谘詢電話
ENGLISH0755-88840386ZB45型硬盒包裝機內襯紙擺臂自動切換裝置的研製與應用
發布時間:2020-08-03 10:57:55 |來源:網絡轉載
- 引言
硬盒包裝機組是目前我國煙草行業應用最廣泛的一種硬盒包裝機。因該設備為上世紀 年代研製的,年我國大量引進該型設備,由於該設備研製年代久遠,自動化程度不高,為了提高設備自動化程度和效率,國內各大煙廠均對其控製係統進行了不同程度的技術改造,比如加裝內襯自動拚接功能,通過技術改造實現內襯紙在不停機情況下自動拚接。但加增這一功能後內襯紙餘量檢測擺臂卻沒有實現自動切換,每次自動拚接後需要人工進行切換,無形增加了操作人員的勞動強度,同是因為內襯紙餘量檢測擺臂位置直接控製內襯紙自動塗油裝置塗油毛刷的切換,如果一旦切換擺臂不及時或暫時忘記切換,會造成內襯紙拉片圖案偏移或折疊不好等量缺陷的產品,因此對檢測擺臂自動切換進行研製。
- 方案選擇
通過控製氣動元件完成對內襯紙檢測擺臂的自動
切換。此方案采用原機自帶氣源,加裝旋轉氣缸以控製擺臂來回擺動。氣路控製方麵,氣壓傳動具有響應速度高,運行穩定,並具有一定的緩衝效果。在電氣控製方麵,通過編程控製擺臂自動切換,編譯程序簡介,電路連接簡單。
 機械改進部分
機械改進部分
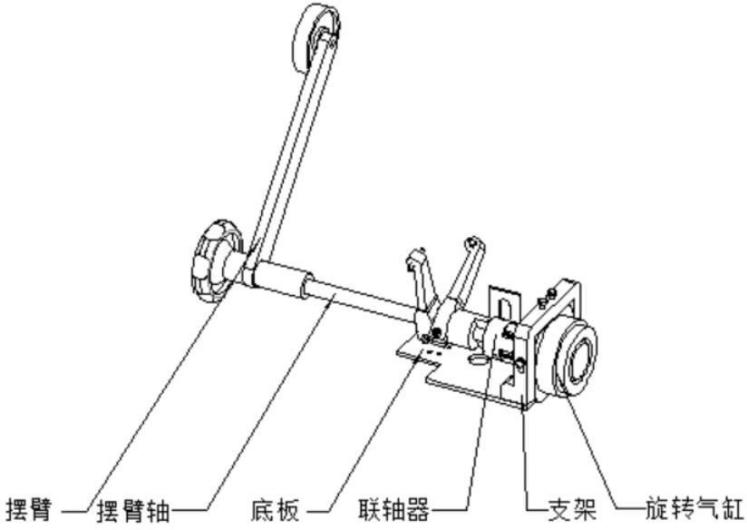
如圖所示,圖中機械部件有聯軸器、旋轉氣缸、定位支架、底板、擺臂、擺臂軸等,整套裝置由底板安裝在機身頂板上。調整旋轉氣缸軸、聯軸器、擺臂軸位置,使三者同軸,通過聯軸器將旋轉氣缸扭矩傳至擺臂軸,使擺臂隨氣缸軸轉動。
