谘詢電話
ENGLISH0755-88840386首鋼京唐2230連退線高效自動包裝流水線研究
發布時間:2020-07-28 13:50:14 |來源:網絡轉載
0前言
經冷紮生產製造的卷鋼為防止在儲放和運送中返潮、淋雨,避免在吊裝和運送時的磨擦和磕磕碰碰等難題,製成品卷鋼內外表層要遮蓋多種多樣包裝原材料。製成品卷鋼在原廠前還必須曆經最終一道工藝流程——鑄軋包裝線,該工藝流程立即危害冷紮商品的最後品質,因而應給與充足的高度重視。現階段,中國絕大多數大中型冷紮生產廠家基礎釆用半自動包裝技術性,即由專用型包裝機器設備輔助包裝工作工作人員完成包裝工作中,一部分機器設備能夠單獨工作中而不用人的參加,該技術性現階段存有的短板為,受製於其自動化水準,極限包裝工作能力一般為20卷/h,隻有勉強考慮年產量80萬t冷卷對卷鋼包裝生產製造速率的規定,一旦產生常見故障則必定對主線任務一切正常生產製造導致危害,且中國的包裝係統軟件一部分加工工藝不足健全,包裝製成品普遍現象一定產品質量問題。當今海外工業生產資本主義國家鋼鐵行業的卷鋼包裝多選用自動化水平很高的包裝線,具備生產製造高效率、包裝性價比高等優勢,但因為一部分簡易實際操作由機械設備進行使機器設備操縱過度繁雜,項目投資過大,因而性價比高不高。
原鞍鋼祟唐鋼鐵廠2230連退線的包裝流水線是低效能的半自動化半人力生產流水線,存有各種各樣難題,根據執行各類有目的性的技改項目和提升對策,進一步改善了包裝線的生產率,提升了包裝品質,並綜合性考慮到自動化水準和經濟發展成本,兼具高效率和經濟效益,充足考慮了連退生產製造的必須。
1包裝流水線加工工藝
京唐2230連退線的包裝流水線分成通道段、加工工藝段和出入口段三部分,一共12個工序開展相對包裝工作,其總體生產流程以下。
(1)包裝通道段
0#工序在包裝線通道段設定有通道步進電機梁,其關鍵目地是以主生產流水線出入口段的十字座板接受生產製造進行的卷鋼,也可接納行車吊卷,並立即運送到包裝線加工工藝段。
(2)包裝加工工藝段
1,工序:開展外觀設計檢驗(測寬),並預埋行車吊卷預留位;2#工序:開展卷鋼對中;3*工序:條碼識別,卷鋼ID信息錄入,測徑,安裝紙護角(假如必須);4#工序:步進電機梁行駛中轉動,根據滾卷機和自動包紙機開展自動包紙實際操作;5'工序:鋪芯紙/手工折紙;6"工序:根據提升機提高卷鋼並套包裝袋和包囊緩存原材料;7’工序:包裝袋密封,安裝外紙護角;8*工序:根據滾卷機和自動鋼皮包囊機開展自動包囊鋼皮實際操作;9#工序:置放內白鐵皮、安裝端擋雨板和內鐵護牆角;10,工序:置放外鐵護牆角;11*工序:軸向打包機開展軸向打捆機;12#工序:分離式滾卷機開展卷鋼部位調節,卷眼打包機開展軸向打捆機。
(3)包裝出入口段
懸空棧道梁從12#工序取卷,在懸空棧道梁第一位黏貼標識,懸空棧道梁具有緩存文件入棧功效,卷鋼在該設備上等候吊運到製成品庫。
2加工工藝特性及存在的問題
首鋼京唐鋼鐵廠2230連退線的包裝流水線自二零一零年建成投產至今,融合當今世界各國包裝線生產製造技術指標分析該生產流水線具體生產製造狀況,小結出以下製約生產率的技術性難題。
