谘詢電話
ENGLISH0755-88840386硬盒包裝機硬盒包裝紙壓痕參數的設計
發布時間:2020-07-27 13:37:55 |來源:網絡轉載
卷煙硬盒包裝紙壓痕工藝是指根據成型設計要求,通過模切機在硬盒包裝紙表麵壓製成一定形狀的槽痕,以利於包裝紙折疊和成型[1]。壓痕質量的優劣直接影響到硬盒包裝紙的上機適應性能。壓痕質量差的包裝紙在上機過程中,容易產生煙包栽頭、煙包斜口露白以及爛包等質量缺陷, 在高速包裝機中該問題尤為嚴重。目前國內外煙草企業僅對包裝紙壓痕工藝中的壓痕挺力指標進行了研究[1],例如美國某 公司、德國某公司以及國內龍岩卷煙廠和長沙卷煙廠均對包裝紙壓痕挺力進行了定義和範圍設定[2-3]。由於國內外煙草市場實際需求的差異以及煙草企業質量控製重點不同,國內外對於包裝紙壓痕挺力的要求也不同,僅利用壓痕挺力單項參數並不能有效反映包裝紙壓痕工藝性能[4-6]。GDX2 和 FOCKE701 硬盒包裝機是目前國內煙草企業廣泛應用的卷煙包裝設備,對其進行輔料上機適應性研究有助於提高卷煙包裝質量,降低材料消耗。為此,通過分析包裝機包裝工藝流程,研究輔料模切工藝對煙包成型的影響,基於 GDX2 和 FOCKE701 硬盒包裝機設計了一套硬盒包裝紙壓痕參數,以更好地滿足卷煙包裝設備對硬盒包裝紙壓痕工藝的要求, 為製定卷煙硬盒包裝紙上機適應性參數標準提供參考。
-
- 硬盒包裝紙壓痕工藝過程分析
- 包裝設備對硬盒包裝紙壓痕工藝的要求
- 硬盒包裝紙壓痕工藝過程分析
煙包成型過程是卷煙包裝設備根據自身設計原理,經過一係列折疊、輸送、壓製等動作,沿著硬盒包裝紙壓痕線使其包裝成型,因此包裝紙壓痕工藝的穩定性直接影響著生產的有效進行。GDX2 硬盒包裝機的運行方式為模盒內的旋轉運動,包裝紙的壓痕工藝主要在五輪、六輪和七輪處完成。在煙包成型過程中,設備通過推板推送、壓板壓製、導輥引導等動作實現煙包的折疊成型,煙包各位置壓痕工藝的差異會直接影響折疊包裝紙的回彈作用力,壓痕質量差則會出現煙包栽頭、煙包斜口露白、爛包等問題,進而影響煙包的成型效果[7-8]。
某公司硬盒包裝機的運行方式為縱向和
橫向的水平運動,在輸送過程中完成包裝紙塗膠和折疊成型等動作。因此,FCOKE701 硬盒包裝機的工藝特點是運動距離長、完成折疊動作跨度大, 包裝紙成型效果容易受壓痕工藝的影響。其中, 硬盒包裝紙拍板、折疊轉塔、煙包通道、五角輪等部位受影響較多[7-9],見圖1。
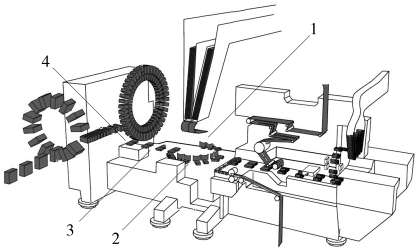
1.硬盒包裝紙拍板 2.折疊轉塔 3.煙包通道 4.五角輪圖1 FOCKE701 型硬盒包裝機包裝工藝流程圖Fig.1 Packaging process flow of FOCKE701
hard packer
-
-
- 輔料模切工藝對煙包成型的影響
-
