谘詢電話
ENGLISH0755-88840386YB45細支包裝機商標紙上膠壓輪自動清潔裝置研製
發布時間:2020-08-06 11:02:17 |來源:網絡轉載
國家煙草進出口貿易公司總部於1991年五月同西班牙某企業簽署了X2SC4350/PACK-OWSC煙草包裝機組的特有技術性轉讓合同,並將全套技術性交上海煙草工業生產鑄造廠獨家代理開展消化吸收、消化吸收、生產製造和市場銷售。該發電機組最大生產量為400/分,是中國八九十年代初國際性上認可的第一流掀蓋式硬盒煙草包裝機械設備。國內生產製造的型號規格為:ZB45型硬盒硬條包裝機。
2017年引入一台由YB45硬盒包裝機組更新改造而成的
5.4×84細支煙生產線設備用以生產製造細支煙商品,並於2020年宣布建成投產應用。該商品加工工藝選用前圓後方的包裝方式,因為商標紙規格型號的轉變,這就對商標紙運輸係統軟件有很大規定和改善。在加工過程中發覺機器設備還存有一些難題,如該型號的小盒子商標紙塗膠組織 造成的商標紙壓印、塗膠壓輥膠垢等難題不斷出現,使機器設備合理工作率較低,另外產品品質也遭受巨大危害。進一步觀查發覺當商標紙出現去除狀況時,塗膠壓輥仍然處在運行狀態,使點膠輪強力膠粘結到上膠壓輥上。那樣就需要對點膠輪、強力膠、塗膠壓輥組織 開展剖析,以明確該組織 在生產製造中是不是能考慮現階段商標紙運輸不遭受危害。假如不可以做到商標紙包裝工藝的規定和品質的可靠性,則要開展相對的改善和設計方案。
商標紙包裝工藝及原理
商標紙運輸生產流程
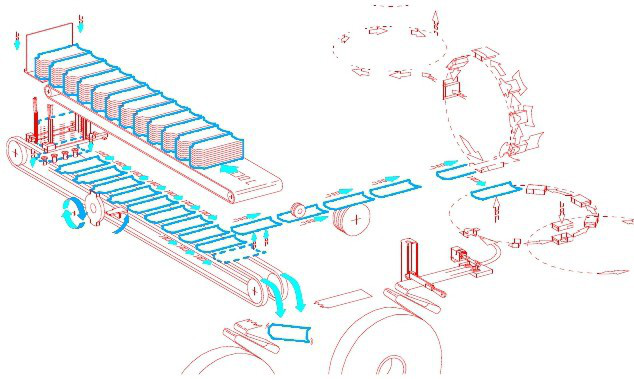
圖1商標紙運輸平麵圖
圖1為商標紙運輸平麵圖,商標紙層疊放到堆放輸送皮帶上,由堆放輸送皮帶向商標紙庫上邊運輸。豎直運輸器依據光電管的命令將商標紙送進紙庫,紙庫底端的商標紙吸紙器一張汲取商標紙,隨後放到橫著輸送皮帶的空模盒裏,由橫著輸送皮帶呈步進電機情況向豎向運輸安全通道運輸。商標紙運動至豎向運輸安全通道,由提高器提高後送入豎向運輸安全通道。
商標紙在進行輥輪的夾緊下往前運輸,當商標紙抵達塗膠設備時,根據塗膠設備的塗膠壓輥的工作壓力,驅使商標紙強製地將點膠輪表層粘附的天然乳膠”蹭走”,點膠輪對商標紙的非包裝印刷麵兩邊和正中間的上粘膠開展點膠,根據點膠輪和塗膠壓輥在轉動全過程的卡緊下進行商標紙塗膠,最終由加快運輸輥送到5號輪。
商標紙膠缸點膠輪及塗膠壓輥的原理
商標紙膠缸點膠輪的原理
小盒子商標紙膠缸上膠輪的旋轉是由服務器五號輪下邊齒輪箱輸出軸推動的。輸出軸根據連軸器推動連接軸上的一組錐齒輪,斜齒根據銜接傳動齒輪推動離合部件,離合部件推動齒輪軸推動膠缸塗膠輪旋轉。
當服務器關機時,汽缸工作中使離合鬆掉,膠主缸上膠輪終止旋轉。曆經一定延時後膠缸上膠輪驅動器電機工作中,驅動器膠缸上膠輪旋轉,以避免 膠缸上膠輪強力膠幹結。服務器運作時,小盒子商標紙膠缸離合校準和設備同步旋轉。
商標紙塗膠壓輥的原理
四個塗膠對襯壓輥固定不動在傳動齒輪套上,傳動齒輪套根據軸承安裝在凸輪軸上。由商標紙運輸係統軟件傳送驅動力根據傳動齒輪套推動對稱輪旋轉。