(1)包裝流水線生產製造節奏感規定高,針對髙速冷紮線單一相匹配的包裝線,其生產製造節奏感務必配對冷紮線產出率卷鋼的速率,一旦因事沒法一切正常包裝,必然危害主生產流水線生產製造速率,且解決包裝線常見故障環節生產製造的卷鋼需根據線下推廣包裝,提升了工作人員工作量,還非常容易造成卷鋼的信息內容追蹤出現難題。
(2)包裝線自動化水平低,一部分工作中必須包裝工作工作人員手動式進行,比如打捆機移動和包鐵皮等實際操作,該難題比較嚴重牽製生產製造速率和操縱實際效果。因為原係統軟件這些實際操作未設計方案自動作用,在更新改造中需依據打捆機具體加工工藝規定和有關互鎖關聯開展綜合性考慮到,並根據程序編寫和加上機器設備等對策,完成其自動操縱作用。
(3)紙庫塗膠、白鐵皮包裝等實際操作線性度低,加工工藝不健全,在具體生產製造中數次岀現危害包裝實際效果的難題,且沒有生產技術可供參考,隻有依據具體情況提升機器設備和管理程序並不斷檢測以明確最好解決方法。
(4)做為冷紮生產流水線的一個構成部分,包裝線的卷鋼包裝情況和定位追蹤等信息內容對剖析卷鋼製成品品質起著關鍵的功效,務必創建完善的數據收集和存檔係統軟件。
3包裝流水線更新改造與提升執行
做為該包裝線的生產製造維護保養工作人員,參照當今冷軋鑄軋包裝線發展趨勢技術性,在原半自動包裝技術性基本上,進行各類技改項目工作中,根據提升生產工藝流程、改善控製係統、提升控製係統、健全數據收集和數據分析係統等對策,提高包裝線的生產率,並提升線性度和包裝品質,以盡快考慮連退線對卷鋼包裝生產製造的規定,且兼具對成本費的考慮到,做到此生產流水線效益最大化。另外,因選用模塊化設計程序編寫,並製訂規範化的標準,使本新項目造成的科技成果有利於在別的包裝線開展營銷推廣。實際更新改造和優化工作如下:
(1)提升包裝線線性度。依據包裝線具體操縱必須,將鬥提機升降機檢驗設備由電阻尺改成測距傳感器,提升了測量精度和可靠性;在鬥提機操縱和卷鋼部位調整等程序流程中,提升卷鋼內外徑參加測算,使操縱更精準,防止出現撞卷或刮蹭難題。
(2)設計方案一套全新升級雙頭白鐵皮包裝機。原係統軟件白鐵皮包裝機存有設計方案缺點,導致白鐵皮包裝不符生產製造規定,比較嚴重危害連退線下卷速率。依據具體加工工藝規定,設計製作並安裝了一套白鐵皮包裝機,完成了自動白鐵皮包裝實際操作,並可開展打捆機固定不動,進一步確保了白鐵皮包裝品質,且工作中速度更快,考慮包裝生產製造節奏感的規定,另外選用規範模塊化設計程序編寫,使該包裝程序流程更有利於營銷推廣。雙頭白鐵皮包裝機如圖所示1
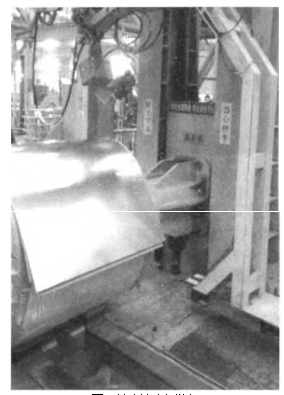
圖1雙頭白鐵皮包裝機
(3)紙庫塗膠方法提升。依據生產製造不一樣鋼材牌號的卷鋼對塗膠方法規定的不一樣,對塗膠管理程序開展了提升,創建了塗膠實體模型,由實際的鋼材牌號決策相匹配的塗膠步驟,提升了塗膠實際效果,防止了因塗膠不善危害產品品質,另外節省了包裝原材料。
(4)健全轉動座板管理程序。因加工工藝提高,卷鋼卷取機由原先隻有開展下卷取改成依據具體生產製造必須既可開展下卷取又可開展卷起取,對於該狀況改動轉動座板自動管理程序,依據冷紮線出入口得出的放卷信息內容並分辨有關互鎖關聯,完成了轉動座板自動調節,考慮了生產製造規定,確保了卷鋼包裝的品質。