-
 旋轉氣缸選型
旋轉氣缸選型
根據負載性質估算擺動氣缸承受的力矩,負載可分為靜負載、阻性負載和慣性負載。因該設計擺動氣缸是以一定的轉速帶動負載做往複擺動運動。所以其所承受的力矩按慣性負載計算。
 即
即
 J-慣性負載的轉動慣量;
J-慣性負載的轉動慣量;

 α-設負載作等加速度運動;轉角;
α-設負載作等加速度運動;轉角;
轉過時的擺動時間。
慣性負載的轉動慣量計算,把整個擺臂看成擺杆予以計算,測出整個擺臂裝置質量m=2.15kg,擺臂長度L=0.3m。
則
負載加速度的計算,內襯紙切換時測出擺臂擺動角度 為165°,所用時間為1.2s。
為165°,所用時間為1.2s。

②按負載性質選擇負載率,擺動氣缸的負載率η=M,M0-擺動氣缸的有效輸出力矩(N·m)。
對於慣性負載在到之間選取。取值與擺動速度大小有關,擺動速度快應取小值,為了確保有效輸出力矩足夠大,此處取η=0.1。即。
用量角器測量擺臂在左右切換時極限位置夾角α=,則氣缸所需最小夾角 。根據0、擺動角度以及供壓,選擇葉片式擺動氣缸 ,其具有旋轉角度可調,動作靈敏、可靠等特點。表為葉片擺動氣缸的相關參數。從表可知,此氣缸最大旋轉角度、轉矩均滿足要求。
,其具有旋轉角度可調,動作靈敏、可靠等特點。表為葉片擺動氣缸的相關參數。從表可知,此氣缸最大旋轉角度、轉矩均滿足要求。

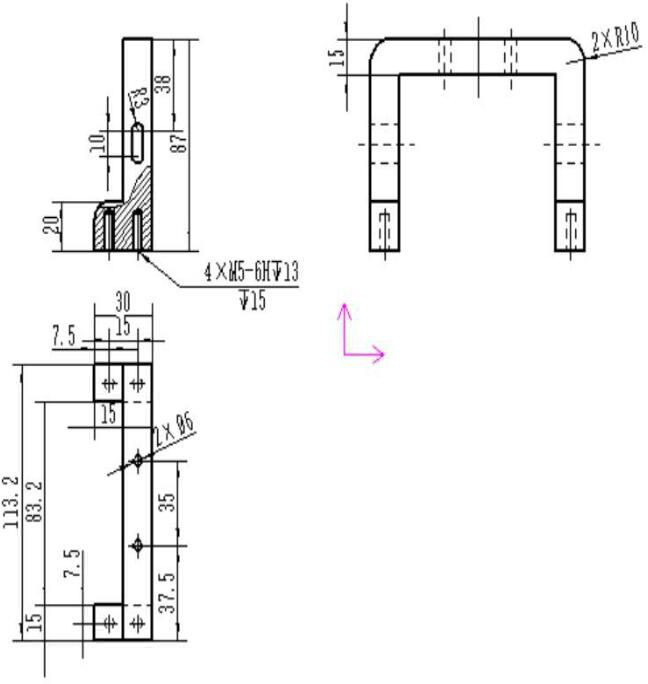
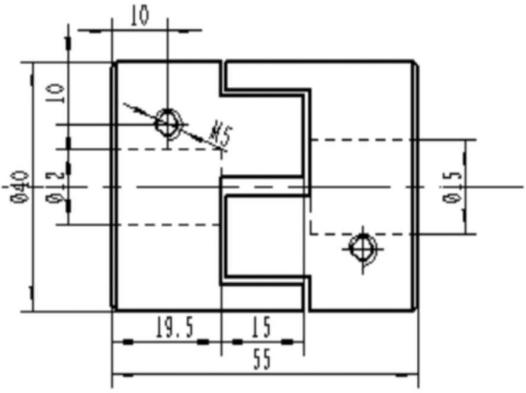
