谘詢電話
ENGLISH0755-88840386包裝機送絲導路結構分析與設計
發布時間:2020-08-17 11:43:47 |來源:網絡轉載
大家在綁紮高溫或常溫下物件時,一般挑選手工作業或人力穿絲(帶)機械設備打捆機的半自動化的包裝方式。冶金工業廠礦企業對小盤股卷線上包裝工作時,標準十分極端,在溫度達到800T的盤卷下,釆用人力打捆機,包裝80~120盤/h,2名職工戴著麵具,應對盤卷(每盤務必對稱性打兩個結),在距盤卷流水作業不到0.5m的範疇內實際操作,溫度高,煙塵重,高效率低,勞動效率大,安全風險多,包裝品質差,達不上客戶規定。
因為當場打捆機規定速度更快,時間較短,姿勢經常,故對包裝機中核心技術之一的送絲導路,明確提出了很多難度很大的規定:全自動送絲、穿絲靠譜、迅速及時、全自動檢測、耐熱、抗衝擊等。包裝機中全部齒輪傳動和自動控製係統都和送絲導路關係。因而,送絲導路的設計方案尤為重要。
因此,從線纜包裝機送絲導路的基礎理論探導⑴下手,根據基礎理論測算,有效挑選導路樣子,送絲力尺寸,捆絲原材料、直徑、抗壓強度和彎曲剛度等,為送絲導路總體設計和全部包裝機係統軟件機、電、液的完成確立了基本。文中就送絲導路的姑構逬行了剖析和設計方案。
1送絲導路計劃方案產生及原理
包裝工藝線平麵布置圖見圖1(僅畫了一部分)。嚴格地說,包裝機線上打捆機是一個係統軟件,其內容包括了機電工程液機器設備共八台、套,各自布局在不一樣的地區,而打捆機則在如圖所示1所顯示部位。運送鏈上,盤卷間隔2~3M,連續的持續運輸,打捆機室內空間範疇窄小,規定速度更快,唯一能執行綁紮的地區如圖所示1中的黑影部分,最寛處約100毫米,人力打捆機在這裏開展,機械設備打捆機設在這裏比較有益。
圖1包裝工藝線平麵設計圖
Fig.1Theplanlayoutpictureofpackagingline
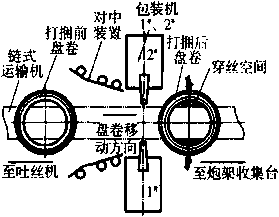
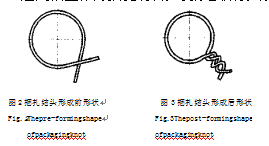
圖2、三分別為捆絲在綁紮結頭產生前、後的樣子。依據人體工學並效仿人力綁紮姿勢基本原理,引進機械手臂,選用全自動送絲,速度更快、時間較短、包裝性價比高,是替代人力打捆機的重要途徑。
采用細鐵絲做為綁紮原材料,可因地製宜,既環境保護又零汙染,低成本,耐熱,抗壓強度高,易收購等優勢,是別的原材料不可替代的。
送絲導路計劃方案從而而產生。
包裝機送絲導路原理見圖4。不在危害送絲暢順的前提條件下,充分考慮該點室內空間部位\,及其機器設備與運送鏈和盤卷等的幹預,將送絲導路按段逬行工作中。
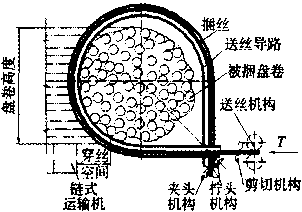
圖4送絲導路原理
Fig.4Workingtheoryofwireguidepassage
送絲組織5對綁紮細鐵絲1最後校直後,將其送進水準段、弧形段和豎直段中;當檢驗元器件檢測到絲頭時,馬上通告送絲組織終止正轉送絲,這時水準導路和豎直導路中的管道另外撤出;撤出結束,筒夾組織7夾持捆絲頭,幷命令送絲組織翻轉,捆絲撤出導路2的導槽並縮緊盤卷,轉停;擰頭組織6推逬卡緊捆絲頭、尾,裁切組織5弄斷絲尾,剪、夾組織校準,擰頭轉動,把捆絲扭緊,結頭如圖所示3所顯示•麻花”狀,校準;一個打捆機循環係統姿勢完畢。
2有關標準以及主要參數測算
2.1有關標準
見圖4。盤卷速率:0.lm/s;打捆機時間:<20s/捆;捆絲直徑:2.2導路主要參數測算
2.2.1最少送絲力
為保證捆絲能圓滿越過送絲導路(見圖16)中3n/2弧形段,應測算最少的送絲力r麗,它是挑選油馬達的根據之一。
假定捆絲進到弧形段後,在送絲力和導路摩阻的功效
(1)式中:P<,為壓杆失衡臨界值力;E/為抗彎剛度伊為管束指數』為壓杆失衡前的長短。
考慮到捆絲,在進到弧形導路後的摩阻F,得送絲力:
3P°+F (2)
