谘詢電話
ENGLISH0755-88840386卷煙包裝機的分析研究
發布時間:2020-07-14 15:30:03 |來源:網絡轉載
八十年代以來,我國煙草工業連續引進 了一係列國外先進設備和技術,大大地提高 了卷煙生產的質量和產量。本文就以從意大 利某公司引入的三套卷煙包裝統為例, 分析卷煙包裝機的改進這三套包裝線為, 3000型卷煙包裝線,60年代水平,包裝速度 可達3000支/min 16000型卷煙包裝線,80 年代水平,包裝速度可達6000支/min;9000 型卷煙包裝統,9。年代水平,包裝速度可達 9000支/min。它們的主機分別為3000型卷 煙包裝機、6000型卷煙包裝機、9000型卷煙 包裝機,分別簡稱為"300。型”、“6000型”、 “9000型七希望通過本文分析,能有助於全 國煙草行業同仁消化吸收國外先進技術,並 望機電行業的同仁們能從中得益,以利於我 國機械工業水平的進一歩提高。 >
1傳動鏈
卷煙包裝機的傳動係統由*3000型”的 單一傳動鏈改進為“6000型”的數個傳動鏈, 到“9000型”的20多個傳動鮭(采用20多個 電動機),從而使傳動係統大為簡化。
傳動係統的動力從使用普通電動機到同 步電動機。傳動係統之間的同步關係由機械 調節改進為電氣調節與機電結合調節。這樣, 不僅機構簡化,而且調速方便,同歩關係準 確、
另外,6000型卷煙包裝線的條包包裝機 與9000型卷煙包裝線的一係列供紙係統均 設置了步進電動機,替代以往常用的間歌機 構,消除了間歇機構噪聲大、磨損快、定位不 準、維修不便等缺點。
2電動機的調速與製動
2. 1、調速
現代卷煙包裝機應用變頻調速電動機, 實行電力調速及機電結合調速,
應用電力無級調速較機械調速優越。電 力調速可靈活選擇最佳工作狀態,簡化機械 結構。在電力無級調速中,直流電動機有良好 的起動與製動特性.並能在較寬的範圍內平 滑地調速,但是,直流電動機體積大,工作時 換向器產生火花,噪音大,維護工作較複雜, 而交流變頻調速應用現代電子技術後,結枸 簡單,重量輕,慣性小,堅固耐用,控製精度 高,動態響應好,不需要換向器,電源利用率 高。
變頻調速的原理可從三相異步電動機的 轉速計算公式來分析。該公式為
n= —(1-s)
P
式中
n—電動機的轉速; f一電源頻率;
P—電動機極對數.
s一轉差率。
6一連杆7—汽缸8一活塞 , 數,因而,轉速n與電源頻率f成正比。從而 可知,調節f可以平滑地改變n。
除了采用變頻調速電動機外,現代卷煙 包裝機還普遍應用無級變速帶裝置,如6000 型卷煙包裝機的主電機與封簽電機均為變頻 調速電動機,電動機的輸出端各連接有無級 變速裝置,實現機電結合無級調速口
2. 2、製動
6000型卷煙包裝機采用變頻調速電動 機進行調速■同時,在電動機的非輸出端附加 有直流電磁鐵製動裝置。這既發揮了交流變 頻調速的優點,又吸納了直流無級調速快速 製動的特點。這種裝置的缺點是製動裝置與 電動機連在一體,製動部分磨損後,電動機需 整個卸下,以致維修不便。
9000型卷煙包裝機配置了氣動製動裝 置,使製動裝置與電動機分離“見圖1,在製 動盤3兩邊設置有氣動製動塊4、5,製動塊 由彈簧1控製,而弾簧1由氣動活塞8驅動。 在壓縮空氣作用下,氣動製動塊4,5脫離製 動盤.3;壓縮空氣不通時,弾贅力使製動塊立 即靠案製動盤,實行快速製動。
3凸輪機構
