谘詢電話
ENGLISH0755-88840386半自動粉狀PVC包裝機控製係統的改造
發布時間:2020-08-04 10:54:54 |來源:網絡轉載
沈陽某有限責任公司二十世紀八十年代中後期從日本國鍾淵企業引入第1條PVC生產流水線,距今30多年,在其中半自動粉狀PVC包裝機因控製係統老化,常見故障高發,立即危害生產製造,因此要對該包裝機控製係統實施更新改造。根據剖析包裝機工作內容,設計方案了一種好用的控製係統。曆經兩年的應用,半自動PVC包裝機可以穩定運作,既考慮了實際操作規定,又提升了生產量和包裝品質,減少了產品成本,產生了一定的經濟收益。
1半自動包裝機的工作內容
半自動包裝機工作內容包含水果套袋、起動、全自動給料機、全自動稱料、全自動終止等。具體步驟是人力將包裝袋子套在包裝機岀料嘴邊,起動包裝機,在起動包裝機的另外開始自動稱重,當包裝品質做到預設值20kg時,包裝機全自動終止添充,人力將料包卸掉,提前準備下一袋包裝。
2包裝機控製係統更新改造內容
半自動粉狀PVC包裝機除了必須開展自動稱重外,還必須對稱性重開展監管,當包裝的PVC顆粒料做到一定品質時終止添充,因此必須一個控製板來完成此實際操作,那樣就必須PLC(可程序編程控製板)與配料控製器相互配合。另外,在PLC工作中時也要配上工業觸摸屏多方麵監管,才可以完成其工作標準。根據對PLC和配料控製器控製係統的再次設計方案,完成了包裝機控製係統的提升更新改造。
2.1PLC的型號選擇
在包裝機控製係統設計過程中,充分考慮包裝當場自然環境影響大,必須24小時經常工作中,而PLC外觀精巧,控製力強,程序編寫簡易,可信性強,因此選擇其做為主控製板。采用了日本國OMRON企業生產製造的CPM2係列產品PLC,其優勢是執行速度更快,抗幹擾性強,其釆用380V溝通交流供電係統。
2.2配料控製器的型號選擇
為確保稱重的精確性,完成稱重的可操控性,采用了珠海市某有限責任公司生產製造的CB920配料控製器。該控製板選用優秀的SMT技術性,出示了豐富多彩的計算機指令,外觀設計精巧,方便使用,功能齊全,有迅速的響應速度,可以考慮智能化生產流水線對速率的規定;此外,它還具備RS232/RS485通信接口,可開展多一點或長距離通信,包裝全過程中可完成全自動削皮,過添充自動控製係統等作用;而且該控製板I/O控製模塊為終斷式操縱,輸入、輸出可所有完成光學防護,有強力的調料作用和抗幹擾性,非常是其調料作用非常好地考慮了更新改造的要求。
2.3對PLC及配料控製器的硬件開發
包裝機控製係統係統配置包含PLCI/O模塊,其由人機對戰操作麵板(觸摸顯示屏、按鍵、顯示燈等)、稱重控製器、電動執行機構(繼電器、汽缸等)、感應器(限位開關、稱重儀等)等構成,見圖1。
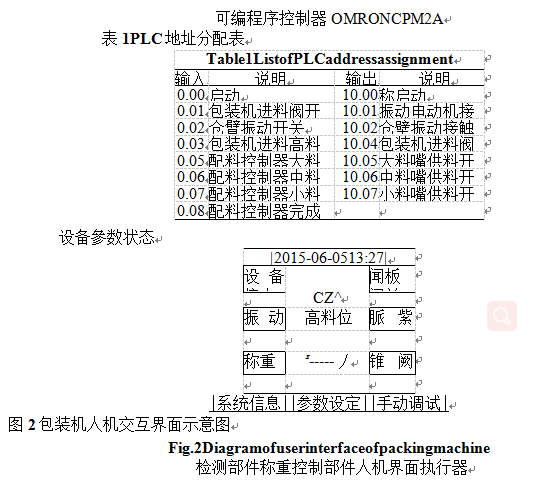
圖1包裝機控製係統係統配置圖