在輔料生產過程中,模切板材料、壓痕成型效果、合理的模切刀線以及特殊刀線的形狀處理是影響包裝紙壓痕工藝穩定性的重要因素[5]。其中,模切板作為模切刀和壓痕線的載體,其尺寸精度和穩定性決定了模切對象的精度。采用紋治鋼模雖然製造成本較高,但可以有效保證煙包模切的精度。在包裝紙壓痕成型過程中,痕線槽形狀、痕線槽寬度等均會影響壓痕成型效果,見圖 2。可見,壓痕壓力不勻、痕線與痕線槽套位偏差等會導致壓痕折疊時痕線扭曲、爆裂和尺寸偏差[10-11]。
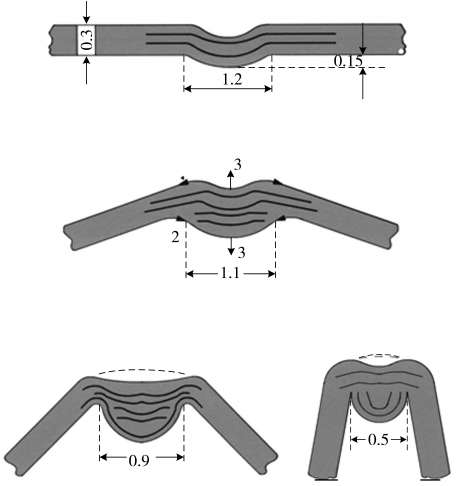
A.折疊前 B,C.折疊過程 D.壓痕成型效果
圖2 硬盒包裝紙壓痕成型過程示意圖
Fig.2 Schematic diagram of forming process of fold lines on a blank
-
- 硬盒包裝紙壓痕參數的設計
- 材料、儀器與方法
- 硬盒包裝紙壓痕參數的設計
硬盒包裝紙采用 220 g 白卡原紙(原紙厚度為3mm,山 東 太 陽 紙 業 有 限 公 司 生 產); CSW-U500A 型顯微放大鏡(放大倍數為 180 倍, 深圳市某光學儀器有限公司);9010 型壓痕挺度儀(精度 1 g·cm,英國 某 公司);GDX2 硬盒包裝機(速度 400 包/分鍾,意大利某公司); FOCKE701 硬盒包裝機(速度 1 000 包/分鍾,德國某公司)。
1.壓痕槽寬度。壓痕槽的深度與壓痕槽寬度和壓痕挺力有關,一般為紙張厚度的 1/2。壓痕槽寬度通常根據紙張的厚度來設定,計算公式為[10]:
壓痕槽寬度=紙張厚度×k+壓痕刀厚度式中:k 為變換係數,通常設定為1.5。
其中,壓痕刀厚度為 0.71 mm,計算可得壓痕
槽寬度為 0.3×1.5 + 0.71=1.16 mm。設計壓痕槽寬度時還要考慮紙張中的纖維方向和垂直纖維方向,在垂直纖維方向時可適當增加 0.1 mm,因此壓痕槽寬度分別設計為1.1,1.2 和1.3 mm。
- 2.壓痕形狀。根據輔料實際生產工藝要求,采用圓頭、尖峰、梯形、刀形 4 種壓痕形狀進行壓痕實驗[10-12],見圖 3。分別在纖維方向和垂直纖維方向檢測壓痕線挺力及成型效果。
- 3.壓痕挺力。壓痕挺力是包裝紙在一定條件下彎曲 90° 所需的力[3]。根據包裝紙輔料生產
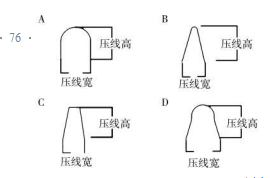
A.圓頭 B.尖峰 C.梯形 D.刀形
圖3 壓痕形狀示意圖
Fig.3 Schematic diagram of fold line shapes
工藝要求,對圖 4 中 FT/FU 、B/BT 、F/G 、BT/RW 、F/L 5 處壓痕線的挺力值進行測量[1 ,3 ,13],即可有效反映出整個包裝紙的壓痕挺力特性。采用正交試驗法對壓痕挺力參數範圍進行確定。