(5)完成打包機自動操縱。依據打包機的加工工藝,根據提升打包機走形檢驗設備,剖析明確其互鎖關聯,並從而設計方案並撰寫自動打捆程序流程,完成了打包機依據卷鋼總寬和直徑開展測算並自動按計
計算的打捆機規定打捆機。除此之外,參照各打包機操縱的通用性基本原理,該程序流程選用模塊化設計撰寫,使程序流程具有廣泛實用性。軸向打包機如圖2所示
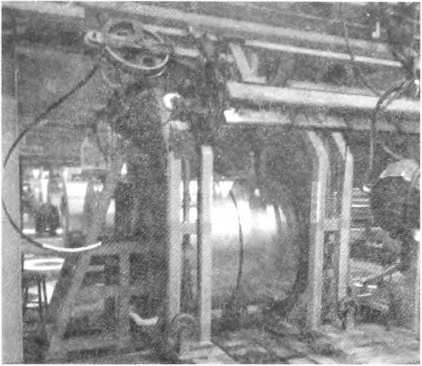
圖2周向打包機
(6)安裝一套全新升級的卷鋼部位調整設備。依據卷鋼通道和運送時對卷鋼部位規定,設計方案並安裝了一套調整設備,可精確檢驗卷鋼具體部位,並依據卷鋼總體目標部位、卷鋼直徑等綜合性主要參數開展剖析測算,操縱卷鋼精準轉動到指定位置。卷鋼部位調整設備如圖所示3所顯示。

圖3卷鋼部位調整設備
(7)創建卷鋼包裝實體模型。依據各種鋼材牌號對包裝規定的不一樣,自動設定相對包裝步驟,並依據實際步驟操縱包裝線各機器設備開展相匹配實際操作。
(8)健全鑄軋包裝流水線的信息化管理。對包裝線的關鍵加工過程數據信息開展收集和存檔,包含卷鋼信息內容、包裝原材料需求量、打捆機的捆帶數和帶扣部位等,從而盡快把握生產製造情況,並在出現品質質疑時,對剖析包裝生產製造是不是存在的問題出示靠譜根據。
4運用效果分析
文中所談及的各類更新改造和優化工作於二0一二年底相繼在2230連退生產流水線開始執行。最先依據更新改造必須提升各檢驗和控製係統,以後依照規範規定設計方案並撰寫模塊化設計管理程序,再開展網上檢測,調節主要參數和健全操縱作用,最後於二零一三年十月基礎完成各類作用。
4.1更新改造實際效果
根據執行所述各類更新改造和提升後,所獲得的實際效果關鍵反映在下列好多個層麵:
(1)完成總體包裝線的高效率自動化運作
根據加設雙頭白鐵皮包裝機,更新改造打包機管理程序,健全有關機器設備的互鎖關聯,提升包裝線的自動化水平,提高了包裝生產率,盡快融入了連退生產製造對下卷響應速度的規定,並減少了人力成本和勞動效率。
(2)選用規範模塊化設計程序編寫,更有利於科技成果轉化和營銷推廣
在開展打包機和包裝機編程設計時,參照其通用性原理,選用模塊化設計程序編寫,使該程序流程隻需設定相對主要參數就可以運用於絕大多數的同行業中,提升了程序流程的器重性和係統軟件的擴展性,為今後項目推廣奠定了牢靠的基本。
(3)提高線性度,提升包裝品質和生產製造節奏根據對檢測儀器開展改善,並將卷鋼直徑、打
捆帶扣部位等關鍵主要參數融合到包裝程序流程的測算和操縱中,合理提高了係統軟件的線性度;根據創建紙庫塗膠實體模型,創造發明一套卷鋼部位調整設備等對策,提升了包裝品質和生產製造節奏感,確保了成條連退線的生產製造平穩。
(4)創建一套詳細的包裝流水線解決方法
對整條包裝全步驟開展統一健全和提升,使各類實際工作的生產率均考慮連退下卷速率規定,不會有牽製生產製造節奏感的薄弱點;對步驟中存有前後左右關係的實際操作開展有目的性地解決,確保其能互相融洽運作。