圖4
表1
|
型號 |
軸徑 |
P=0.5MPa額定轉矩 |
最大旋轉角度 |
|
DMS-25-270 |
12mm |
25N·m |
270° |
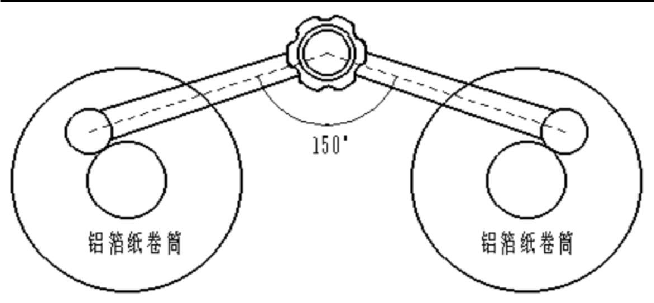
 圖2
圖2
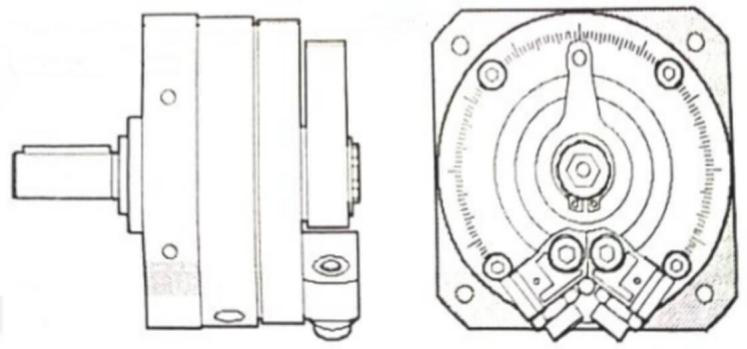
 圖3
圖3
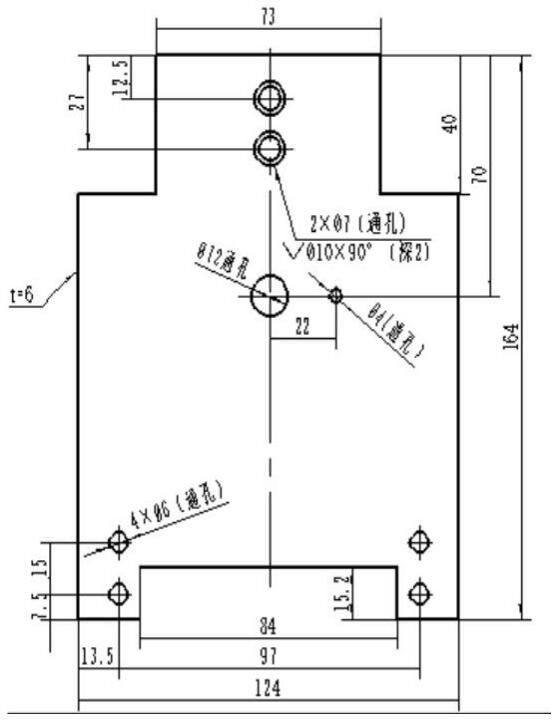
圖5
-
- 聯軸器選型
 聯軸器連接旋轉氣缸軸與擺臂軸,起傳遞扭矩作用。選
聯軸器連接旋轉氣缸軸與擺臂軸,起傳遞扭矩作用。選 擇撓性聯軸器(圖所示)能補償擺臂軸、氣缸軸兩軸線相對位移並具有緩衝減震作用。根據氣缸軸徑、擺臂軸徑、氣缸額定轉矩,選擇的聯軸器LM-40-12-15,相應參數見表2。
擇撓性聯軸器(圖所示)能補償擺臂軸、氣缸軸兩軸線相對位移並具有緩衝減震作用。根據氣缸軸徑、擺臂軸徑、氣缸額定轉矩,選擇的聯軸器LM-40-12-15,相應參數見表2。
表
|
型號 |
D(外徑) |
D1(孔徑) |
D2(孔徑) |
額定轉矩 |
|
LM-40-12-15 |
40mm |
12mm |
15mm |
64N·m |
-
- 固定支架與底板設計
根據旋轉氣缸外觀尺寸設計支架圖 與底板圖,結構圖、圖所示,將氣缸固定孔、支架固定孔設計成腰孔,便於安裝旋轉氣缸時調整旋轉氣缸軸與擺臂軸的同軸度。
-
- 滾輪套的設計