最先分辨包裝料鬥內的料位,若料位為低,則錐半自動粉狀PVC包裝機工作內容由起動、脹袋、添充、終止、料鬥給料機等構成。包裝機起動前的入料全過程中,PVC顆粒料易在入料臂堆積,因此需要在入料臂上配備震動設備,在給包裝料鬥入料全過程中
倉臂震動器起動。在包裝添充全過程中,第1次檢驗品質為18.5kg時,配料控製器向PLC輸出終止八角茴香嘴添充數據信號;第2次檢驗品質做到19.5kg時,配料控製器向PLC輸出終止中料嘴添充數據信號;第3次檢驗品質做到19.9kg時終止添充;抵達19.9kg時候有一定量的過添充,確保了每袋品質為20kg。
2.4包裝機控製係統的軟件開發
包裝機控製係統的手機軟件一部分由人機交互技術頁麵(觸摸顯示屏)和PLC兩一部分構成,觸摸顯示屏根據RS232與PLC通信。人機交互技術頁麵能夠 設置PLC內部的時間控製器,能夠 觀察入料閥的電源開關、脹緊閥的電源開關、錐閥的電源開關及其對閘閥的手動式調節情況等。。
PLC詳細地址分配表見表1,人機交互技術頁麵平麵圖見圖2。
閥打開向包裝料鬥投料,直至高料位信號指示燈亮,傳出高料位警報標示;若包裝料鬥內PVC顆粒料早已為高料位,即高料位報警係統早已發岀,則機器設備起動,脹緊閥打開,剛開始向包裝袋子中添充顆粒料,配料控製器曆經3次操縱抵達20kg後,秤重完畢,見圖3。
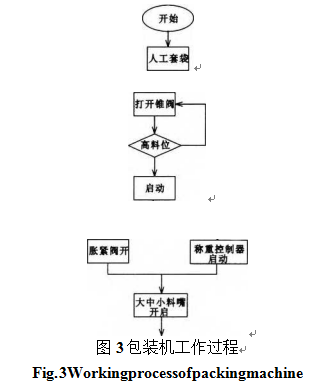
圖3包裝機工作中全過程
Fig.3Workingprocessofpackingmachine
性賠償元器件,提升了管路對自然環境溫度差和阻尼振動的承受力。③增加補償器在樓房上邊1米處,維修便捷,防止了高空作業,降低了安全風險。
2.2氯化鈣管路易結晶體阻塞,對閘閥開展更新改造
陝北冬天氣侯嚴寒,氯化鈣在溫度較低的自然環境中很容易結晶體,一旦氯化鈣在管路內結晶體,就必須泊車清除。小結過去工作經驗,依據生產製造具體,開展了下列技改項目:將好幾處氯化鈣管路的逆止閥挪到挨近主管道約100毫米處。更新改造後,流動性的熱水溶液可傳熱至逆止閥與流動性管路中間的長節,長節再未出現結晶體阻塞;管路無需時將氯化鈣溶液放淨並清理,再未因存在不流動性氯化鈣溶液而結晶體阻塞。
2.3係統運作不穩定,對蒸氣凝結水管開展更新改造
工作壓力或溫度大幅度轉變是導致係統軟件泄露的關鍵緣故之一。更新改造前,脫吸係統軟件蒸氣凝結水並入蒸氣凝結水主管,經常會出現主管內凝結水過多且總K8凯发登录入口不穩定,若凝結水不立即排汙,會造成脫吸塔重沸器蒸氣工作壓力、總K8凯发登录入口起伏很大,比較嚴重危害係統軟件的平穩運作,對機器設備、管路導致致命性的危害。對於這一難題,將蒸氣凝結水管改成單獨管道。更新改造後,重沸器蒸氣工作壓力、總K8凯发登录入口很平穩,係統軟件運作穩定,降低了重沸器以及他機器設備管路的泄露三。
2.4多效熱交換器易泄露,對其開展更新改造