4.2更新改造前後左右關鍵生產製造參數對比
(1)包裝線的自動化率
依據加工工藝規定,包裝線現有關鍵實際操作32項,在其中現有26項完成自動操縱,自動化率為81%,而更新改造前係統軟件自動化率僅為53%。現僅有安裝紙護角、置放外鐵護牆角等簡易實際操作因投入使用自動更新改造的性價比高過低,故保存人力實際操作。
(2)包裝線生產製造速率
依據2230連退生產流水線年生產製造卷鋼87500卷測算,規定卷鋼包裝速率需做到17卷/h,根據包裝線更新改造,卷鋼包裝速率可做到25卷/h,一切正常生產製造速率為23卷/h,充足考慮連退線對下卷節奏感的規定。
(3)包裝線返修率
由於髙速冷紮線對包裝生產製造的規定,包裝線年返修率應小於0.3%,現階段更新改造後係統軟件返修率為0.13%。
4.3經濟收益
(1)根據提升生產效率提升冷軋鋼板卷生產量
根據執行本新項目,防止了因包裝線生產製造難題牽製主線任務生產製造的難題,與未更新改造前比照,2230連退線的生產效率環比提升了0.2t/ho依據包裝線的年可運用時間6432h,連退卷鋼盈利700元/t測算,一年提升年產值盈利0.2x6432x700=900480(元)。
(2)根據卷鋼部位調整降低熱軋帶鋼表層的損毀
未安裝卷鋼部位調整設備時,卷鋼進庫時易帶扣擠壓成型,會在表層出現約8毫米上下的擱痕。由卷鋼均值直徑1400Mm,均值光纖寬帶1465毫米,卷鋼相對密度7.85g/cm,測算,導致每卷損毀卷鋼使用價值3.14x(0.72-0.6962)x1.46x7.85x4590=825(元)。根據該設備徹底解決擱痕難題,依據統計分析未安裝該設備時的擱痕產生量約132卷/月,從而降低損毀卷鋼使用價值825x132x12=1306800(元)。
(3)提升包裝品質,降低重包率
執行更新改造前,包裝線每個班的均值返包率約為12.3卷,根據改善加工工藝,提升線性度等對策,現階段返包率為0.5卷,以再次包裝成本費600元測算,每一年節約附加包裝成本費(12.2-0.5)x600x3x6432+24=5644080(萬餘元)。
(4)提升自動化水平,降低實際操作職位
因自動化水準提升,包裝實際操作職位由12人降低到5人,減少了勞動者成本費,另外還降低了實際操作工作人員的勞動效率。
4.4社會經濟效益
此更新改造新項目的取得成功進行,彌補了公司在該行業的技術性空白頁,並產生了獨立專利權;此次更新改造標準了包裝工作的規範和實際操作標準,提升了公司管理能力;在更新改造全過程中,根據模塊化設計程序編寫,使各單個機器設備具備更強的適應能力和可擴展性,營銷推廣市場前景更為寬闊。
5結果
根據對更新改造後具體運用狀況開展剖析並與更新改造前各關鍵生產製造數據對比,證實本次更新改造進一步提升了包裝線的自動化水平,降低了返修率,提高了生產製造速度,另外確保了包裝品質,造就了豐厚的經濟收益。融合本次更新改造新項目,已開始在京唐冷紮廠其他各個生產流水線開展類似化的更新改造,一樣獲得了顯著效果。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器