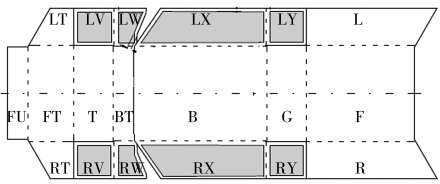
圖4 硬盒包裝紙壓痕線示意圖
Fig.4 Schematic diagram of fold lines on a blank
-
- 結果與分析
- 壓痕尺寸和形狀的確定
- 結果與分析
由圖 5 可見,壓痕槽寬度 1.2 mm 時,圓頭、尖
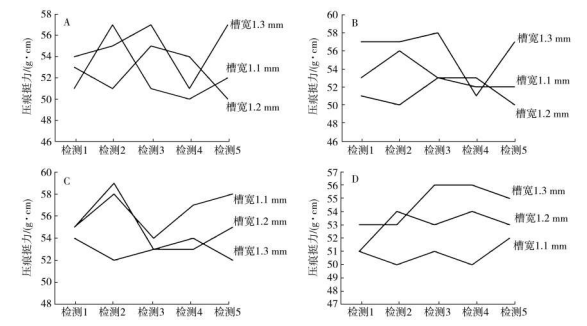
A.圓頭 B.尖峰 C.梯形 D.刀形
圖5 纖維方向不同壓痕槽寬度下4 種壓痕形狀的壓痕挺力
Fig.5 Stiffness of fold lines of different width and shapes in the fiber direction
峰、梯形、刀形 4 種壓痕形狀在纖維方向上的壓痕挺力相對穩定,其中尖峰壓痕形狀的成型效果最穩定。采用相同測試方法可得,在垂直纖維方向上,采用壓痕槽寬度 1.2 mm,圓頭壓痕形狀時包裝
紙成型效果最理想。
利用高倍顯微放大鏡可以清晰地顯示出纖維方向不同壓痕槽寬度的壓痕效果,見圖 6。可見, 壓痕槽寬度分別為 1.1,1.2 和 1.3 mm 時,成型角分
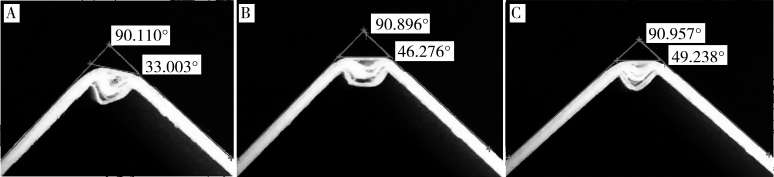
A.槽寬1.3 mm B.槽寬1.2 mm C.槽寬1.1 mm
圖6 纖維方向不同壓痕槽寬度的壓痕效果
Fig.6 Effects of fold lines of different width in the fiber direction
別為 49.238° ,46.276° 和 33.003° ,其中壓痕槽寬度為 1.2 mm 時,成型角最接近 45°,包裝紙成型效果最佳。
-
-
- 壓痕挺力的確定
-
利用正交試驗法得到壓痕挺力參數的因素位級表,見表 1。在實際生產過程中,除 BT/RW 壓痕線壓痕挺力控製在15~35 g·cm 外,其他壓痕線壓痕挺力均應控製在40~70 g·cm 範圍內,否則會影響煙包的成型效果。因此,利用正交試驗法確定各壓痕線範圍時,BT/RW 壓痕線選取 15~25 和25~35 g·cm 兩種範圍,其他壓痕線選取 40~50,
50~60 和 60~70 g·cm 3 種範圍,以 10 000 張包裝紙為生產周期進行測試,建立正交試驗表[14-15],並形 成 正 交 試 驗 趨 勢 分 析 圖 ,見 圖 7。 可 見 , A1B2C2D2E2 與 A2B2C2D2E2 為優選組合,再以2 500 萬張(500 大箱)包裝紙為生產周期進行測試,結果表明A2B2C2D2E2 為最優方案。
-
-
- 壓痕參數的確定
-
研究發現,硬盒包裝紙的壓痕槽寬度、壓痕形狀以及壓痕挺力是壓痕工藝的主要參數。基於GDX2 和FOCKE701 硬盒包裝機,包裝紙采用220 g 白卡原紙,可得出壓痕參數的設定範圍,見表2。
