谘詢電話
ENGLISH0755-88840386基於SPCE061微控製器的微量配料係統的開發
發布時間:2021-01-06 11:50:21 |來源:網絡轉載
1引 言
工業配料是指將幾種不同的原料按照生產要求的比例進行混和的過程,在建築、化工、冶金等生產領域具有極其廣泛的應用,傳統的人工配料強度大、工作效率低,已不能適應大規模生產的需要。隨著科學技術的發展,出現了由微機、微控製器和智能儀表構成的自動配料係統,極大提高了生產效率和配料精度。但目前的配料係統精度低、各組分重量大,難以應用在醫藥、精細化工等生產領域。本研究為解決醫學、精細化工等生產過程中配料重量小,精度高,並需同時對液體和固體粉末進行配料的要求,進行微量配料係統的研究。
2係統組成及原理
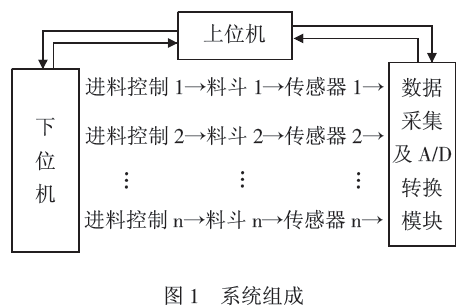
本係統由上位機PC、下位機sPCE061、數據采集及A/D轉換模塊、傳感器模塊、進料控製模塊和料鬥6部分組成,如圖1所示。用戶在上位機上設
定好各組分的重量後係統開始配料,傳感器模塊接收到命令後,將重量信息傳遞給數據采集及A/D轉換模塊經A/D轉換後發送給上位機,下位機將上位機發送的重量數據和設定重量進行比較後控製進料模塊的啟停。料鬥則用來存放物料並通過進料控製模塊來控製進料與否。
在工業配料過程中,常用稱量方式有進料式稱量和卸料式稱量2種。進料式稱量有2種實現方法:零位法和增量法,零位法的稱量精度比增量法高。卸料式稱量需要傳感器的量程較大而造成精度太低故較少使用[1]。
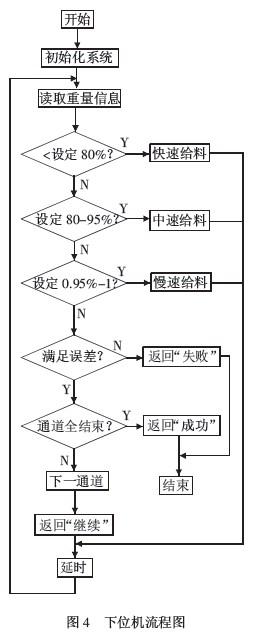
本係統使用零位法進行稱量,為了保證稱量精度和稱量速度,在稱量時采用快、中、慢三速給料,先快速給料至設定重量的80%,然後中速給料至95%,最後采用慢速給料。
3硬件設計
3.1控製核心
SPCE061是本係統的核心硬件,現對它做一個簡單介紹:
SPCE061是台灣某科技生產的16位微處理器,在2.6V-3.6V工作電壓範圍內.其工作頻率可由程序設定在0.320MHz-49.152MHz,當工作頻率為49.152MHz時.指令周期約為20ns。sPCE061單片機采用模塊化結構.以16位微控製器(微信號處理器)為內核。sPCE061單片機內嵌:32KB的閃速隻讀存儲器(F1ashR0M)和2KB的靜態存儲器(sRAM):32位可編程多功能I/0端口:2個可自動賦初值的16位定時器/計數器:8通道10位A/D轉換器:雙通道10位D/A轉換器:通用異步串行接口(UART):看門狗(watchdog)電路[2]。
SPCE061工作效率高,運行可靠,所以在本係統中選用該微控製器作為控製核心。
3.2串行通訊接口電路
SPCE061單片機提供了一個全雙工通用異步串行接口UART模塊,用於完成與外設之間的串行通信。本係統采用某公司的MAI232C與UART相連接.完成TTL電平和Rs232電平的相互轉換,實現sPCE061和計算機的串行通訊。
3.3進料控製模塊
