谘詢電話
ENGLISH0755-88840386包裝機撒料故障處理及生產維護
發布時間:2020-08-17 11:34:33 |來源:網絡轉載
1設備概況
燕化煉油廠三廢聯合處理裝置的硫磺包裝線采用哈爾濱某自動化公司的機組,型號為ZBML300/50型,包裝能力300包/h,對硫磺單元的正常運行有著重要作用。自投產以來包裝機多次出現撒料的故障,嚴重影響包裝線的正常生產。
2包裝機工作過程
包裝機的功能是:裝袋機將電子定量秤內放出的物料通過過渡料鬥裝入料袋並將料袋傳送到立袋輸送機上。
本包裝機設計了吹袋裝置,若裝袋時卡爪沒夾持住袋口或袋口沒有張開,吹袋裝置會及時將空袋吹走,裝袋機繼續下一次取袋、開袋操作。整體布置如圖lo
在包裝單元中,裝袋機工作過程中的動作較多,敘述如下(裝袋機的工作流程如圖2,翻門縮口裝置結構簡圖如圖3):
(D橫進氣缸動作將取袋開袋夾送裝置(小車)退到豎直空袋處,抱夾氣缸動作,雙側吸盤合攏將空袋夾緊並吸牢。
- 由橫進氣缸驅動取袋開袋夾送裝置,將空袋送到料門中心,夾袋氣缸動作,機械手立即夾緊袋口的兩個外角,機械手手指牙板上有檢測裝置,如果袋口未被夾住,則手指張開棄袋,如袋口被夾住,則進行下一個程序。
- 機械手夾緊料袋後,縮袋氣缸動作,兩機械手裝置向內縮口,同時抱夾氣缸動作,兩側吸盤分別吸住袋口兩側向外拉,將袋口打開,利用吸盤將空袋口打開,此時吸盤上的檢測裝置檢測袋口是否打開,如果袋口未被打開,則用
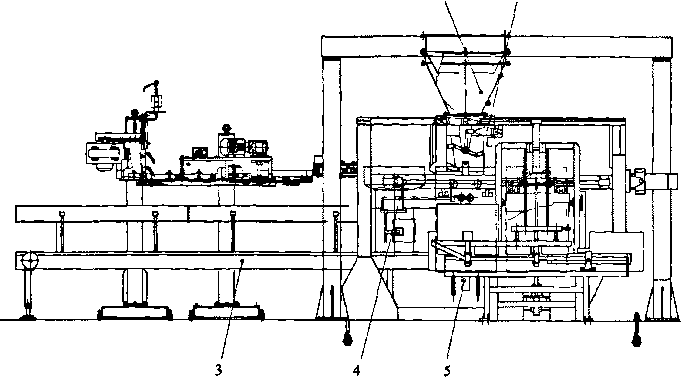
圖1
1一直料筒2-二次料門3—立袋輸送機4-翻門縮口裝置5—小車
壓縮空氣將此袋吹走;若袋口打開,料門氣虹動 ④吸盤打開袋口後,吸盤內真空立即撤消,
作,放料門打開並伸入袋口,電子秤翻門打開並由橫進氣紅驅動,將取袋開袋夾送裝置拉回投料。 到下一空袋的取袋處準備進行下一個取袋程序。
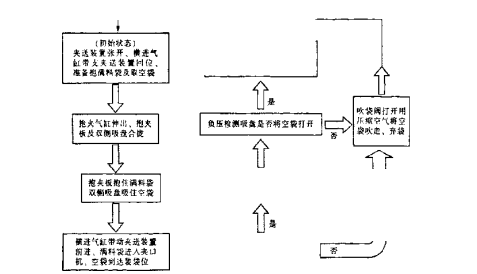
圖2裝袋機工作流程圖
- 裝好的料袋由立袋輸送機前部的月牙板墩實並托起到與輸送皮帶平齊,同時縮袋氣缸動作,機械手外擺手指張開回原位置。
- 在取袋開袋夾送裝置進行下一個夾送包裝袋的同時,與取袋開袋夾送裝置相連的抱板合攏後抱住料袋,將料袋傳送到輸送機的輸送皮帶上,至此,裝袋機完成了一個裝袋循環。
3故障分析及處理措施在生產過程中,包裝機撒料現象周期性出現。平穩運行一段時間.就會出現撒料現象。撒料成為影響硫磺包裝最嚴重的問題。
原因分析:包裝機撤料主要原因可歸納為:
- 真空度低;(2)真空或正壓參數設置與真空度配合不恰當;(3)機械配合不協調。
