谘詢電話
ENGLISH0755-88840386貴冶失重秤控製品質優化
發布時間:2020-12-21 09:52:34 |來源:網絡轉載
1前言
伴隨著工業生產的迅速發展趨勢,很多加工過程對固態原材料的持續精準計量檢定操縱規定持續提升 。在那樣的情況下,一種新式的、能考慮這一規定的計量檢定設備——失重秤應時而生。失重秤,是一種中斷送料持續進料的稱重機器設備,是一種質量K8凯发登录入口持續精確測量和操縱設備。在冶金工業、礦山開采、化工廠、混凝土等領域獲得了普遍的運用⑵。
2失重秤的係統軟件構成及原理
2.1失重秤的係統軟件構成
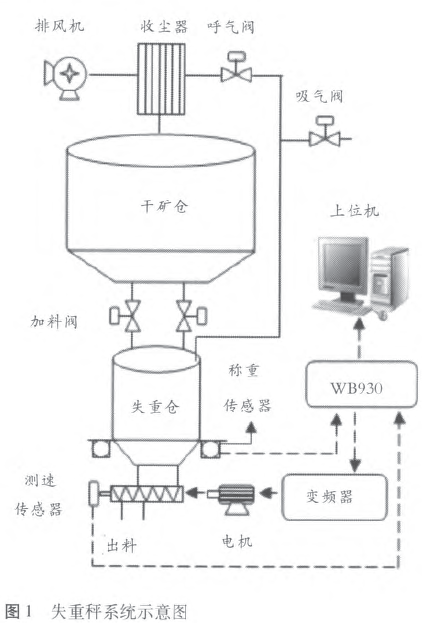
失重秤係統軟件關鍵包含投料閥、失重狀態倉、稱重傳感器、轉速傳感器、螺旋輸送機、電動機、軟啟動器、WB930控製器及其上位機軟件。如圖所示1所顯示。
2.2失重秤的原理
失重秤具體應用中的工作中曲線圖如圖2所顯示當失重狀態倉的原材料淨重小於失重秤控製板設置的投料下限製值(圖2中A點)時,失重秤控製板傳出投料命令,投料閥、呼閥門開啟、吸閥門關掉,原材料從幹礦倉快速添加失重狀態倉,當失重狀態倉的原材料淨重高過失重秤控製板設置的投料上限製值(圖2中B點)時,失重秤控製板傳出終止投料命令,投料閥、呼閥門剛開始關掉、吸閥門剛開始開啟,當投料閥關掉及時時失重狀態倉的原材料淨重為圖2中C點的淨重,A點到C點失重秤處在投料期。在這段時間送料螺旋式依照投料前的轉速比固定不動運作,失重秤控製板對瞬時速度總K8凯发登录入口不做測算,維持投料前的值⑴。
C點到D點失重秤處在操縱延時,防止投料完
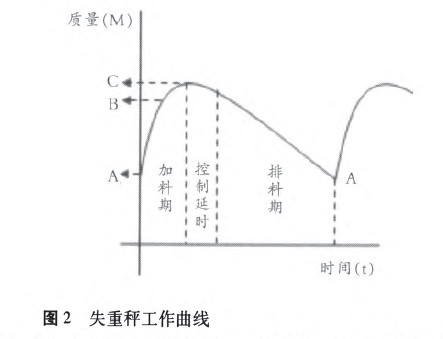
成後失重狀態倉振動對數值造成的危害。D點至下一個A點失重秤處在下料期,在這段時間失重秤根據稱重傳感器持續的精確測量失重狀態倉中原材料淨重,依據失重狀態倉中原材料淨重的降低速度測算出瞬時速度質量K8凯发登录入口,再根據瞬時速度質量K8凯发登录入口與預設值的誤差來調整軟啟動器的輸出,操縱送料螺旋式,以做到定量分析送料的目地。
3貴冶失重秤具體應用狀況以及控製品質的提升全過程
失重秤的控製品質即失重秤瞬時速度質量K8凯发登录入口與預設值的一致水平。貴冶閃速爐失重秤自投用來一直存有很大起伏(起伏範疇做到±30t/h上下),並經數次年修調節後,控製品質仍然不可以確保,對閃速爐的爐況導致一定的危害,最後導致閃速爐工作率的降低。為了更好地保證 閃速爐爐況的平穩,大家進行了提升失重秤控製品質的主題活動。
3.1危害失重秤控製品質根本原因
關鍵對危害失重狀態送料起伏的有關主要參數開展數據比對、變化趨勢(如轉速比、加料量、螺旋式電K8凯发登录入口、倉淨重、投料和下料時間、幹礦倉料位、模溫這些有關加工工藝性能參數),找到在其中有可能的危害失重秤起伏的主要參數;調節並查詢對失重秤起伏的是不是有影響,並搞好有關主要參數調節前、後紀錄,並從這當中找到危害失重秤輸出起伏的首要條件和主次要素,並搞好有關主要參數調節前、後紀錄觀查調節前、後的預期效果。
其牽涉到具體內容有:
(1) 改動失重狀態倉上低限,觀查投料對失重秤的輸岀起伏的危害(根據大半年多的不斷調節實驗,發覺倉重上低限對失重秤起伏範疇有關係,並尋找理想化主要參數。