凸輪機構從動件運動規律可以任意選 擇,從動件間歇運動要求也可按工作要求擬 定,動作準確可靠,因而廣泛應用於卷煙包裝 機中。但是,長期以來,凸輪機構從動件的回 程運動均有缺點,。例如,一般盤狀凸輪從動件 的冋程靠彌簧;6,從動件與凸輪接觸處比壓 較大,容易磨損。而槽凸輪機構在從動件滾子 與凸輪凹槽之間必須有間隙,運動中就有噪 聲與誤差。
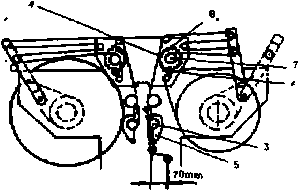
9000型等90年代的卷煙包裝機廣泛選 用了共粧凸輪機構,見圖2、圖3。共輛凸輪機 枸中,同一凸輪軸上裝有兩片凸輪,分別控製 從動件往返兩個行程,以保持凸輪與從動件 之間的封閉。當一片凸輪推動從動件時,另一• 片凸輪相應地抵住從動件,起限位作用.兩片 凸掄連續地交替驅使從動件執行所需的運動 規律。共相凸輪機構既不用槽實現形封閉,也 不需彈簧進行力封閉,不但能提高運動精度, 減小衝擊,而且可改善機構中的受力條件。此 外,從動件與凸輪接觸處用偏心滾子,見圖 3,調節偏心距,可使兩個鞭子分別壓緊在各 自的凸輪上,達到無間隙或間隙極小。這樣, 即使敢度較大,也仍能保持傳動平穩,凸輪的 體積可以減小。
4帶狀供紙
6000型卷煙包裝機中,鋁精紙帶狀供給 裝置有兩個卷筒架,可同時裝兩盤鋁笛紙.當 -盤鋁精紙用完時,另一盤鋁箔紙能自動拚 接上去,不需要停機裝紙筒,提高了包裝速 度。另一方麵,該裝置設有自動製動機構,使 供紙狀態均勻,不致因停機時的慣性而造成 紙帶鬆馳,提高了包裝質量,但是,該機的商 標紙與封簽紙供給仍與3000型卷煙包裝機 一樣,為紙疊狀供給。
9000型卷煙包裝機中,商標紙、封簽紙 與鋁徳紙全部釆用帶狀供給。帶狀供紙的優 越性之一是操作人員不必經常為紙庫添紙, 減輕了勞動強度,提高了自動化程度。優越性 之二是克服了原來紙疊供紙易引起供紙不良 而停機的缺點.
對於耗用較快的鋁箝紙與商標紙,900。 型卷煙包裝機帶狀供紙係統中的均設有自動 續接裝置和自動製動裝置•該機克服了“6000 型"的缺點,發揚了 “6000型”的優點。
 |
(b)
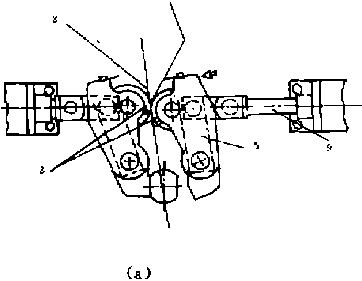
圖4宜動卷接裝置示意圖
1—右側幅箝紙帶2—左側帽箝卷帯端頭
3—拚接檬膠推4—齒形盤5—擺杆
6—接近開美7—導戢服8—北電管 4-活塞
圖4為6000型卷煙包裝機中鋁精紙供 給官動拚接裝置.特左側備用的鋁精紙帶端 頭2粘上雙麵膠紙,如位於拚援橡膠輻3處, 見圖00。在右側卷筒使用時,導紙輾7上的 齒形盤4轉動,虯圖(b),撥動接近開關釘使 光電管6檢測到鋁10紙.當右側卷帶用完時, 光電管6發出信號,通過電腦控製中心.使自 動拚接裝置右側氣缸活塞9動作,見圖(a), 推動擺杆5,接上另一盤鋁箱紙帶,機動、電 動、氣動相結合,實現自動化生產’
9000型卷煙包裝機采用自動續接裝置。 它比6000型卷煙包裝機的自動拚接裝備更 先進。其區別在於自動續接裝置的備用卷紙 端頭不需要雙麵膠紙,兩個卷筒盤對應有兩 套輸送線,直至切刀口.在機器自動檢測過程 中,當發現一套紙帶輸送不妥時,該線路立即 自動停止輸送,並發信號給操作者,而另一套 則立即自動輸送,繼續供紙,絲毫不影響包裝 速度•
停機時,要克服鋁箔紙卷筒的慣性轉動. 以免紙帶鬆馳,影響開機時的包裝質量,因 此,須設製動裝置.製動機構如圖5所示°開 機時,鋁箔紙帶11由拉紙機構按箭頭方向向
圖5鋁指紙卷胃製動機構示意圖
1-梢2一插杆3一螺母4一支軸
5—攜肝6—拉簧7—鋁箔紙卷筒