針對以上故障原因,對於包裝機撒料處理可按以下步驟進行:(1)檢査真空度。當真空度出現問題可依次檢查真空泵工作是否正常,電機及泵體是否有雜音,真空泵給水箱液位是否合適(沒過泵入口管線),冷卻水溫度是否正常。觀察真空檢測表。如果數值小於-70,說明真空泵工作正常。真空分液罐是否及時切液,真空電磁閥過濾器濾芯是否堵塞,電磁閥是否工作正常,真空管路是否出現斷裂等現象o(2)調節真空檢測表。真空檢測表一共2塊,一是取袋真空檢測表,一是開袋真空檢測表。與包裝機撒料相關的是開袋真空検測表,通常設置數值為P1:55-70;P2比円低10%。P1可視實際情況進行調節。當真空表檢測數值〉P1時,開袋吸盤開袋;當檢測數值<P2時,吹袋器吹袋。位於西側的是開袋正壓檢測表,正壓表由於儀表風壓力穩定,所以設定到固定值後不必進行調節。而且,正壓檢測表由於設定比較複雜,分為MPa、KPa和公斤力等多個單位。平時隻用MPa-個單位,其它幾個單位的設置,與MPa數值設置不同;所以要求班組不準更改正壓檢測表數值。(3)調節機械配合。包裝機撤料在機械方麵主要涉及到縮口、開袋和料門開合三個動作的配合。如圖3所示
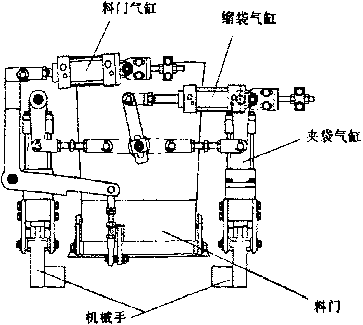
圖3鞘門縮口裝置結構簡圖
可通過調節氣缸給氣量的大小來調節氣缸動作的快慢,活塞杆伸出由前麵的開關控製,回收由後麵的開關控製。開關順時針旋轉則氣量變小,氣劇動作變慢;開關逆時針旋轉刪氣量變大,氣釘動作變快。可通過對上圖所示氣缸進行調節,調節器杠動作的快慢,使縮口.開袋和料門開合三個動作配合協調。
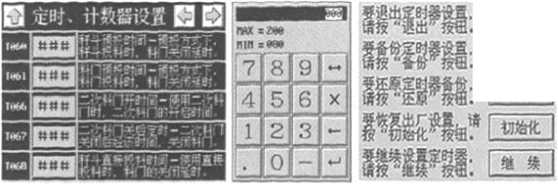
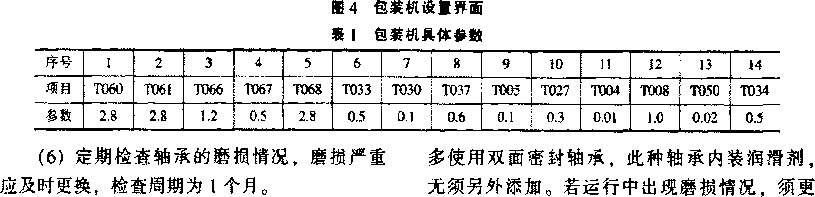
另外,可通過對TC值的修改來調節機械方麵的配合。TC值設定界麵如圖4(a)所示,操作員可以通過此界麵修改PLC內部與係統運行關係較為緊密的定時/計數器的設定值。畫麵中第一列為對應的定時器號;第二列為設置/顯示框,用於設定及顯示定時器的時間值;第三列是對定時器的進一步說明。
按照相應名稱上方的設置框會彈出如圖4(b)所示數字鍵盤。MAX-代表設定值的上限,MIN-代表設定值的下限,設定值在上限與下限之間才能被接受。輸入正確的數值後,按叵鍵保存並退回圖4(a)Hffi,如不想保存新值可按翻鍵退出。
畫麵圖4(a)頂端設有三個按鈕:其中囹囹按鈕用來前後翻頁,切換到更多定時器設置頁麵;按也按鈕將弾出如圖4(c)所示畫麵,右麵的按鈕可實現相應的功能,左麵的文字給出了相應按鈕的操作提示。為了減少誤操作帶來的影響,其中的“備份”、“還原”及“初始化”按鈕,均須持續按住1秒以上方可有效。包裝機TC值具體參數如表1。