設備關機之後,凸輪軸一端的齒型擺臂在氣缸的功效下使凸輪軸轉動一定的視角,凸輪軸的轉動使對襯輪伸出,促使商標紙與點膠輪擺脫。
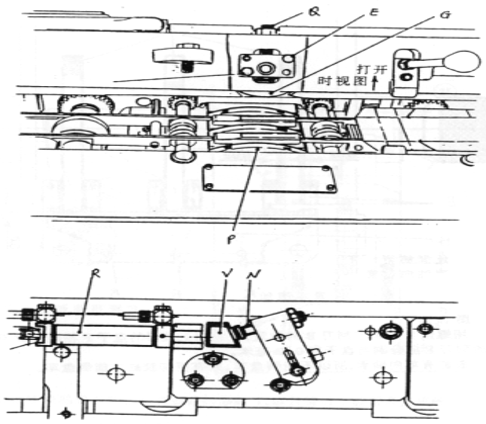
圖2塗膠壓輥原理及調節平麵圖
調節方式:鬆掉螺釘E後,用螺釘Q調節相匹配襯輪G,使點膠輪與上合模力壓輪平行麵,二輪中間的間距是一張商標紙的薄厚,根據調節螺釘N進行的。此項調節是在運行狀態N靠緊V時開展。(見圖2)
存在的問題及根本原因
存在的問題
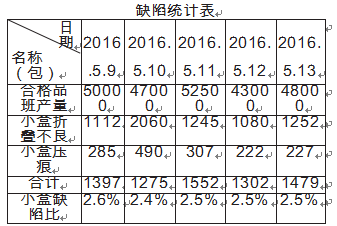
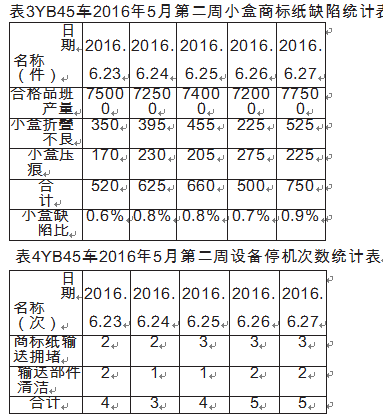
一切正常狀況下,商標紙點膠設備的點膠輪與塗膠壓輥需確保平行麵,中間的空隙應是0.3mm,此項調節決策商標紙點膠地區的一致性。若點膠輪膠水K8凯发登录入口過小,商標紙點膠不勻稱;若點膠輪強力膠過多,則強力膠非常容易被擠壓成型出去,當商標紙運輸全過程中必須去除時,塗膠壓輥組織 仍然處在運行狀態,使膠缸點膠輪粘膠黏接到上膠壓輥設備,導致了機器設備常見故障和品質缺點。根據統計分析YB45細支型包裝機機器設備運作中小盒子商標紙品質缺點發覺,均值每車次因小盒子缺點占比占2.5%。表1YB45細支包裝機車2017年五月第二周小盒子商標紙
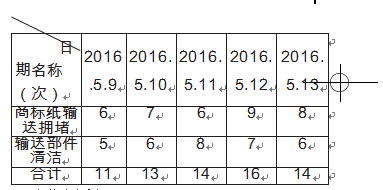
另外根據統計分析YB45細支包裝機機器設備在運作全過程中由於商標紙運輸導致的擁擠和對機器設備開展清理頻次開展統計分析發覺,均值每車次關機頻次為13.6次,依照每一次解決時間四分鍾計
算,每班次就導致關機時間55分鐘,導致很多關機時間。
表2改進版ZB45車2017年五月第二周機器設備關機頻次統計分析表
根本原因
根據以上難題獲知,產生商標紙塗膠壓輥設備膠垢緣故是因為商標紙點膠設備的點膠輪、強力膠、塗膠壓輥三者中間的關聯導致,下邊就所述好多個難題逐一開展剖析。
商標紙塗膠輪剖析
一般狀況下商標紙點膠輪與長刮橡膠板中間的間距為0.01mm,但因為細支煙機器設備的強力膠輪總寬僅為4mm,而每一個膠孔直徑為毫米,相對性於一切正常YB45包裝機膠缸點膠點直徑為1.5毫米降低了0.5毫米,在加工過程中假如依照規範調節,商標紙的膠水K8凯发登录入口過小,導致煙包黏接不穩固等品質缺點。以便確保商標紙點膠的一致性在具體調節時要將點膠輪與長刮橡膠板的空隙適度變大到0.02~0.03mm,以保證 商標紙包裝品質。
因為點膠量的增加,當出現商標紙去除時,塗膠壓輥處在運行狀態,使強力膠黏接到上膠壓輥上。因而,點膠輪膠孔直徑和調節長刮橡膠板與點膠輪的空隙,是危害點膠勻稱情況和點膠量的尺寸,導致塗膠壓輥膠垢和產品品質緣故之一。
膠水剖析
現階段,YB45細支型包裝機機器設備應用的黏接強力膠選用潤和HR1609013型接裝膠,這類強力膠歸屬於髙速接裝膠具備優良的初粘性、優良的流通性、上膠量平穩、容易清洗等特性。而在機器設備原始調節環節應用的是一般接裝機具備高粘性、迅速幹固特性,因為點膠孔降低0.5毫米在點膠輪旋轉的全過程中強力膠無法徹底進到到點膠輪上膠孔內狀況,另外強力膠迅速幹固導致機器設備運作時使商標紙點膠不詳細。