滾輪套的作用主要有兩點:一由於旋轉氣缸在擺動過程中,會與內襯紙卷發生碰撞,損壞內襯紙。安裝滾輪套,有助於增加接觸麵積,可緩解對內襯紙的衝擊。二在擺臂
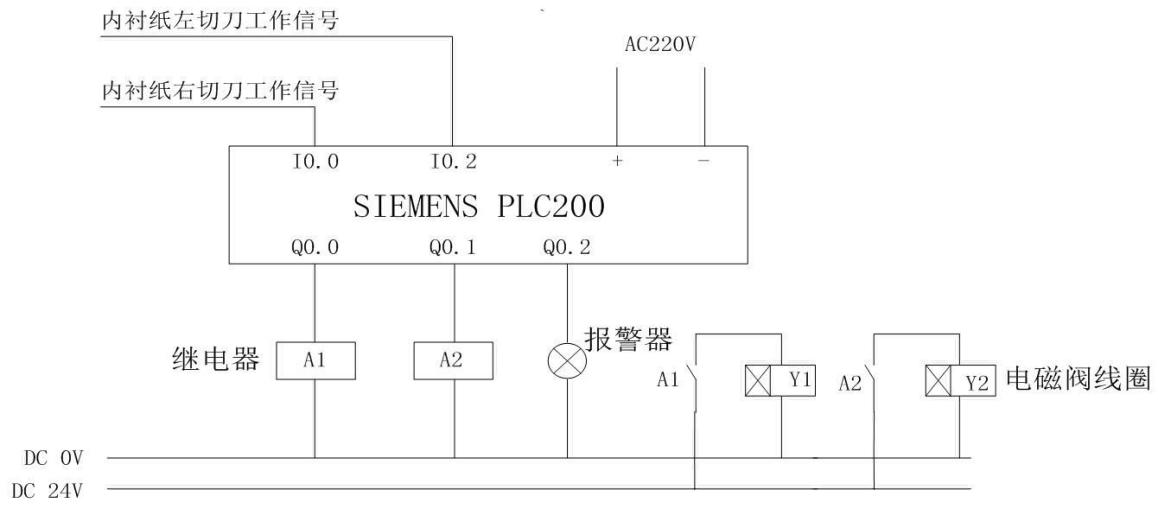
圖9
自動切換後,旋轉氣缸兩側均不供氣。擺臂在重力的作用下要能夠隨內襯紙卷半徑變小而慢慢下落。由於旋轉氣缸其內腔壁與葉片密封性較好,氣缸轉動過程中,存在一定阻力。安裝滾輪,對擺臂配重,有助於擺臂自由下落。根據以上兩點要求,選擇耐磨性較強的尼龍材料,根據擺臂滾輪外徑設計出滾輪套,結構、尺寸如圖7。


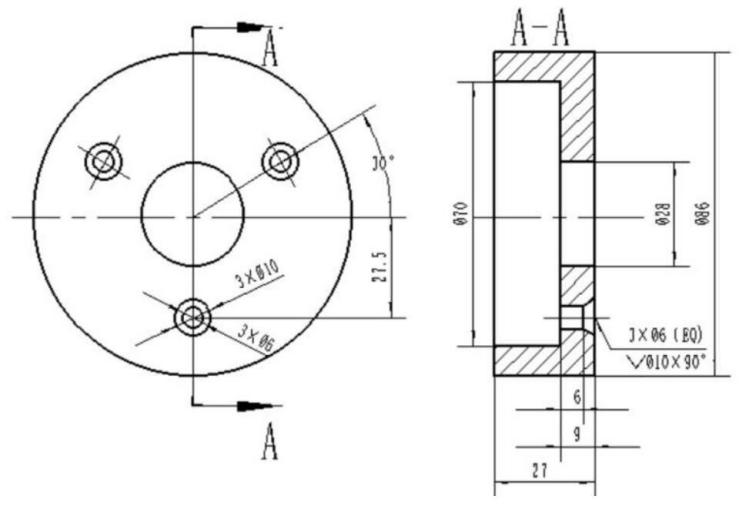
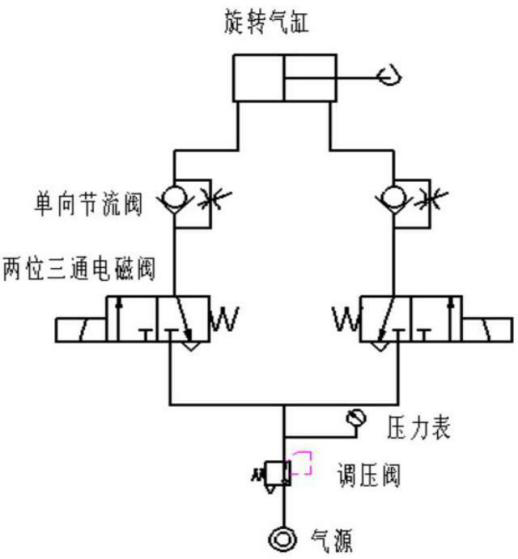
圖7
 氣動原理設計部分
氣動原理設計部分
如圖所示,圖中的氣動元件有旋轉氣缸、節流閥、兩位三通電磁閥、調壓閥。氣源先經過調壓閥調壓,分別與兩位三通電磁閥的供氣口相連,並在電磁閥的排氣口分別加裝節流閥,通過調節排氣K8凯发登录入口,以控製旋轉擺臂的擺動速度。兩位三通電磁閥分別與氣缸相連,通過控製電磁閥閥芯的開合,控製旋轉氣缸動作。
- 電氣原理設計部分
的控製係統采用的 係統,其
控製軟件受主機廠家知識產權保護,不允許對控製軟件進行編輯修改,隻能從外圍取信號重新設計一個小型控製係統對內襯紙檢測擺臂行動切換進行控製,經過對比我們選用西門子做為這個係統的控製器。