設壓杆失衡臨界值力P.為逬入弧形導路的軸向力,並隨著全部導路長短,P«遭受導路的管束軸力轉變而轉變,假定捆絲為受斜向荷載功效的懸臂梁,則依據參考文獻[1]剖析、計算,得到導路弧形段,捆絲的反向軸力N(磨擦正壓力)為
"=f酒=⑶取摩擦阻力/=0.15,將(3)帶入上式得
F=fN (4)
=/x嘉務=°・15x5.54Pa=0.83Pa
將式(4)帶入式(2)中得
3P.+F=Pa+0.83P„=1.83Pa
從而得到的結果得知,越過送絲導路的最少送絲力,不可低於壓杆失衡臨界值力的1.83倍。若(1)式中E/=8x105Nmm2,,1=1.5,L=168毫米,Tmi„^227NO具體設計方案中取送絲力T=300No
2.2.2弧形段最少夾角和捆絲直徑
依據圖16所顯示,送絲導路的樣子要考慮打捆機加工工藝規定,務必設計方案成合閉曲線圖。將合閉曲線圖一分成三,逬、出入口導路各自為與正中間弧形導道路圓的切線的平行線段,由參考文獻[1]導出來的結果,
End
得知,當n=1/6時,捆絲做到塑性變形極限彎矩,這時相匹配的夾角P即是正中間弧形導道路夾角的最少規定值成訕。如取捆絲的彈性模具E=196GPa,抗拉強度q=235MPa,指數幾=1/6,設捆絲直徑d=3毫米帶入(5)式測算得~210mmo
由式(5)能夠看得出:正中間弧形導路段夾角與彈性模具和捆絲直徑正相關,與抗拉強度反比。越堅硬的原材料或越大的捆絲直徑,根據的夾角就越大,抗拉強度低的捆絲,夾角就小,故采用捆絲原材料為Q235淬火細鐵絲。
為確保捆絲,在暢順根據送絲導路的前提條件下,也要考慮包裝品質、起吊、運送等規定,捆絲直徑要建立。直徑很大,相對
的機器設備動力耗費大,構造規格大,淨重提升,生產加工難度係數大,成本費提升,也不利當場打捆機的窄小室內空間。直徑太1\,雖克服直徑大導致的不夠,但給起吊、運送帶來不便和安全風險難題。
將(5)式變換並帶入所述取非常值得
> 120-,/?^ "
=—電—=3毫米
即,捆絲的較大直徑務必操縱再用mm之內。具體設計方案中取弧形導道路夾角H=230Mm(能綁紮盤卷的較大高寬比400mm),捆絲直徑采用d=3毫米。
3導路結構特征
弧形導道路設計方案成在一定視角內晃動的轉臂lo為變橫截麵等抗壓強度懸臂梁構造,導路半徑規格由式(5)測算後取非常值得來,導路設計方案為幵口組成導槽,有益於捆絲的撤出和生產製造生產加工。轉臂打幵時,盤卷根據;合閉時,其球型頭頂部能插入圖1所顯示黑影處窄小室內空間而不會受到較為散亂盤卷阻礙,另外與其他雙臂連接,產生閉合回路。
豎直導道路(同水準導路,略)。
4結束語
送絲導路做為打捆機服務器的關鍵技術之一,其特性的好壞立即關聯到打捆機作用的充分發揮,在可靠性設計的基本上,盡量提升打捆機的可信性和考慮生產製造的適應能力。實踐經驗,釆用這種構造,可緩解淨重,降低整體規格,減少液壓傳動係統壓力,安全性、靠譜,檢修、安裝便捷,不錯的考慮了設計方案規定。送絲導路是一種新奇、獨創性的新式構造。根據試驗室樣品實驗和冶金工業廠礦企業的線上應用,可以考慮包裝品質規定,在姑構和加工工藝上稍稍改善就可以健全。它可在冶金工業、包裝、機械設備等工業生產行業做為一種新式構造一機械手臂應用。
捆絲經過送絲組織送出去後,逬入導路及導槽,打捆機作用的完成從始至終全是緊緊圍繞送絲導路開展的,因此,將導路分解為三段,各自進行分別作用。
水準導道路由水準管6和水準臂7構成。水準管設計方案成平行線段的中空管,完成往返穢動,外伸時,正確引導捆絲,圓滿進到水準臂,撤出後,有利於裁切和擰絲;水準臂的設計方案為軸力宜直線和銜接弧形段的幵口導槽,且固定不變,起著聯接水準管與轉臂的功能,為使穿絲暢順,其上設定了移動水準翻板8,它能管束捆絲,隻有從水準胃導槽體越過和隔住盤卷下的氧化皮落入,刮絲時,依靠縮緊力全自動翻幵,捆絲撤出。
文章來源於網絡轉載,侵刪
- 上一篇:包裝機撒料故障處理及生產維護
- 下一篇:包裝機新型疏IS係統的設計與應用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器