因而,在加工過程中因為髙速接裝膠的初黏性低,當強力膠輪轉動時,在向心力的功效下能使少量的強力膠甩出來,粘結到壓輥上。在機器設備長期的運作下,使上膠壓輥造成膠垢,對商標紙的運輸導致危害。(見圖3)
塗膠壓輥剖析
YB45細支型包裝機機器設備選用前圓後方的包裝工藝,因為國內生產製造的GDX2機器設備的塗膠壓輥正中間存有凹痕位置,商標紙與點膠輪不可以充分觸碰,造成 商標紙塗膠不勻稱;另一方麵,當商標紙根據壓輥與點膠輪中間時,因壓輥相互作用力不穩定,非常容易造成 商標紙在壓輥的凹痕部拱起,促使商標紙沒法觸碰到上膠輪,造成塗膠不勻稱。因而,YB45細支型包裝機商標紙塗膠壓輥設備則選用平麵圖光潔構造,該組織 相對凹形壓輥組織 有迎合詳細,確保了塗膠的品質的特性,且能防止出現商標紙在圓弧處拱起使商標紙點膠不勻稱狀況。
在加工過程中選用平麵圖光潔構造運作時發覺,假如將上膠壓輥和點膠輪的空隙調小,從而做到擴大上膠量的目地,但那樣更會加速塗膠壓輥膠垢的造成,使上膠壓輥上的強力膠又反方向粘結到商標紙上,導致商標紙壓印、運輸不穩定及擁
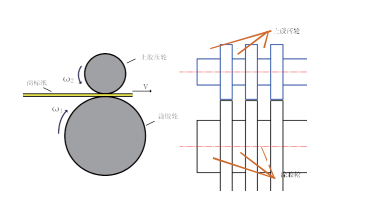
圖3小盒子商標紙塗膠設備的點膠平麵圖
堵、運輸安全通道膠垢、伸縮欠佳、清理塗膠壓輥膠垢環境衛生經常等常見故障和品質缺點。選用調高空隙的方式的確能夠降低塗膠壓輥膠垢的造成,那樣會使商標紙點膠不勻稱或是塗不了強力膠,導致煙包黏接不穩固等品質缺點。
因而,當商標紙出現去除狀況時,商標紙點膠組織 仍然處於運行狀態,導致塗膠壓輥膠垢在於強力膠的流變性特點、膠缸長刮橡膠板調整水平及其塗膠壓輥與商標紙觸碰總麵積和接觸壓力相關。
改進措施明確和執行
根據以上根本原因,找到導致塗膠壓輥造成膠垢的緣故。綜合性YB45細支型包裝機的包裝特性,塗膠壓輥造成膠垢是難以避免的難題。若想從新設計方案該組織 的對零件實用性、接裝膠的適用範圍、機器設備的可維修性會明確提出高些的規定。因而,不在毀壞原來機器設備零件和構造的基本上研發商標紙塗膠壓輥全自動清理設備。防止再次設計方案該組織 導致的昂貴花費。
改進措施明確
根據對該組織 的基本原理剖析和構造科學研究,秉著適用範圍、可信性、合理性、目的性、便利性的標準設計方案該清理設備。
設計理念:依據商標紙運輸門邊保護罩右邊的2個螺絲孔,恰好與塗膠壓輥處在一個平行麵部位,為此為支點設計一個U型橡膠支座,橡膠支座的外側邊設計方案2個主題活動擺杆根據連接軸與橡膠支座聯接。清理輪根據驅動軸與滾動軸承聯接安裝在主題活動擺杆的頂端。成為膠壓輪組織 點膠麵旋轉時與清理輪觸碰,運用物件觸碰磨擦基本原理反方向旋轉使上膠壓輥強力膠粘結到清理輪上,具有清理功效。
改進措施執行
U型橡膠支座構件設計方案
橡膠支座兩邊U型間距是依據塗膠壓輥的總寬測算獲得。以便使橡膠支座能開展上下方位的運動強度,在固定不動內孔設計方案成一個8mm長孔,且頂部根據2個M4的螺紋孔用以固定不動連接軸應用。橡膠支座正中間突顯一部分是為聯接杆上的螺絲具有精準定位功效。
