谘詢電話
ENGLISH0755-88840386包裝機散包檢測係統
發布時間:2020-08-03 11:09:29 |來源:網絡轉載
1難題的明確提出及誘因
包裝機是現階段煙草的流行包裝機種,運作全過程中成型小盒子以>400包/min的速率進到全透明包裝工藝流程,透明紙在數控衝床中包裹住小盒子,經電烙鐵加溫進到輸出安全通道開展二次加溫美容護膚,合格品進到下道工藝過程。因為GD、DT等包裝機的盒外全透明包裝紙盒程序流程隻設計方案有外透明紙有沒有檢測,加工過程中存有盒卷煙缺透明紙、透明紙偏位、爛透明紙沒法檢測等難題,危害盒煙包裝品質(圖一)

圖1盒煙散包品質缺點
產生散包關鍵有兩個影響因素。①透明紙本身品質緣故:因為原料采購由好幾家經銷商出示,倉儲物流時間不一,造成 透明紙靜電感應量沒法維持同一性。②機械設備調節緣故:如各傳輸輪支撐力調整不一,打印紙張在運輸全過程中遭受軸向力的危害而正中間凸起,維持此情況開展包裝時,將造成打印紙張出現皺褶。
2兩種高靈敏全透明包裝袋檢測方式比照
2.1機器視覺技術方式
根據機器視覺技術商品(即圖象攝入設備,分CMOS和CCD二種)將被攝入總體目標轉化成圖象數據信號,傳輸給專用型的圖象處理係統,依據清晰度分布和色度、色調等信息內容,轉化成模擬信號;圖象係統對這種數據信號開展各種各樣計算來提取總體目標的特點,從而依據辨別的結果來操縱當場的機器設備姿勢。該方式價格比較貴,可持續性差。
取速率的方法與ODVA方式下一樣,載入電K8凯发登录入口的程序流程見圖8,電K8凯发登录入口的TAG名叫DIANLIU。
4結語
運用DeviceNet網係統總線操縱後,明顯提升了DanfossFC302軟啟動器操縱的協調能力,並且可監控、操縱大量的全過程主要參數,應用
2.2光纖線檢測方式
依靠流明值變換的工作電壓或電K8凯发登录入口數據信號開展放大,輔助與機電工程邏輯或程序結構對兩麵透明紙散包、發皺等一些損壞煙草開展精準檢測。辨別包包煙的外界塑料薄膜紙的平麵度是不是標準來分辨煙包是不是散包,從而作出相對的解決。若出現包裝出現異常的包包煙(透明紙突起、透明紙伸縮、透明紙張口等),感應器便會傳出散包數據信號,由PLC測算挪動數據信號後在廢料煙包去除口將不合格品去除。該方式性價比高較高,適用工業生產自然環境。
3方案設計及基本原理
3.1檢測設備
采用光電傳感器做為檢測元器件,可完成非接觸測量、融入各種各樣極端自然環境下應用且應用簡單。檢測設備包含一組紅外對射式光電傳感器和一個可編程邏輯控製板PLC。在盒透明紙包裝機出入口吊裝設備的兩邊安裝紅外對射式光電傳感器,用於檢測盒煙草透明紙疏鬆,如圖2所顯示。假如盒煙草爛透明紙,光電傳感器因遭受阻攔和光源映射便會因檢測不上透明紙而判斷為盒煙草透明紙疏鬆。
3.2安裝部位
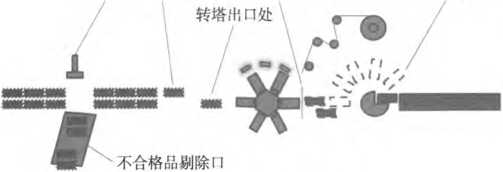
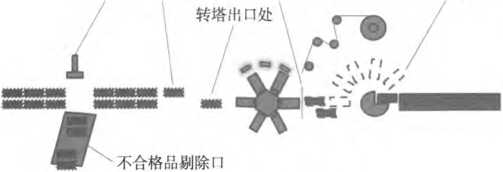
全透明包裝成型工藝流程部位(圖3)顯示信息,務必在小盒子單包安全通道
開展檢測,才可以確保一盒煙包均曆經靠譜檢測。可提供選擇的安裝戶可便捷得到軟啟動器更為全方位信息內容。文中為根據DEVICENET網的軟啟動器運用出示了一種方式 ,為智能產品的AB機器設備網絡連接設置出示了效仿。
部位有2處(工藝流程圖3中數控衝床出入口,提高入口部位)。該出入口,坐落於數控衝床發布口當擺杆將小盒子煙包徹底發布後有10-15°的檢測視角。受擺杆姿勢及香煙盒運動危害,易產生檢測視角飄移狀況。檢測對話框固定不動,可運用的檢測視角區段為10-20%該位置安裝光纖線攝像頭比較艱難,需此外生產加工安裝支撐架。數控衝床電烙鐵溫度高(130T),長期性應用會導致光纖線脆化,且檢測總體目標不固定不動(豎向挪動量在5毫米之內)超過散包表層最少皺褶度(3mm),維護保養調節繁雜。部位固定不動後不考慮到設備本身震動要素,豎向移動量為0,抗幹擾能力強。理論上可對0.5毫米之上的散包種類開展立即檢測,檢測覆蓋麵廣。曆經剖析,為確保檢測機器設備平穩持續運作,挑選在提高出入口改裝檢測器,光纖線支撐架能夠 根據獨立生產製造處理。3.3檢測基本原理
挑選可輸岀模擬量輸入數據信號的光纖線係統,被精確測量物件對光纖線內傳送的光開展調配,使傳送光的強度、相位差、頻率或光的偏振態等特點產生變化,再根據對被調配過的數據信號開展調製解調,進而得到被測數據信號。光纖線在這其中不但是光導媒質,並且也是光敏電阻器,光在光纖線內受被精確測量調配,多釆用多模光纖。