8 —割動帶9 一製動環10—擋塊11 一鋁箱紙帶 下拉牽,由於拉簧6的作用,製動帶8在開始 時緊裹著製動環9,鋁箔紙不能馬上被拉下。 當牽引力矩大於拉簧6的拉力矩時,揺杆2 從位置A拉到位置B,製動帶8從製動環9 鬆開,鋁箔紙筒7轉動,鋁箝紙帶11被拉下. 停機時,相箔紙帶所受牽引力減小,搖杆2被 拉簧6拉回位置A,製動帶緊裹製動環,鋁箔 紙卷筒7立即停止轉動。偏心銷1與檔塊10 可分別調節,以控製搖杆2的左、右極限位 置。搖杆5與支軸3釆用拉銷鎖緊方式連接。 兩搖杆2與5的相對位置可通過螺母3調 節,用以調節拉簧的拉力。
5光電檢測
現代卷煙包裝機上廣泛應用了光電檢 測。光電檢測分為直射式與反射式兩類。現以 6000型卷煙包裝機上兩例子來說明光電檢 測的工作原理。
5、1鋁殖紙跑偏檢測
圖6鋁君紙函傭檢測
1、2—光導纖維傳感器3 一鋁笹紙
它釆用反射式光電檢測在鋁箔紙進給 通道中,沿鋁箔紙正常進給的左,右邊緣各設 置一隻同軸反射式光導纖維傳感器,見圖6, 若鋁箔紙位置正確,則這兩隻光電檢測器發 射的光束均能經鋁箔紙反射而自我接收;反 之,若鋁箔紙輸送偏了,則總有一邊光束未能 得到鋁箔紙的反射,而使相應的光導纖維傳 感器發出信號,經檢測電路,由電腦控製中心 指揮機器停止運轉,並使對應的信號燈亮,通 知操作者進行調整。
5、2煙包頂部封簽情況檢測
它釆用直射式光電檢測。煙包立式通過 第二輸送通道,在檢測封簽情況部位,包頂一 邊是光電檢測的發射端,另一邊為接收端•見 圖7«壓縮空氣經噴嘴1吹煙包7頂部,使未 簽的煙包頂部鋁箔紙翹起,遮住發射端P5發
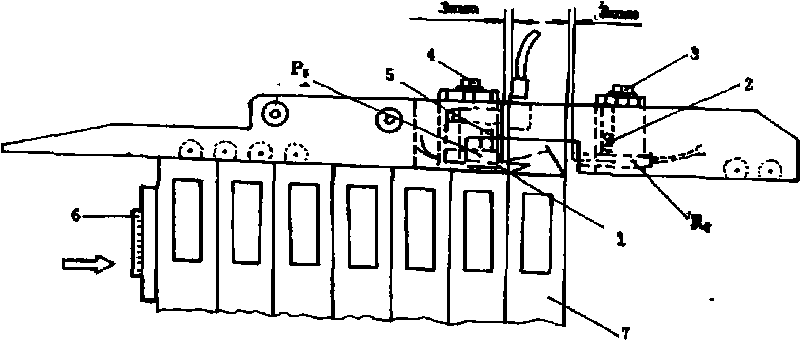
岀的光束,使接收端R5接收不到光束而發 岀信號,封好封經檢測電路,由控製——檢測 電器櫃指揮相應的副除推杆動作,副除不合 格煙包°
.6推煙支裝置
將煙支從煙庫中推岀來進行包裝的方法 在不斷改進,3000型卷煙包裝機一次僅推岀 一包煙的煙支,而6000型卷煙包裝機一次推 岀三包煙的煙支。顯然,“600。型”提髙了包 裝速度。但是,“6000型”與“300。型”一樣,均 是將三層煙支一齊推到壓縮轉輪的模盒內進 行推平與檢測,在此過程中,煙支有損傷。此 外.儉測到煙支缺損時,仍送到成形轉輪的模 盒中去包裝,包了鋁箝紙與商標紙再予剔除, 浪闘了包裝紙,900。型卷煙包裝機設置了鏈 條模盒,煙支在料鬥經3組通道往下送;攪動 器防止煙支在通道口堵塞;3個推杆由共輒 凸輪機構駆動,將煙支一層層地(7支一6支 一7支)推到鏈條模盒中。由於分層推煙支. 加上煙支落差設計合理,因而煙支在推送過 程屮相當平齊,無損壞。當光電檢測器檢測到 有缺損煙支時,就在進入成形轉輪包裝之前, 將其剔除,從而節省了大量包裝紙。
7潤 滑
潤滑由早期卷煙包裝機的手工滴油改進 為“6000型”的油浴潤滑,又發:展到“9000型。 的噴淋潤滑°手工潤滑由於潤滑條件不佳,隻 能用於低速。油浴潤滑雖然使構件得到了充 足的潤滑,但在構件轉速大時,攪油阻力大, 易發熱°噴淋潤滑不僅使機械傳動部件潤滑 良好,而且不致於因潤滑導致阻力與發熱,便 於提髙機械傳動速度.
綜上所述,卷煙包裝機巳由現代的電腦 控製的先進設備更新了 20年前一直使用的 三十年代水平的老式裝備,在更新過程中,有 一係列改進.進一步消化吸收引進設備與技 術,將有助於我國包機水平的進一步提高°\
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:製藥業的定量包裝機的設計
- 下一篇:糖果包裝機中三輪四杆機構改進設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器