駕車至今,數次出現多效熱交換器泄露,迫不得已泊車維修且維修艱難,因此給多效熱交換器提升了1條旁通。若多效熱交換器泄露比較嚴重,就轉換至旁通管路,開展維修,維修結束後再切回多效熱交換器.防止了泊車維修,大幅度降低了維修成本費,緩解了廢酸市場銷售工作壓力。2.5係統憋壓,對二級冷卻塔開展加工工藝改善
因為北元化工隻有1台二級冷卻塔,製冷物質為-26W冷藏食鹽水,長期運作後超低溫氯化氫與水就會產生HC1-nH2O乳狀物阻塞二級冷卻塔,可能會導致憋壓。因而開展了以下改善:每三天關掉1次二級冷卻塔智能回水,解凍1次,待二級冷卻塔溫度升高。
2.5配料控製器與PLC的相互配合
配料控製器對稱性重數據信號具備操縱功效。配料控製器接受到起動數據信號後開始工作,其COARSE、FINE、M43個端口號另外向PLC傳出上拉電阻數據信號,PLC向3個添料嘴電動執行器傳出上拉電阻數據信號,大中小料嘴另外向包裝袋子中添充顆粒料,當達到包裝預設值時,稱重控製器COARSE、FINE、M4輸出低電頻,DISCHARGE接線端子向PLC輸出上拉電阻數據信號,稱至。P之上且升高速率較快時為解凍結束。實踐經驗,更新改造實際效果非常好,再未出現因二級冷卻塔阻塞而造成的係統軟件憋壓。
2.6氯化鈣循環水泵不可以預留,拆換預留泵
改善以前,氯化鈣循環水泵有2台,A泵(距泵出入口主管很遠的泵)、B泵(距泵出入口主管較近)按時轉換應用,避免 泵不可以預留。曾一度產生以下狀況:應用B泵且B泵出現常見故障時,提前準備轉換至A泵,A泵卻因出入口管路結晶體阻塞不可以預留,迫不得已停車。其緣故是超低溫自然環境下,A泵出入口閘閥和出入口主管中間管路較長,氯化鈣長期不流動性易結晶體阻塞,造成A泵常常不可以一切正常投入使用。因此開展了以下改善:①長期性應用A泵,將B泵做為預留泵;②B泵按時試運1次,確保能一切正常運行;③B泵試運之後關掉進岀口閘閥、常對外開放淨閥,放走水溶液並清理。改善以後,再未出現氯化鈣循環水泵不可以預留的難題,確保了係統軟件的長期性平穩運作。
3結束語
北元化工對於廢硫酸脫吸設備易泄露、易結晶體阻塞、運作不穩定等一係列生產製造難題,對脫吸塔出入口管路、氯化鈣管路中的閘閥、蒸氣凝結水管、多效熱交換器、二級冷卻塔等開展了技改項目,徹底消除了硫酸脫吸係統軟件泄露經常、結晶體阻塞經常、維修經常、泊車經常的困局,完成了長周期、持續穩定運作。第1期設備和第二期設備2套硫酸脫吸設備共能為氯乙烯生成係統軟件出示2200M3/h氯化氫,大幅度減少了產品成本,緩解了廢硫酸市場銷售工作壓力,為氯乙烯生成係統軟件超負荷、長周期運作出示了確保。
3結束語
再次設計方案後的粉狀pvc包裝機控製係統實際操作便捷,返修率較以前減少93%,包裝速率提升到180袋/h,提升了包裝速率和包裝品質。包裝規格型號為20kg/袋,包裝偏差精確操縱在±40g,表明包裝機控製係統釆用PLC與配料控製器相互配合的方式是行得通且靠譜的。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器