谘詢電話
ENGLISH0755-88840386氣動式散料包裝機的PC控製係統
發布時間:2020-07-16 14:35:48 |來源:網絡轉載
目前,我國食品包裝行業廣泛使用的散料包裝機都是釆用機械式傳動作為動力傳送方式繼電器一接觸器組成控製電路、存在著機構複雜、調節環節多、自動控製難的缺點。氣動 式散料包裝機是一種我成型一充填一封口設備它的動力傳送全部采用氣壓傳動方式。使 得整個機構大大簡化,各執行機構調整方便,易於實現自動控製。
本包裝機采用立式結構,由機架部分、執行機構、氣壓傳動係統、PC控製係統、冷卻水循 環係統五部分組成。工作循環如下:
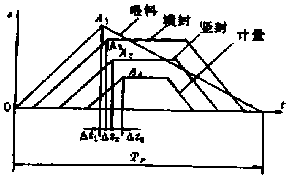
(1) 卷筒狀的複合包裝紙經過成型器引下,在喂料機構的牽 引下,進入豎封機構和橫封機構。喂料機構是一組間歇對滾的 膠輪•它的旋轉力矩是由氣馬達經由電磁離合器、電磁製動器的 聯合控製傳遞給膠輪的。
(2) 喂料機構停止喂料後,橫封機構、豎封機構對進入位置 的包裝紙進行熱合。橫封機構、豎封機構和熱合頭的開閉運動是 由作往複運動的緩衝氣缸來推動的。氣紅的運動速度由氣壓傳 動係統的節流閥來調節。
(3) 物料的計量采用活塞式計量方法。作往夏運動的氣缸推 動活塞完成物科的計量及充填。
(4)喂料機構動作,把裝好物料的袋移至下一工位,橫封機土岐輪9,努封頭]。.料鬥
構完成封口、切斷。製成了一個三麵封的包裝袋,圖1是傳動示意圖。
整台機器各部分的協調動作是由一台可編程控製器來控製的口機器工作循環的改變可 以通過軟件編程實現。軟件設計尤為重要。
2 PC控製係統
2.1輸入輸出設定
 |
設計PC控製係統時,為合理選擇可編程控製器的 類型,先進行輸入輸出點設定。輸入蛍有電源開關、豎封 熱合開關、橫封熱合開美、起動開關、停止開關。工作方 式選擇有連續操作方式、單操作方式二種。機構的行程 開關有橫封機構的2個位置開關、豎封機構的2個位置 .開關、計量機構的2個位置開關、執行機構選擇方式3個輸入點.一個氣壓係統壓力繼電器 開關1點,共計T 7點。係統的輸岀量有電源指示燈、橫封熱合指示燈、靈封熱合指示燈、故障
指示燈共4點。冷卻水閥1點。控製橫封氣缸的雙線圈電磁閥2點.控製豎封機構氣缸的 雙線圈電磁閥2點。控製氣馬達間歐運動電磁離合器、電磁製動器各1點。控製橫封、豎封 熱合的接觸器各1點,控製氣馬達轉動的電磁閥1點,共計16點。
2,2可編程控製器機型選擇 .
據上麵輸入輸岀點的設定,控製係統I/。點數為33點,且全部為開關量。又因是在單機 上使用,宜選擇箱體式結構,據此選用日本三菱公司的F1-60MR可編程控製器,它有36 輸入點,24輸出點,帶奐載能力較強,可直接帶動電磁閥、指示燈。結構非常緊湊、體積小 巧、成本祇、安裝方便。輸入輸出端子編號見圖3.
2.3控製係統的梯形圖及程序
2. 3. 1整體梯形圖電路結構 圖4是整個PC控製係統的可編程控製器梯形圖電路結構。 在選擇單操作方式時,X414斷開,執行單操作程序,這裏單操作程序可另設計。若選擇連續 操作方式,X413斷開,執行自動操作程序。圖中R是複位奇存器,S是置位寄存器。
2.3. 2自動操作程序圖(程序清單略) 從梯形圖(圖5)可以看到,M100、M120、 M140為16個輔助繼電器構成的移位寄存器,SFT為移位控製端。每接通一次,移位寄存器 M內丄6個轉助繼電器數據相應右移1位。3個移位寄存器控製整個步進過程。選用時間定 時器T45}、T452、T453、T450起時間延時作用。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:我國外包裝機械工業的發展概況及動向
- 下一篇:全自動瑪賽克粘貼包裝機的設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器