GDX2 和 FOCKE701 硬盒包裝機進行設定,包裝紙成型效果和穩定性明顯優於改進前。表 3 可見, 在調整壓痕參數後,由於壓痕工藝輔料原因造成的煙包缺陷率[16-17],GDX2 由單日 3 包/台降低到
0.1 包/台,FOCKE701 由單日 3.1 包/台降低到 0.1
包/台。
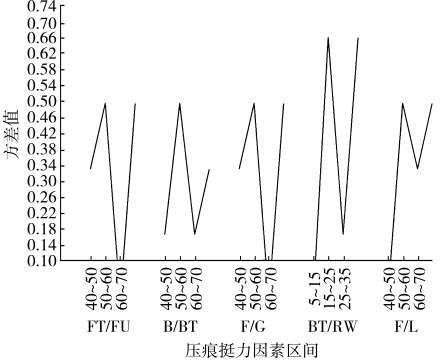
圖7 正交試驗趨勢分析圖
Fig.7 Analysis of orthogonal experiment trends
表2 硬盒包裝紙壓痕參數的設定範圍
Tab.2 Parameter setting ranges of fold lines on a blank
實際運行結果顯示,采用表2壓痕參數對
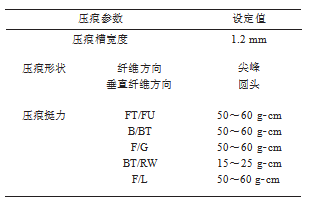
表1 因素位級表
 Tab.1 Factor levels (g·cm)
Tab.1 Factor levels (g·cm)
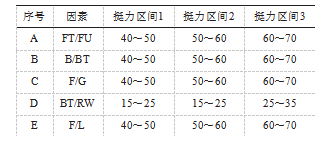
 表3 改進前後壓痕工藝輔料原因造成的煙包缺陷率對比①
表3 改進前後壓痕工藝輔料原因造成的煙包缺陷率對比①
Tab.3 Comparison of rates of cigarette packets with defects caused by blank folding before and after improvement (包·台-1)

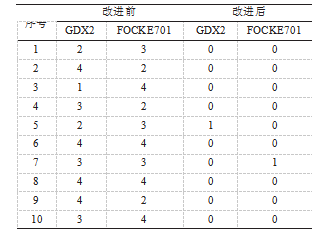
注:①改進前後分別測試10 個工作日。
-
- 結論
通過對硬盒包裝紙壓痕參數進行研究發現, 壓痕槽寬度、壓痕形狀和壓痕挺力是壓痕工藝的主要參數。試驗結果表明,壓痕槽寬度 1.2 mm,壓痕形狀纖維方向為尖峰,垂直纖維方向為圓頭, FT/FU、B/BT、F/G、F/L 位置的壓痕挺力處於 50~ 60 g·cm,BT/RW 位置的壓痕挺力處於15~25 g·cm時,可有效提升和穩定包裝紙的成型效果,減少因輔料壓痕原因而影響煙包品質和生產效率問題。由於壓痕工藝輔料原因造成的煙包缺陷率,GDX2由單日 3 包/台降低到 0.1 包/台,FOCKE 701 由單日 3.1 包/台降低到 0.1 包/台。包裝紙壓痕參數的確定有助於優化 GDX2 和 FOCKE701 硬盒包裝機的生產工藝參數,進一步提高包裝紙的上機適應能力。
文章來源於網絡轉載,侵刪
- 上一篇:包裝機常見故障分析處理
- 下一篇:雙鋁包異型包裝機內襯紙切割裝置的設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器