本係統可以實現對粉末和液體的配料,粉末物料的進料控製部分由料鬥、V形槽和微型振動馬達構成,當振動馬達轉動時帶動V形槽一起振動,將物料從V形槽中振落至配料容器:液體物料的給料控製由料鬥、管路、電磁繼電器和電磁閥構成,電磁繼電器動作時,控製電磁閥打開,液體物料通過管路進入配料容器:這樣就可以通過控製振動馬達的啟停和電磁閥的通斷來控製進料。
3.4數據采集及A/D轉換模塊
本係統中的數據采集模塊使用某電子國際有限公司推出的A1pha911模塊,該模塊提供20個通道的電壓和電流測量,完成A/D轉換並通過Rs232或Rs485和其它設備進行通訊。利用該公司自主開發的通訊協議,可以設置A/D轉換時間,轉換精度,波特率,並可以一次讀取全部通道的數據
或和指定通道的數據。
4軟件設計
4.1上位機軟件設計
Visua1Basic簡單易學,具有麵向對象編程的所有功能,可以充分利用windows提供的圖形環境,含有豐富的控件,功能強大,人機界麵友好,所以在本係統中,上位機軟件使用VB進行開發[4,5]。
上位機主要完成以下功能:(1)設定各通道數據:(2)在微控製器MC和數據采集及A/D轉換模塊間傳遞數據。
4.1.1設定各通道數據
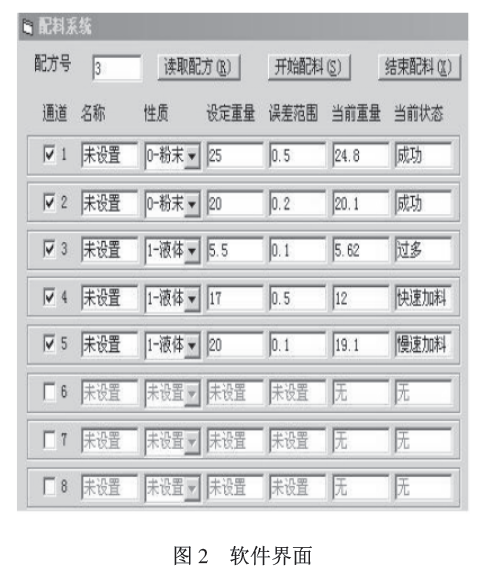
要使係統正常工作,應對每個通道進行數據設置,在本係統中這些數據包括通道號、物料名稱、物料性質(粉末或液體)、設定重量和誤差範圍等項,也可以根據實際需要增加或刪除。
各通道數據的設置可以從已有的配方數據庫中通過配方號讀取,也可以在配料前逐個設定。
軟件界麵如圖2所示,本係統最多可以支持20個通道,如果需要更多通道,可以使用多個A1pha911模塊通過Rs485組成網絡。當配料失敗時,可以使用醒目的顏色來顯示當前狀態信息,並可添加蜂鳴器和發光二極管等硬件設備來實現聲光報警,以便及時發現故障並予以解決
4.1.2在微控製器MC和數據采集及A/D轉換模塊之間傳遞數據
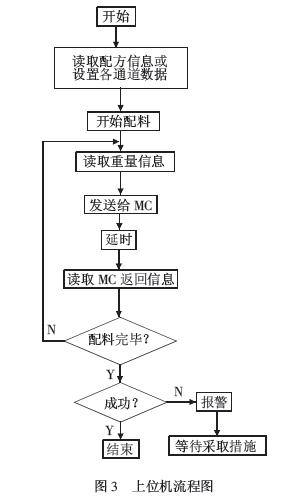
上位機的另外一個功能在微控製器MC和數據采集及A/D轉換模塊之間傳遞數據。由於大多數微控製器(包括SPCE061)隻有一個UART接口,不能同時和上位機、數據采集模塊進行連接,所以微控製器和數據采集模塊之間的通訊隻能通過上位機中轉。上位機接收到數據采集模塊發送過來的數據後進行簡單處理,去掉幀中的格式單位等信息,隻將數值發送給微控製器MC。上位機PC的流程圖如圖3所示。
4.2下位機軟件設計
微控製器MC上的軟件是本軟件的核心,這部分算法設計的好壞將直接關係到本係統的優劣,影響係統的性能。下位機流程圖如圖4所示。
5影響配料精度的主要因素及相應措施
在本係統中,選取美國某公司4503係列產品,非線性誤差為0.02%,磁滯為0.02%,重複性為0.01%,能很好地滿足我們的要求。
5.2稱重儀表
影響稱重儀表測量精度的主要因素有:(1)內部模數轉換器的A/D轉換方式、采樣精度及轉換精度:(2)儀表數據傳送方式,稱重儀表可以通過模擬.