4日常生產維護
包裝機是由機械部分、電氣係統和氣動、真空係統三大部分組成。撤料也是由三大係統中的一個或者同時出現問題造成。所以.日常生產維護保養要對三大係統同時進行。
4.1機械部分日常維護、保養田
- 每日巡回檢查鏈輪與鏈條的潤滑情況以及鏈輪與鏈條之閭齧合是否良好;
- 電機啟動、停止平穩,無異常噪聲;
- 螺栓等緊固件是否有鬆動;光電開關位置是否有移動;
- 光電開關的玻璃窗是否有灰塵,發現異常情況需及時解決;
- 定期檢查易損件的磨損情況*磨損嚴重應及時更換,檢查周期為1個月;

 為了保證設備的有效運行和延長使用壽命,設備維護人員一定要按潤滑手冊要求定期檢查設備的潤滑情況並定期清理和填加規定種類的潤滑劑。
為了保證設備的有效運行和延長使用壽命,設備維護人員一定要按潤滑手冊要求定期檢查設備的潤滑情況並定期清理和填加規定種類的潤滑劑。- 對於自潤滑處,一定要定期檢查其磨損程度,注意更換備件(如尼龍套),更換備件時’在其滑動麵上塗少量2#鋰基脂。
- 為了達到防塵效果,本生產線中設備換軸承。
- 裝袋機多為自潤滑件,注意檢査磨損程度,更換備件。
4.2電氣係統的維護、檢修
包裝機部分的電子元器件包括:控製櫃、變頻器、接線盒及光電開關等等。每一個電子元器件出問題都會導致整個包裝單元無法正常運行。電氣係統組成如圖5。
PLC(可編程控製器)
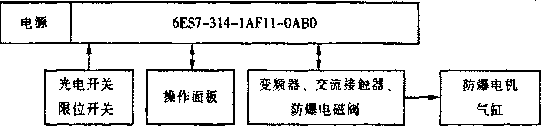
圖5包裝機電氣係統組成框圖
4.2.1係統維護
- 定期檢查交流及直流電源的電壓是否在規定的範圍內;
- 定期檢査控製櫃、接線盒的接線端子、設備的接地線是否鬆動;
- 定期檢査漏電保護器是否有效;
- 操作前檢査光電開關表麵是否清潔,接近開關是否鬆動;
- 操作前檢查操作盤上的按鈕開關和選擇開關是否靈活好用。
4.2.2電器係統檢修的一般方法
- 電機的檢修
電動機產生異常噪音、發熱,無法啟動、或異常停止等故障時,應按下列方法進行檢查:
- 檢查對應的電動機空氣開關是否因過載或短路而跳閘,如果是,査明原因,排除故障,然後將電動機空氣開關閉合;
- 檢查對應的交流接觸器是否發生故障,如果是,查明原因,排除故障或更換新的接觸器;
- 檢查各連接端子處接頭是否鬆動、斷開,電機電纜是否損壞,緊固鬆動的連接處、更換損壞的電纜;
- 檢查製動電機的製動器部分是否有雜物,傳動係統是否缺乏潤造,清理刹車片’潤滑傳動係統各部件;
- 當製動電機不能及時製動時,可調整電
動機傳動鏈條的鬆緊以及製動器的氣隙,檢査電機製動器控製回路的接線情況。
- 光電開關的檢修