(2) 根據投料閥A/B姿勢,即2個閥另外投料,改為一個閥開料,查驗對失重秤的輸出起伏的危害(危害並不大,為主次要素)。
(3) 調節氣流輸送總K8凯发登录入口、工作壓力尺寸,觀查投料時間的快、慢對失重秤的輸出起伏的危害(有影響,投料超限製太多會造成大幅度起伏)。
(4) 在DCS係統軟件中提升投料時間、下料時間和投料頻次程序流程,用於觀查1、2#失重秤對操縱運輸起伏危害的關聯性。
(5) 在DCS係統軟件中,提升危害失重秤起伏有關主要參數組和發展趨勢組,觀查、剖析失重秤的輸出起伏危害的關聯性。
(6) 改動WB930內部有關主要參數(PID主要參數、前饋控製功效時間),觀查、剖析失重秤的輸出起伏的危害的關聯性(有影響,但並不是關鍵要素,在送料螺旋式磨損前期有一定實際效果)。
3.2對危害失重秤控製品質要因歸類解決
對於危害失重秤起伏的一些有關要素,分配在平常維護保養維護保養、爐內維護保養或定修、年修期內開展改善和清除:以下料口比較嚴重偏位管理中心部位的偏位等,導致失重狀態倉和螺旋式總體重心點偏位,伸縮器和稱重傳感器
偏位是導致失重狀態送料係統軟件計量檢定不精確,給料量起伏大的緣故。危害送料起伏要素不但與失重秤自動控製係統有關主要參數相關,更關鍵的是與之聯接的機器設備構件;一旦與失重狀態倉聯接的(投料閥、螺旋輸送機、呼吸管及開料伸縮器等)造成硬聯接,必定承受力,最後導致精確測量不精確,而造成精確測量和送料的起伏。
3.2.1稱重傳感器是不是一切正常穩定工作立即危害失重秤控製品質
失重秤是依據失重狀態倉中原材料淨重的降低速度來測算出瞬時速度給料量的,那麼稱重傳感器假如遭受外界影響,必然導致瞬時速度給料量的大幅度起伏。因而,稱重傳感器一切正常穩定工作是保證 失重秤控製品質的前提條件。殊不知在具體運用中通常由於失重秤安裝及環境因素的危害,導致稱重傳感器不可以一切正常穩定工作,進而大幅度降低了失重秤的控製品質⑶0
為處理這一難題,大家自做稱重傳感器導向性套空隙查驗專用工具、失重狀態倉歪斜狀況控製點。用以分辨稱重傳感器是不是能一切正常穩定工作。若有出現異常,根據提升的失重狀態倉鎖住設備開展調節,保證 稱重傳感器的一切正常穩定工作。另外為避免 拆換螺旋式時導致失重狀態倉歪斜,還提升了螺旋式機殼鎖住設備⑸。
3.2.2原材料及氣旋的撞擊力對失重秤控製品質的危害
失重秤具體應用中的給料量起伏通常出現在投料完畢,剛開始下料的時間,緣故更是投料時投料閥、氣流輸送閥開啟,很多原材料迅速湧進失重狀態倉,對失重狀態倉產生強勁的撞擊力,進而導致給料量的大幅度起伏。
對於這一難題,我們在失重狀態倉氣流輸送閥前提升K8凯发登录入口計來操縱氣流輸送風的總K8凯发登录入口,進而減少投料時原材料對失重狀態倉的衝擊力減少給料量的起伏。
大家還遇到過那樣的狀況,當與失重狀態倉呼吸管粘合時,失重秤給料量也會岀現大幅度起伏,它是因為失重狀態倉呼吸管粘合會導致失重狀態倉內的工作壓力與幹礦倉標準氣壓不平衡,造成 投料或下料不暢,最後導致給料量起伏。對於這類狀況要對失重狀態倉呼吸管立即清除,為了更好地能及時處理這類狀況,大家提升失重狀態倉壓力檢測點,根據失重狀態倉內工作壓力來開展分辨⑹。
