谘詢電話
ENGLISH0755-88840386流體顆粒噸袋包裝機研製
發布時間:2020-08-27 15:57:36 |來源:網絡轉載
定量分析包裝是諸多工業化生產全過程的關鍵階段之一,伴隨著工業生產智能化水準的持續提升,定量分析包裝領域亦道別了傳統式的老舊方式,向著高精密、高速運行、很高的可靠性及高勞動效率的方位快速發展趨勢。在包裝領域,在我國全部加工工藝和技術性工作能力欠缺,發展趨勢處在顯著劣勢,電氣自動化水平和包裝工藝水準遠遠地落後於歐美國家。伴隨著客戶規定的持續提升及其海外技術性的持續引入,市場環境日漸猛烈,為考慮顧客和銷售市場的規定,因此設計方案了新式的CMZL1.0A型噸袋包裝機,並選用PLC操縱提升自動化技術水平。
1 噸袋包裝機的發展趨勢現況
據統計,當今噸袋包裝機大致分成以下幾種:
第一類:其稱重一般選用下稱重,這種型號的特性是體型小,但因為它的健身運動一部分設計方案在外殼的上方,重量傳感器在機器設備的下方,造成偏差非常容易受自然環境和人為因素的危害很大,掛袋時必須多的人另外實際操作,自動化技術水平不高。
第二類:選用上稱重和上提高。因為秤重傳感技術
第一類的基本上極大地提 高 了 種 物 料 的 稱 重 包 裝 規定。在原材料和加工工藝層麵,大家獲得了提升,機器設備運作中需 要 多 對 機 械 材 料 的 選 型 和製作工藝開展了嚴苛的操縱,現階段銷目前市麵上較多的是上 稱 量 以 滿 足 包 裝 機 快 速 、經常姿勢及其在一些領域中的型號技術性比較優秀和健全 。機器處在機器設備上方,在稱重的精密度,速率也人實際操作,容積很大。式噸袋包裝機,這款著客戶要求的持續提升及其海外技術性的持續引入,另外市場需求日漸猛烈,因而十分必須開發設計出一種體型小、低成本、自動化技術水平高且技術性優秀的塑料編織袋全自動包裝機以解決銷售市場。
第三類:在之前的型號上,開發設計了CMZL1.0型新式噸袋包裝機。該設備構造選用上稱重、鏈平板式運輸及其升降機臂式吊裝係統軟件,使構造更為緊湊型,機器設備的容積獲得大幅度的減少,稱重係統軟件中,把稱重設備設計方案為波動服務平台,重量傳感器承當的淨重較少,並且感應器坐落於機器設備的上方,不容易受自然環境和人為失誤危害,精密度也獲得極大地提升,另外對於舊型號需多的人實際操作的缺點,該設備完成了噸袋包裝機的一人實際操作,提升了噸袋包裝機的自動化技術水平。
2 CMZL1.0A型噸袋包裝機的原理
2.1噸袋包裝機的平麵圖(見圖1)
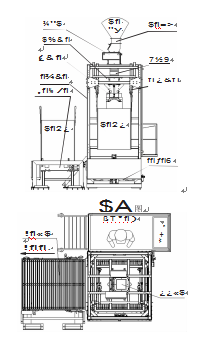
圖1CMZL1.0A型噸袋包裝機平麵圖
全自動包裝機機械設備設備關鍵由聲卡機架構件、進加料器構件、夾袋構件、掛袋構件、稱重構件、吊裝係統、升降機鏈板式輸送機、裝運鏈板式輸送機等幾部分構成。入料構件可選用多種多樣方法(隨意流動性、螺旋式)入料。
2.2 噸袋包裝機的生產流程
機器設備運行,當噸袋包裝機懸架下擺臂並攏的情況下,人力水果套袋,包裝袋套好以後人力打動萬向球電源開關,係統軟件會全自動夾持封袋,隨後開展入料和全自動稱重,從而吊裝係統軟件會升高托著包裝袋,直至開料進行和吊帶背心擺脫懸架鉤以後全自動降低,吊裝係統軟件降至最低值後傳動鏈條機運作,將裝好的包裝袋裝運到外段傳動鏈條機,最終用電動叉車扳開包裝袋子,到此,機器設備的一個循環係統結束。
3 噸袋包裝機各構件的設計方案
文章內容對噸袋包裝機的各係統軟件的原理多方麵表明。對早已完善的係統軟件已不作詳盡的詳細介紹,關鍵對吊裝係統軟件作詳盡的剖析。
3.1 進加料器構件、夾袋構件、稱重構件
該設備的進加料器構件和夾袋構件依然選用完善的進加料器係統軟件和夾袋係統軟件,進加料器選用速度入料的方法操縱秤重的精密度,夾袋構件依然是人力套好袋後打動萬向球電源開關,萬向球電源開關發信號後機器設備全自動夾持封袋。稱重構件選用一個波動服務平台,波動服務平台總體置放在重量傳感器內以完成秤重。
3.2 夾袋構件
對於過去噸袋包裝機規定多的人實際操作的缺點,在本機器設備中,新設計方案了一個下擺臂,讓掛袋的掛勾中有兩個能夠 晃動,在人力開展掛袋的情況下下擺臂回晃動到此外的2個下擺臂處,方便實際操作工作人員開展水果套袋。因為該構件的新式設計方案,讓噸袋包裝機的自動化技術水平得到大幅度的提升,從過去的多的人實際操作變成了單人實際操作。
3.3 傳動鏈條機
