行走。經曆時間t3,上料小車上行至位移置位位置,觸碰到位移置位開關,位移置位開關發送控製指令使小車位移編碼器置入設定位移,校正上料小車運行過程中的積累誤差,同時PLC控製係統向卷揚機驅動裝置發送控製指令,使上料小車以加速度a2加速,經曆時間t4,上料小車以速度V2勻速向上行走。經曆時間t5,上料小車上行至特定位置,PLC控製係統向爐腰門發送控製指令,爐腰門自動打開,同時PLC控製係統向卷揚機驅動裝置發送控製指令,使上料小車以減速度a3減速,經曆時間t6,上料小車以速度V3勻速向上行走。經曆時間t7,PLC控製係統向卷揚機驅動裝置發送控製指令,使上料小車以減速度a4減速,經曆時間t8,上料小車上行至等待位置,速度減為零,同時PLC控製係統向爐腰門發送控製指令,爐腰門自動關閉。等待爐具的爐口傾轉至垂直向上方向,經曆時間t9,爐口傾轉到位,PLC控製係統向卷揚機驅動裝置發送控製指令,使上料小車以加速度a5加速,經曆時間(10,±料小車以速度V4勻速向上行走。經曆時間tll,PLC控製係統向卷揚機驅動裝置發送控製指令,使上料小車以減速度a6減速,經曆時間tl2,±料小車上行至倒空位置,速度減為零,上料小車將物料倒入爐具內。
經曆時間t13,物料倒空完畢,PLC控製係統向卷揚機驅動裝置發送控製指令,使上料小車以加速度a7加速,經曆時間t14,上料小車以速度V5勻速向下行走。經曆時間tl5,PLC控製係統向卷揚機驅動裝置發送控製指令,使上料小車以減速度a8減速,經曆時間tl6,上料小車下行至等待位置,速度減為零,在此之前,爐具受聯鎖控製,不能傾轉。PLC控製係統向爐腰門發送控製指令,爐腰門自動打開,經曆時間t17,爐腰門處於全開狀態,PLC控製係統向卷揚機驅動裝置發送控製指令,使上料小車以加速度a9加速,經曆時間t18,上料小車以速度礦V6勻速向下行走。經曆時間t19,上料小車下行至位移置位位置,PLC控製係統向爐腰門發送控製指令,爐腰門自動關閉,同時PLC控製係統向卷揚機驅動裝置發送控製指令,使上料小車以減速度alO減速,經曆時間t20,上料小車以速度V7勻速向下行走。經曆時間t21,PLC控製係統向卷揚機驅動裝置發送控製指令,使上料小車以減速度all減速,經曆時間t22,上料小車下行至裝載位置,速度減為零,同時PLC控製係統向裝載槽發送控製指令,裝載槽自動關閉,進行物料裝載作業。
在小車位移編碼器發生異常時,上料小車觸碰到下行極限位置安全限位開關和上行極限位置安全限位開關時,安全限位開關發出控製指令使卷揚機驅動裝置停止運行,保證上料小車的安全運行。
3結論
本次設計的頂吹轉爐上料係統實現加料過程全自動化,並在封閉空間內,實現加料作業,是集物料稱重和上料小車位移實時監控為一體的上料係統。釆用全數字交流調速模塊對卷揚機進行驅動控製,接收現場一次儀表所采集的數據,輔以PLC係統的程序調節和控製,實現上料小車運行速度分段控製和各種運動連鎖控製,保證在誤操作情況下的財產和人身安全。該上料係統具有作業速度快、自動化程度高、生產操作安全可靠、勞動衛生整潔、環保的優點。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器