谘詢電話
ENGLISH0755-88840386ZB45型香煙包裝機鋁箔紙負壓輸送組件的改進
發布時間:2020-08-04 10:45:22 |來源:網絡轉載
1ZB45包裝機鋁箔紙運輸基本原理
安裝在紙圈架的軸上鋁箔紙卷盤,曆經進行輥運輸,最先曆經印壓輥對鋁箔紙開展壓紋。隨後曆經送紙輥,使鋁箔紙由上而下的被送進壓印送紙輥對,壓出來平行線劃痕,有利於往下運輸。當被壓印的鋁箔紙曆經切紙刀輥後,就被裁剪成定長的一張鋁箔紙。輸送皮帶根據吸附力把打印紙張吸咐住,並傳輸至包裝精準定位標準。
2鋁箔紙運輸常見故障的根本原因
2.1常見問題
ZB45在生產製造中,經常會出現的常見故障是,裁剪後的鋁箔紙運輸降落時,其在運輸安全通道內造成阻塞,傾斜等。鋁箔紙的阻塞都是導致關機、去除。鋁箔紙傾斜還會繼續導致煙包包裹欠佳、露煙等品質缺點。這種常見故障促使機器設備的關機率高、原料采購耗費大。
2.2常見故障根本原因
被吸附在進風槽體導致阻塞,進而使兩邊進風的吸附力減少和不勻,鋁箔紙運輸時非常容易傾斜或阻塞。
(2)依據原構件在具體工作環境下易導致阻塞的設計方案不夠,現明確提出改造方案:把原3毫米的負壓力通風口擴張為6毫米的孔,再在原進風槽的基本上,將寬3毫米的槽銑成寬6毫米,深1.5毫米改為深3毫米,如圖所示一所顯示。目地是擴張進風槽的容量,使進風槽的容屑室內空間增大。那樣吸出風口就不易阻塞,增加了進風槽的清除周期時間。
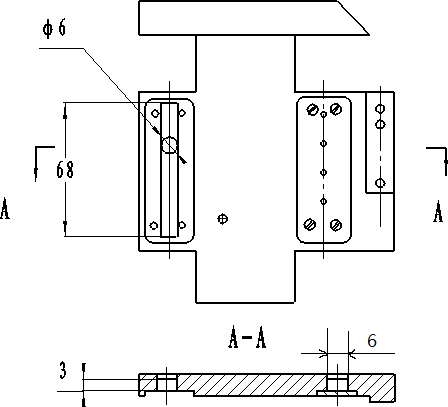
圖1負壓進風槽更新改造後規格平麵圖
4更新改造後機器設備運行情況
依據之上剖析論述,最先對生產車間的3#包裝機開展了更新改造,更新改造後對其開展追蹤觀察,個人所得數據信息如下表所顯示:
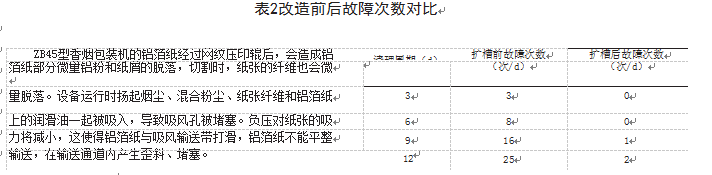
表2更新改造前後左右常見故障頻次比照
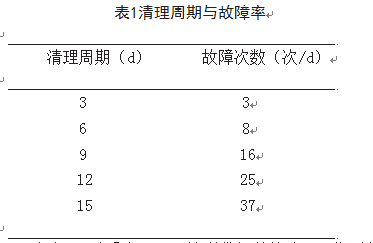
由表1能夠 看得出,進風輸送皮帶部件的清除周期時間對鋁箔紙運輸返修率的危害,清除周期時間越少,返修率越低。說明進風輸送皮帶部件的清理是否對鋁箔紙的一切正常運輸有很大的危害。
3進風槽的改進措施
(1)更新改造前負壓力進風部件的具體規格為,進風槽總寬為3毫米,深度為1.5毫米。進風槽後蓋板的進風孔直徑為3mm。在具體工作環境下,當煙塵很大時,在負壓力的功效下,煙塵就非常容易從表2的比照能夠 看得出,在1~15工作日之內,每一個車次的返修率都是很低的,也基礎沒有發覺露煙的狀況,做到了預估的更新改造實際效果。因為本次更新改造實際效果比較理想,因此 生產車間對別的機器設備也開展了同樣的更新改造。
5改善實際效果及營銷推廣
執行所述的更新改造對策後,曆經在3#包裝機上曆時兩月的運作認證,根據數據對比,做到了預估的提升生產效率、減少原料采購的耗費的目地,實際效果比較理想,確認該更新改造是取得成功的。因此 生產車間對別的的硬盒包裝機也開展了同樣的更新改造。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器