谘詢電話
ENGLISH0755-88840386純堿小袋包裝機倒包裝置改造
發布時間:2020-07-30 11:50:07 |來源:網絡轉載
1純堿小袋包裝機倒包裝置現狀
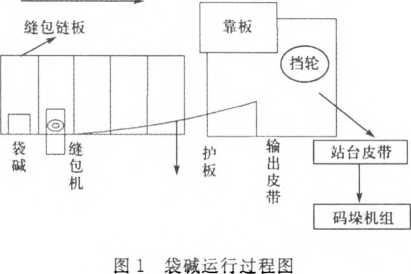
我公司現有小袋包裝機12台,其包裝輸送過程為:袋堿自包裝口下落至縫包鏈板機上,袋堿隨縫包鏈板機運行而被輸送至縫包機處,為防止袋堿在此輸送過程中向後傾倒,沿途設有護板。經縫包後袋堿進入倒包階段。此時護板逐漸向內側傾斜,直至將袋堿推倒在輸出皮帶的靠板上,此後袋堿經過擋輪後扭轉方向,進入下道輸送環節,最終進入自動碼垛機進行碼垛。屑和刀具具有很高的粘結性,容易產生積屑瘤,對加工影響很大。為了避免產生積屑瘤,我們采用較低的切削速度,大約20m/min。
2) 進給量不宜過大,以免切削負荷過重,但也不要太小,進給量宜選用0.45mm。
3) 吃刀深度:加工鋼板坡口時,選用主偏角為60°的成型刀具直接刨削完成。
(1)提高刀具及工件的剛度
板材定位壓緊後,就要對其進行刨削。上刀架由於壓杠的原因,刀杆部分要伸出很長,會使刀杆剛性降低影響加工,所以我們采用單臂刨床的側刀架進行刨削。
為了提高刀具的剛度,可增大刀杆截麵積,減少刀具的懸伸長度等。
(2)減少基本時間,提高工作效率在刨削加工過程中,適當提高刨床後退速度,可以大大的縮短工件加工的基本時間,提高工作效率。
(3)加工結果
通過以上對板材壓緊的改進、材料的分析、刀具的刃磨以及切削用量的選擇等方麵所采取的一係列措施,有效的改善了316L不鏽鋼板材在加工過程中的難點問題,大大的提高了工作效率(效率是等離子切割後再人工修磨的3倍以上),並在加工質量上為下一步的焊接提供了可靠的保障。
2存在問題
因袋堿最終要經過碼垛機來碼垛,所以保持袋堿規整十分必要,隻有袋堿規整碼垛後才不致出現坍垛現象。而在實際生產過程中經上述倒包裝置後時常出現不規整堿袋(習慣稱“三角袋”,即:袋堿不是平倒,而是側倒造成的),其一:易造成輸送路徑上各溜槽處堵塞現象發生。其二:進入碼垛機的壓平機、整形壓平機時易導致刮袋造成堵袋、破袋;進入編組機時,影響機械手動作,造成機械手變形損壞或抓破袋堿,影響生產,汙染環境,造成浪費。
3原因分析
當袋堿自包裝口下落到縫包鏈板機上後,隨鏈板機行進中易歪斜、傾覆。操作人員通過套袋時靠調整編織袋口前後高度使袋堿下落後略向後傾斜,使其靠在護板上,以防止歪斜、傾覆現象發生。當袋堿經縫包機縫口後,逐漸進入倒包環節,此時的護板逐漸向前傾斜,形成弧形段。袋堿經過弧形段時,不斷向前傾斜,最終被推倒在倒包靠板上。在此漸進過程中,袋堿上部主要受與護板弧形麵垂直方向的向側後方向的推力,底部受鏈板機運動方向上的拉力。由於純堿具有流動性的特點,上部出現形變,袋子向側後方而不是正前方傾倒,因而不可避免出現不規整袋堿。
4解決方法
通過上述分析,要想避免或減少不規則袋堿出現,必須最大限度的消除側後向力。為此設計了一種間斷式遞進護板,配合旋轉圓盤的倒包裝置,示意如圖2。
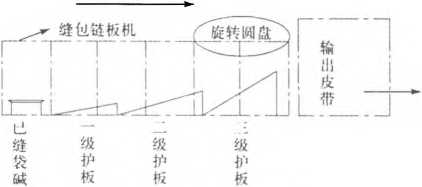
圖2間斷式遞進倒包裝置圖
一級護板:此板直立安裝,將後傾的袋堿變為直立。二級護板:此板直立安裝,將直立的袋堿變為向前傾斜。三級護板:此板向鏈板方傾斜,並與水平成45°安裝,進入鏈板機平麵寬度約70%,其長度與袋堿寬度相等,確保將傾斜袋堿推倒在旋轉圓盤上。已縫袋堿經三級護板變化過程如圖3所示。




 圖3已縫袋堿狀態變化圖
圖3已縫袋堿狀態變化圖
袋堿經過上述梯度護板時,接觸距離短,作用時間短暫,且經過護板末端時為線接觸,可最大限度減小側向力作用,最終實現袋堿向前傾倒在旋轉圓盤上。該旋轉圓盤直徑不小於袋堿寬度,裝有支架及軸承,安裝時應高於縫包鏈板機10-15cm,與鏈板機上平麵成100°〜150°角,在接近鏈板機末端,距離輸出皮帶約50cm處,倒在旋轉圓盤上的袋堿,隨著鏈板機的運行而不斷旋轉,當與輸出皮帶接觸後,靠皮帶的摩擦力及鏈板機的共同作用下旋轉,當轉動力矩為零時不再轉動,最終狀態為圖4所示,因而保證袋堿規整。

 圖4已縫袋堿最終狀態圖
圖4已縫袋堿最終狀態圖
該裝置經過試驗取得了成功。且其費用低廉,故障少,使用簡便。在生產過程中輸出皮帶大多為光麵皮帶,如能采用花紋皮帶可增大摩擦力,更有利於袋堿的後期旋轉動作,比光麵皮帶效果會更好,確保最終狀態順利實現。
文章來源於網絡轉載,侵刪
- 上一篇:定量包裝機的研究
- 下一篇:棒材打捆包裝生產線全自動化改造
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器