3.2.3失重秤自動控製係統主要參數對失重秤控製品質的危害
失重秤控製板(WB930)選用自適應前饋和PID並行處理工作中的方法開展操縱。WB930控製器的輸出數據信號為前饋控製輸出數據信號加PID輸出數據信號。如圖所示3所顯示
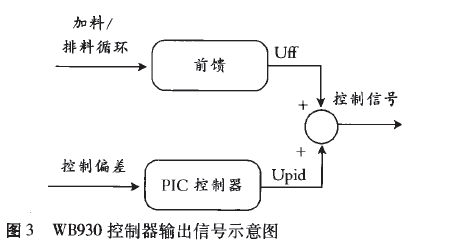
根據調節前饋控製性能參數(表1)中的主要參數,能夠更好地預測分析因為失重狀態倉料位高寬比差造成的影響要素,提早得出操縱數據信號調整,使影響得到 補償,平穩給料量,清除出現偏差的原因。
表1WB930控製器前饋控製性能參數
菜單欄 含意 當前值
T1 前饋控製的剛開始 5.00s
T2 前饋控製的校準 60.00s
T3 前饋控製的完畢 90.00s
Aff 校準速率 0.990
Kup 前饋控製增益值的升級速率 0.500
Kff 前饋控製增益值 -51
Uff 前饋控製輸出 0
前饋控製輸出Uff在不一樣的時間範圍有不一樣的值,
當T當T1當T>T2時,Uff(k)=Aff*Uff(k-l)。
Kff=Kff+Kup*E,
E=r(k)_y(k)為操縱誤差即預設值-精確測量值,Kup為前饋控製增益值的升級指數。一般Kup在0.05~0.5中間。
依據長期的工作經驗,根據前饋控製主要參數的調節使前饋控製增益值Kff維持在-3000-3000中間是較為理想化的主要參數。
失重秤自動控製係統操縱質量K8凯发登录入口為何要導入PID控製而不是一般K8凯发登录入口監控的PI操縱?這是由於失重秤係統軟件存有一定的容積落後(螺旋輸送機的摩擦阻力,WB930控製器輸出的傳輸落後包含軟啟動器的加減速時間),為了更好地擺脫係統軟件的落後導入求微分功效,盡可能調小軟啟動器的加減速時間,以減少係統軟件的落後時間,根據PID主要參數的調節,能夠獲得較為理想化的控製品質⑴
3.3推進與持續改善對策
提升對失重秤的日常維護保養及保護性維護保養工作中,持續追蹤和剖析紀錄有關主要參數調整或調節後對失重秤輸出起伏的危害水平;另外,在生產製造、維護保養中持續歸納總結(即持續PDCA循環係統追蹤改動和健全)、健全失重秤日常維護保養協同維護保養、維護保養的關鍵、關鍵點,整理產生詳盡的失重秤日常維護保養內容、協同維護保養內容及其失重秤起伏緣故的清查步驟。保證 全套設備運作處在平穩最好工作狀況。最後使之考慮生產製造規定,降低起伏範疇,平穩了閃速爐的爐況、提升 閃速爐工作率⑶。
3.4執行實際效果
根據以上改進對策的執行,使失重秤操縱輸出的起伏範疇獲得了合理改進,提升 了失重秤給料量的可靠性,失重秤給料量起伏操縱在±8t/h之內。平穩了閃速爐的爐況、提升 閃速爐工作率。
4總結
危害失重秤係統軟件控製品質的要素也有許多 ,例如幹礦倉料位、螺旋式磨損等。不難看出,失重秤係統軟件控製品質提升全過程是一個自動化控製,牽涉到每個技術專業、各層麵的要素,僅有多方通力合作、緊密配合才可以獲得優良的實際效果⑷。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:電子秤傳感器常見故障
- 下一篇:化肥配料用定量給料機簡介
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器