在盒全透明散亂檢測係統的管理程序輸出模塊添加由服務器軸伺服電機傳送的視角數據信號,當盒煙草抵達光電傳感器精確測量區的時候,盒同步視角恰好被開啟,離去精確測量區的時候,同步視角關閉。盒外透明紙包裝機每輸出1包煙,同步視角開啟1次,假如光纖線檢測數據信號未做到操縱規定,盒同步視角開啟時標準不足,可保證 次品煙檢測到散包並去除挪動精確。
可編程邏輯控製板PLC采用西門子PLC的S7-200係列產品。光纖線模擬量輸入檢測的工作中情況都和盒煙表層透明紙的高寬比息息相關,將造成開關量數據信號、模擬量輸入數據信號,數據信號送至PLC中參加操縱。但當客戶的檢測設備做到係統控製標準時,就需釆用模擬量輸入較為送進的4~50mA電K8凯发登录入口數據信號(4-50mA相匹配高寬比0~5毫米)。位高>5毫米時,得出關機數據信號;位高<5毫米時機器設備運行,並較為明確是不是歸屬於一切正常情況。在操縱視角之內所占占比持續兩個最高值即是缺點煙包。兩個最高值之內歸屬於錯誤操作或電磁幹擾不關機、不警報。光纖線安裝支撐架的功效是將光纖線攝像頭固定不動在香煙盒兩邊上邊,確保機器設備運作全過程中攝像頭不容易造成水準搖晃,防止光信號傳送影響,另外為便捷關機維修的必須,支撐架還需靈便拆裝(檢測支撐架生產加工圖略)。
3.4家用電器操縱
3.4.1光纖線
挑選內腔直徑0.5毫米,表麵1.5毫米的細光纖線,光纖放大器安裝在主板牆部位並固定不動。連線根據板牆進到外殼後邊的遠程控製終端設備內。為降低機器設備運作對傳送數據信號的影響,盡量減少光纖線長短。
3.4.2觸摸顯示屏
在觸摸顯示屏上提升散包檢測操縱頁麵,顯示器設定顯示信息"去除電源開關”、“同步視角設定”、“優劣煙包統計分析”及其“去除視角設定”和“挪動步數設定”等作用。
3.4.3係統控製和模擬量輸入解決
PLC內部管理程序:當封裝了透明紙的包包煙曆經散包感應器時,若包包透明紙不規律,開啟了檢測感應器,則PLC輸出去除數據信號給RC的廢料去除閥,進而使次品煙包在精確的部位被去除。散包檢測係統PLC輸出點使用原機正中間寄存器變量M19.1/M19.2/M19.3,全部更新改造程序流程均封裝於功能塊FC36中,對原機係統不容易導致危害。做為操縱關鍵的西門子PLCS7-200係列產品可編程控製器,光電傳感器送出去4~50mA脈衝信號進到在其中,CPU根據模擬量輸入控製模塊載入該值,並剖析、解決該值。S7-200模擬量輸入控製模塊主要參數,模擬量輸入輸入X2,±10V工作電壓數據信號;模擬量輸入輸出XI,0-10V工作電壓數據信號,0~50mA電K8凯发登录入口數據信號。
3.4.5CPU224XP本身集成化的模擬量輸入I/O
圖16中,a.表明A+和B+都能夠接±10V數據信號;b.電K8凯发登录入口型負荷接進I和M接線端子中間;c.工作電壓型負荷接進V和M接線端子中間,CPU224XP本身上的模擬量輸入鍵入安全通道的詳細地址為AIWO和AIW2;模擬量輸入輸出安全通道的詳細地址為AQWO。
光纖線高寬比檢測感應器測量範圍為0~10毫米,輸出數據信號為4~50mA,模擬量輸入鍵入控製模塊的測量範圍為4~50mA,變換後的數據量為0~27648,模擬量輸入鍵入控製模塊鍵入數值AIWOo則塑料薄膜紙表層高寬比H=10xAIW0/27648mm。
依據此公式計算將鍵入的模擬量輸入數據信號變換為實際的高寬比值,程序編製後,鍵入到PLC中,觀查AIW0,AIWO的後三位數據伴隨著
視頻信號從4~50mA轉變。因為機器設備工作中難以避免的會出現阻尼振動等危害到檢測精密度,對於上述所說情況,對高寬比優化算法開展二次提升,進一步維持了模擬量輸入鍵入的平穩情況。方式 是當開啟數據信號產生時從AIW0取鍵入值,收集10頻次值,求數次釆樣的偏差,再開展高寬比計算。因為S7-200的命令解決較快,AD轉換時間較短,且模擬量輸入讀值敏感度較高,而在本操縱係統中,對變換時間規定不高,因此能夠 選用數次釆樣的偏差方式 來解決鍵入值。偏差是整體各企業的標示值中,較大標示值與最少標示值之差。偏差越大,塑料薄膜表層離散程度越大,相反,離散程度越小。
比如,10次取樣值:16848,16832,16808.16840、16864,16856J6872,16880,16824.16848。依據公式計算R=Xmax-Xmin這種值較大為16880,最少為16808,偏差為72,求偏差後放進VW20中,那樣VW20的每一次載入時間仍在ms級,徹底考慮具體規定。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器