谘詢電話
ENGLISH0755-88840386純堿包裝機稱重係統改造
發布時間:2020-08-17 13:41:54 |來源:網絡轉載
我公司有4台93年國產小袋50kg全不鏽鋼純堿包裝機。經過長期使用逐步暴露出包裝速度慢、稱量不準等問題,嚴重影響包裝產品重量合格率,並波及到包裝生產正常運行,必須進行改造。
1包裝機結構及工作原理
1-1純堿包裝機結構
我公司使用的包裝機為一機雙秤淨重式雙螺旋給料整體封閉結構,主要有給料裝置、稱體、下料槽、夾袋裝置、稱重控製櫃及配套的吸塵裝置、傳輸帶和縫包機等構成。
給料裝置包括手輪螺旋插板、雙位進料執行機構、預給料倉及弧形門等。采用單弧形閘門結構。一秤各一根粗、細絞龍雙速下料,依靠物料自重下落至稱重鬥。秤體由稱重鬥及傳感器組成。控製櫃內有稱重控製器、PLC及電氣開關。
1-2工作原理
物料從儲料倉通過可調節手輪螺旋插板緩衝後流入給料裝置,稱重控製器發出信號,大小弧形門全部打開,粗、細絞龍同時運轉。稱重傳感器將秤鬥內物料重量轉換成電信號,發送給稱重控製器,當物料達到設定值時,關閉大弧形門,粗絞龍延時數秒預給料停止。當重量將要達到額定值時,關閉小弧形門,停細絞龍,餘下重量靠下落飛料補充上。待秤鬥穩定後控製器發出信號,秤鬥底門打開物料進入包裝袋。秤鬥底門自動關閉並開始下一次稱量。待物料全部落入包裝袋後夾袋器自行鬆開,包裝袋落入傳輸帶區進入縫包區。人工又將包裝袋套入下料口,撥動旁邊觸摸開關氣缸將袋口夾緊,又進入下一個工作循環。
每次稱量結束後,稱重控製器都要按設定程序自動清零,並判斷是否需要進行對實際重量進行補償,以保證重量在定值範圍內。
2稱重控製器存在的問題
純堿屬於粉料,粉料包裝機工作原理基本相同,當機械部分確定後一般不再改變,包裝重量合格率和包裝速度依靠稱重控製係統來調節,其中稱重控製器是包裝機的大腦和中樞神經。
這台純堿包裝機是93年開始使用的,隨機控製器是一塊廠家自製的簡易線路板,使用3~4年後,更換為專業廠家生產的稱重控製器。更換後的控製器已使用10餘年,一是電子元件老化,性能不穩定,零點隨溫度飄移;二是功能簡單,精密度不夠;三是防電磁幹擾能力差;而且廠家早已不生產。
3選用F701稱重控製器進行改造
結合生產實際狀況,我們最終選定UVIPOLSEF701稱重控製器來替換原有控製器。
3.1F701稱重控製器介紹
F7O1是一種具有良好的提升速度、精度、操控性、穩定性和可靠性的稱重控製器。它有一個全數碼前置校準控製板。高速的A/D轉換和高速的數字處理能力(100次/s),響應時差短,具有自檢和監視功能的CPU、ROM和間隔電路以保證自動稱量係統的可靠性。利用數碼技術,經過3次給料控製(我們隻選2次),順序稱量和排料控製,不斷變更落差的誤差自動修正,以達到稱量的更高的精度。對去皮和給料設定值的輸入采用專用鍵。通過功能鍵禁止的設定,可以禁止功能鍵的使用。2個零點,增幅調整範圍,根據傳感器的輸出,選擇2階段增蓋。
幾個主要技術指標:
精度:非直線型,不超滿量程的0.01%;
零點飄移,不超過0.2vv/°C;滿度漂移,不超過15ppm/°C;幹擾,不超過0.1pivp—p。
可設置濾波功能。能對電磁和機械振動等產生雜散幹擾波起到可調的多級數字濾波作用。
3.2F701控製器參數設置
安裝調試F701控製器過程中,既要發揮F701控製器的優越性能,又不能把一些參數設置太高和太多。否則響應時間就會加長,導致包裝機包裝速度變慢,達不到設備能力800包/h。所以在滿足重量合格率和包裝速度的前提下,對F701控製器幾個重要定值設定如下:當定量值為40.鶴*kg。包裝機用中、小投料形式。
- 1設定模式0
用於設置定量投料排出設定的模式。
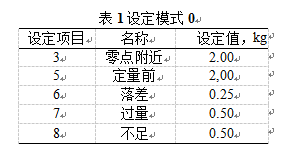
當稱量達到定量前38kg(40.00-2.00)時,關閉中投料(粗絞龍),餘下2kg量由小投料(細絞龍)填充。當接近重量設定值達到39.75kg時,關閉小閥門,停止小投料。其空中飛料(落差)定為0.25kg,最後達到40kg。過量和不足設定為0.5kg報警,人工給信號放袋。
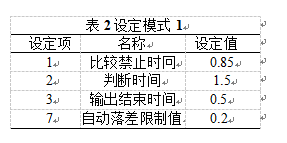
- 2設定模式1
是設置定量投料/排出控製的輸出信號和時序模式的參數。
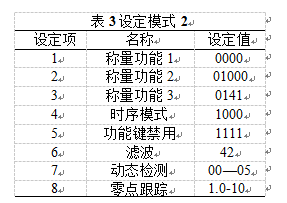
3.2.3設定模式2
用於調諧F701的顯示和內部功能的設定模式。
- 自動落差限製值是對每包的稱量誤差值進行限製,也就是相當每包產品出廠重量誤差在規定範圍內。如40.搗zokg,誤差在+0.2kg以內。根據實際要求設置。
- 對稱量功能3設定自動落差的修正,是有還是無,以及平均修正次數。設定0141,第1位“0”表示自動落差修正係數選為1。第2位“1”表示自動落差修正有。第3位“4”表示自動落差平均4包次要修正。第4位“1”表示數據去皮重ON。
- 濾波有數字濾波和模擬濾波。數字濾波是在內部平衡移動經過A/D變換後的數據,要抑上重量數值的雜亂,我們設定為“4”,表示數字濾波16次/秒。模擬濾波是對來自稱重傳感器的輸入信號去除幹擾成分,同時也對模擬信號進行平均化處理,用於穩定重量值的低通過率濾波,從2Hz、4Hz、6Hz及8Hz的4類截斷頻率中選擇,我們選擇2Hz。
4結語
4台利舊純堿包裝機稱重係統改造後,運行2年來性能穩定。包裝速度可以達到700-800包/h,F701稱重控製器在工廠電磁環境中運行正常,沒出現數據丟失、亂碼及死機現象。8台F701稱重控製器從無故障出現,完全滿足生產需要,此包裝機改造後受到維修工人和操作工人一致好評。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器