圖電氣原理,圖中的電氣元件有控製器、中間繼電器、電磁閥、報警指示燈等,將左、右側內襯紙切刀及內襯紙反搭杆位置工作信號分別接入的輸入端,輸出端與中間繼電器相連,繼電器的常開觸點分別與驅動內襯紙擺臂電磁閥相連。通過編程,輸出控製,電磁閥換向供氣,旋轉氣缸工作,控製擺臂自動切換,切換後線圈失電,旋轉氣缸兩側均不供氣,擺臂在重力的作用下,隨內襯紙卷半徑變 小而慢慢下落。當內襯紙用至設定餘量時,檢測器將內襯紙用完信號輸入至,擺臂將自動切換到另一側。如果在擺臂在切換過程中因故障或裝置中的電磁閥工作不正常、氣缸卡死未動作時,延時秒將通過原機上的內襯剪切相位指示燈閃爍報警,警示操作人員手動切換擺臂。
小而慢慢下落。當內襯紙用至設定餘量時,檢測器將內襯紙用完信號輸入至,擺臂將自動切換到另一側。如果在擺臂在切換過程中因故障或裝置中的電磁閥工作不正常、氣缸卡死未動作時,延時秒將通過原機上的內襯剪切相位指示燈閃爍報警,警示操作人員手動切換擺臂。
輸入信號:左內襯紙切刀工作信號;右內襯紙切刀工作信號;內襯紙反搭杆位置信號。
輸出信號:左向右切換繼電器;右向左切換繼電器;報警輸出。、中間繼電器;、左右擺臂切換驅動電磁閥;內襯剪切相位指示燈。
- 效果及應用
內襯紙檢測擺臂自動切換裝置普遍應用於型包裝機組,能夠極大的減少內襯紙自動切換完成後,內襯紙印花偏移缺陷煙包數,提升了產品優質率與設備有效作用率,降低了操作人員的勞動強度,極大的提高了設備的自動化程度。
文章來源於網絡轉載,侵刪
- 上一篇:ZB45包裝機煙包輸送通道氣流提升裝置的應用
- 下一篇:包裝機散包檢測係統
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器