對於配料係統而言,配料精度是關係到係統設計成功與否的關鍵,尤其在本係統中配料精度要求高,稍有不慎,便不能達到精度要求。影響稱重配料係統精度的因素很多,主要有以下幾個方麵。
5.1稱重傳感器
電阻應變式傳感器是目前稱重配料係統中最常用的稱重傳感器,影響其精度的主要因素是其性能指標,主要指非線性誤差、遲滯、重複性、蠕變等,這些誤差將對傳感器的合成誤差產生影響[6]。
量傳輸和數字量傳輸2種方式將重量信號傳遞給計算機。
本係統采用的希蒙國際推出的Alpha9ll模塊,可以根據時間需要來編程設定其A/D的分辨率和積分時間,當設置為l7位時,其積分時間為20ms,而設置為l3位時,其積分時間為lms:對於數據的傳送方式,在本係統中,采用的是數字量的傳送,抗幹擾能力強,精度高。
5.3控製元件的響應時間和執行機構的行程時間
控製元件的響應時間和執行機構的行程時間都會影響配料係統的精度,而這兩個時間都與器件本身的性能和使用時間的長短有關。
為了減少元件的響應時間和執行機構的行程時間,在方案的選擇和產品的選型時,盡量采用響應時間短的元件,並減少執行機構的行程,以控製其行程時間。
5.4落差和稱重控製算法的影響
本係統采用進料式稱量,由於落差的影響,當停止給料後,還將有一部分物料落入稱量料鬥而產生誤差,並且由於重量加速度的影響,而造成稱盤上重量的抖動。為了保證精度,應使出料口盡量靠近稱量料鬥而減小落差,另外必須設計一個合理的算法,對終止給料提前進行控製,使實際配料值保持在誤差範圍內。
6配料精度驗證及分析
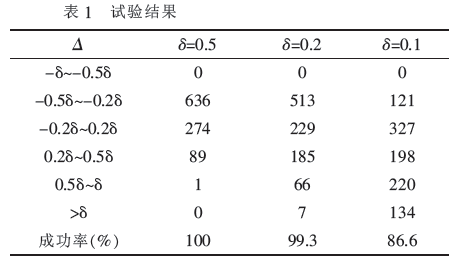
本係統在交付用戶使用前,筆者對其做了一些使用,其數據如表1所示,其中A表示配料結束後最終重量與設定重量的差值,6表示所允許的誤差。在6=0.5g、0.2g、0.1g時各做了1000次試驗,從結果可以看出,在6=0.5g和6=0.2g時,係統的成功率高達99%,完全滿足用戶的需求。在6=0.1g時,成功率僅有86%,但效果不理想,在後續的研究中,希望能通過硬件的設計和算法的優化來解決這個問題。本係統在可靠工作時,精度能夠達到為0.2g。
7結束語
該係統上位機使用VisualBasic6.0開發,人機界麵友好、控製靈活:下位機使用sPCE061,運行速度快,並且有看門狗電路,工作可靠。適合醫藥、精細化工等行業應用,實現全自動微量配料。經試驗證明,配料精度高達0.2g,可以很好的解決在醫藥、精細化工中重量少、精度高的要求,並能同時對固體粉末和液體進行配料。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:PLC在聚酯切片包裝係統中的應用
- 下一篇:液體洗滌劑微機控製配料係統
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器