主題活動擺杆構件設計方案
主題活動擺杆關鍵具有聯接和支撐點的功效,關鍵由擺杆、聯接杆、軸、U型架、環形搖杆、軸銷和蓋、軸承壓塊、螺母和彈簧構件構成。在其中聯接杆的功效是將2個主題活動擺杆聯接在一起當擺杆晃動時具有同步功效,另外在聯接杆管理中心位置上設計方案一個螺紋孔根據調節螺絲與橡膠支座定位板的間距,完成清理輪和塗膠壓輥的縮小總麵積。
為使清理輪在拆換時迅速和方便快捷,將主題活動擺杆設計方案成分體式構造。一切正常工作中時,U型架根據軸安裝在主題活動擺杆上,其內部根據彈簧使螺母壓在滾動軸承壓塊上,與主題活動擺杆處在合閉情況,主題活動擺杆上設計方案有一個滾動軸承槽用以支撐點清理輪及旋轉。
清理設備設計方案
清理設備分成兩一部分構成,清理輪和驅動軸構成。根據清理輪對吸咐、耐磨損等工作標準選用生化棉做為清理原材料。生化棉一般由甲基丙烯酸酯、聚脂構成,相比於濾棉有延展性好、不容易損壞、孔大、鬆散有利於吸咐黏劑、便於清理等特性。驅動軸選用中空米狀設計方案,目地是以便可以具有減脂功效,將該構件選用金屬材質防止在清理時鏽蝕。驅動軸直徑與清理輪內徑根據過渡配合固定不動在驅動軸上,軸的兩邊安裝有兩個6001RS滾動軸承並安裝在主題活動擺杆的滾動軸承槽體。當清理輪應用較為髒時充分考慮不危害清理實際效果,將該構件設計方案2個有利於拆換。

清理設備應用與拆卸
當清理輪必須拆換時,根據帶動環形搖杆推動螺母往上挪動來客服彈簧的能量,另外往右邊挪動U型架離去滾動軸承鋼削。滾動軸承鋼削與主題活動擺杆的左方根據驅動軸來聯接,用力往左邊挪動滾動軸承鋼削就可以使其與滾動軸承分離取下清理輪,將預留清理輪安裝上能夠再次工作中,具有迅速拆換的功效。在加工過程中,依據清理輪應用狀況調節聯接杆螺絲與定位板的間距,使清理輪與塗膠壓輥觸碰時的縮小量調節到2~4mm,那樣能夠既能提升清理輪使用期,又能確保塗膠壓輥與清理輪有充足的表麵推動清理設備旋轉,具有清理功效。
設計效果認證
商標紙塗膠壓輥全自動清理設備於2017年6月份在YB45細支包裝機上安裝應用(見圖16),根據運作每一個車次依據點膠量尺寸預估能夠跟換2~3次。對改善前2017年五月與改善後2017年6月出現小盒子商標紙品質缺點數和常見故障關機頻次開展比照。(見表3和表4)
統計分析數據顯示,塗膠壓輥全自動清理設備研製後生產製造出去的常見故障和品質缺點比由原來2.5%減少到現在的0.7%,機器設備關機次數由原來13.6次減少如今的4.2次,常見故障關機時間顯著降低,且更新改造後的零部件運作平穩、靠譜。到迄今為止,塗膠壓輥組織 沒有出現損壞狀況,在機器設備運作中,產品品質也做到了大家的預期效果。
結語
根據對YB45細支型商標紙塗膠設備的的技術性改善,合理的降低了原來的塗膠壓輥設備造成 的商標紙常見故障和品質缺點,從節約了檢修時間和檢修花費。改善小投資,既保證了保障有力,又做到節省節能降耗的目地。而且在此次技術性改善中,提升了科技創新精神實質,另外對怎樣節約成本提高效益,提升產品品質擴寬了構思。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器