本機器設備中帶有2個傳動鏈條機,一個內段傳動鏈條機,一個外段輸送鏈板機。內段傳動鏈條機關鍵確保噸成袋結束以後的運輸,外段傳動鏈條機主要是用於裝運早已裝上的塑料編織袋,另外省時省力,讓全自動包裝機的高效率提升。
3.4頂升係統軟件
3.4.1吊裝設備框架圖(見圖3)
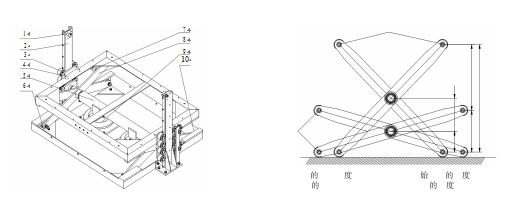
圖3吊裝設備框架圖
3.4.2 頂升係統軟件的原理
由圖3得知,下架構和上架構的4角都有一條導軌,升降機臂最先與主鉸軸根據滾動軸承聯接,在升降機臂的各端各配有一個走動輪,把走動輪安裝到預訂的左右架構導軌裏邊。而導軌立杆固定不動在下架構兩邊的管理中心部位,導軌立杆的兩邊都有4個動滑輪和一根滑軌,主鉸軸的下方聯接2個氣囊,在氣囊換氣後,主鉸軸便會伴隨著導軌立杆兩邊給出的路軌升高,進而推動升降機臂在預訂的路軌中升高,相反升降機臂下降,進而完成吊裝和降低的作用。
3.4.3 頂升係統軟件的特性
(1)吊裝係統軟件選用自動控製原理而不是液壓傳動係統,操縱了機器設備的成本費,更為有益於生產車間自然環境的管理方法,並且有利於操縱。
(2)吊裝係統軟件升降機臂的設計方案,能夠讓吊裝係統軟件的具體升高行程安排做到氣囊行程安排的二倍,靈活運用力學的基本原理,讓機器設備的構架更為緊湊型、美觀大方。
3.4.4 頂升係統軟件的基本原理測算
吊裝係統軟件的基本原理測算平麵圖(見圖4)。
由圖4得知,L2=2L1,L3=2(L1+L),H=L3
-L2=2(L1+L)-2L1=2L,由於H為已知的主要參數,那麼就可以明確出L的尺寸,進而選中氣囊。
4 整個設備自動控製係統基本原理
全自動包裝機全部運作周期時間包含下列兩步:手動式套
(夾)塑料編織袋→全自動去皮重→快入料→慢入料→稱重
圖4吊裝係統軟件基本原理測算平麵圖
校驗→塑料編織袋進袋。
起動全自動包裝機後,自動控製係統最先校檢稱重係統軟件及塑料編織袋的皮重,並將此淨重賠償給包裝設置淨重,以確保稱重的原材料淨重量不會受到稱重係統軟件及塑料編織袋皮重危害,總維持為客戶預設值。
自動控製係統校檢皮重後,輸出快入料數據信號給進加料器,使進加料器迅速入料,原材料以一個很大的總K8凯发登录入口注入塑料編織袋。這時控製板根據接受感應器數據信號,持續監控塑料編織袋淨重轉變,當進到塑料編織袋的原材料淨重貼近慢入料設定淨重時,係統軟件快入料數據信號變為慢入料數據信號,這時原材料以一個較小的總K8凯发登录入口注入塑料編織袋,以為了確保以較高的精密度操縱注入噸袋裏原材料的淨重。控製板根據係統軟件數學分析模型計算,能夠精確預測分析一個提前量,終止全部入料過程,促使噸袋裏原材料最後的淨重為客戶設置淨重,入料完畢之後係統軟件進入稱重校檢情況。開展稱重校檢的目地就取決於在速度入料均終止之後,係統軟件進一步確定進到噸袋裏的原材料淨重是不是在客戶的設置淨重偏差容許範疇之內,若在偏差範疇之內,塑料編織袋落在升降機鏈板式輸送機上。鏈板式輸送機姿勢並離去包裝工位。不然係統軟件警報,等候實際操作工作人員解決,實際操作工作人員交通事故結案之後,係統軟件再次運作。
塑料編織袋落在升降機鏈板式輸送機上。鏈板式輸送機姿勢並離去包裝工位。那樣係統軟件便完成了一個周期時間的實際操作。這時若實際操作工作人員設置為持續運行狀態,係統軟件將剛開始下一個周期時間的運作。
電機控製一部分由重量傳感器、稱重控製器、I/0接口板、繼電器、汽缸、限位開關等構成。電磁線圈或繼電器、汽缸是全自動包裝機裏放料等姿勢不可或缺的實行元器件,采用高品質的繼電器和汽缸,進一步提高了商品的可信性。
液壓控製係統型號選擇:
PLC自動控製係統設計方案的關鍵是plc梯形圖的設計方案,該布線是進行ZEN型可程序編程汽車繼電器與對機器設備全部外接感應器、主令元器件及自動控製原理實行繼電器的聯接。其路線簡易,安裝簡練,檢修便捷。另外在全自動包裝機的PLC(可編程控製器)的采用上采用了三菱的PLC控製板;重量傳感器是該機器設備的關鍵一部分,為了更好地掌握秤重入料的精密度,大家采用了托利多的SBS係列產品的重量傳感器。
5 結果
該設備經實驗認證,工作中速率獲得大幅度的提高,構造和結構設計比此前的噸袋包裝機擁有非常大水平的提升和改善,容積獲得了操縱,特性更為平穩、靠譜,安全係數好,高效率也獲得了大幅度的提高,構造簡易可用,非常好的解決了液體開料的操縱難題和運送難題。更完成了噸袋包裝機的單人實際操作,使噸袋包裝機的
自動化技術水平獲得了提升。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器