直接反射式光電開關有效範圍內有物體時,其指示燈亮,這時如果光電開關設置成(或接線時直接選通)亮態動作(L0),則PLC對應的輸入點狀態為ON;如果光電開關設置(或接線時直接選通)成暗態動作(DO),則PLC對應的輸入點狀態為OFF;光電開關前沒有物體時,其指示燈及PLC對應輸入點的狀態與上述情況恰好相反。
如果光電開關本身的狀態指示燈或PLC對應輸入點的狀態異常,按下列方法進行檢查:
- 檢査光電開關的位置、方向是否正確;
- 檢査光電開關鏡頭表麵是否清潔,光電開關靈敏度是否適當;
- 檢査光電開關的動作設置(或接線選通)(L0或DO)是否有錯誤;
- 檢査光電開關的電源及信號線路,連接處是否鬆動脫落,信號電纜是否損壞,緊固鬆動的連接處,更換損壞的電纜。
- 接近開關的檢修
電感式接近開關當有金屬物體到達其作用範圍內時,其指示燈亮,同時PLC對應輸入點狀態為ON;反之其指示燈滅,PLC對應輸入點狀態為OFF。
磁感式接近開關與磁性氣缸配合使用,當氣缸活塞到達其作用範圍內時,其指示燈亮,同時PLC對應輸入點狀態為ON;反之其指示燈滅,PLC對應輸入點狀態為OFF。
如果接近開關本身的狀態指示燈或PLC對應輸入點的狀態異常,按下列方法進行檢査:
- 檢查電感式接近開關檢測的金屬物體或感應片運動到合適位置時是否與接近開關對正,金屬物體或感應片與接近開關的距離是否適當(正常距離應在5~8mm左右);
- 檢查磁感式接近開關安裝是否牢固,位置是否有偏移;
- 檢査接近開關的電源及信號線路,連接處是否鬆動脫落,信號電纜是否損壞,緊固鬆動的連接處,更換損壞的電纜。
4.3氣動、真空係統的維護、保養
維護內容如下:
- 檢查氣水分離過濾器中冷凝水的多少,沉積過多時應及時排放;
- 巡回檢査壓力表指示的空氣壓力是否正確,及時調整操作壓力;
- 巡回檢査各接頭處的連接是否牢固、是否漏氣,排氣噪音是否在規定的範圍內;
- 巡回檢査各氣缸的動作速度是否正確,氣缸密封墊處是否漏氣;
- 定期清理過濾器上的汙物,並將其清洗幹淨,清理周期為一個月;
- 每班檢査一次真空泵水箱內的過濾器是否有汙物,並保證水箱內水的清潔,若混入雜質,請及時更換箱內水;
- 檢査油霧器的滴油量及油色是否正常。
5小結
- 撒料是影響包裝機正常生產最為嚴重的問題,對於撒料的處理,要從機械、電子和氣動係統三方麵找原因進行處理。
- 包裝機的日常維護也要從三大係統著手,同時進行。通過日常維護及時消除故障隱患,降低故障率。減少或避免撒料故障的發生。
文章來源於網絡轉載,侵刪
- 上一篇:包裝機鋁箔紙緩衝器的風機控製裝置
- 下一篇:包裝機送絲導路結構分析與設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器