谘詢電話
ENGLISH0755-88840386多功能自動泡罩包裝機的研製與應用
發布時間:2020-07-10 11:20:56 |來源:網絡轉載
國內大中型藥廠逐步采用鋁塑包裝機包裝片劑、膠囊劑等藥品。但醫院製劑室、小型藥廠等其它企業采用多功能自動泡罩包裝機,包裝其生產的多品種、各種規格的藥品與其它產品較為少見。作者研製的DPP-140 型多功能自動泡罩包裝機(簡稱本機),已獲得5項國家專利(專利號:90203244.5; 91225101.8; 94246731.0; 95225103.5; 95225104.3),既適用於醫院製劑室和小型藥廠生產的多品種多規格製劑的自動鋁塑泡罩包裝,又適用於其它企業進行自動鋁塑、塑塑、紙塑泡罩包裝醫療器械、電子元件、小五金產品等異形物品。不論包裝何種規格與形狀的產品,隻要更換不同規格與形狀的吹泡、 熱封、印字、壓痕、衝切等模具即可,值得在軍內外醫院、藥廠與其它企業推廣應用。現介紹如下:
1結構特點
本機釆用電氣與機械控製相結合的方法,將自動運送物料、加熱吹泡、填裝物料、鋁箔印字、鋁塑熱封、打印批號、虛線壓痕、無邊衝切、產量計數等九步功能設計為整機。功能齊全方便,操作同步連續,工藝流暢精確, 性能穩定可靠。能將自動裝入的不同品種與規格的藥品及其它異形物品進行自動鋁塑、 塑塑、紙塑泡罩包裝,從而,可改變軍內外醫 院製劑室、藥廠采用玻璃瓶、塑料瓶、塑料袋包裝藥品與其它企業釆用紙盒、紙袋、塑料袋包裝異形物品的現狀。
本機工作流程示意圖見附圖。主要由 PVC塑片、送料輻、轉折輾、加熱板、成形模、 加料鬥、加料器、壓輻座、熱封模、印刷器、鋁 箔、壓緊輻、衝切模、牽引輻、成品、壓模器、擺 軸、氣缸等部件組成。
2工作原理
2.1自動傳送本機以0.75KW電機為動 力,通過擺線針輪減速箱降速,由前輻筒自動牽引,後送料擺輻與自動送料裝置送料, 使PVC塑片(簡稱PVC片)和PTP鋁箔 同時作等距離間歇運動。
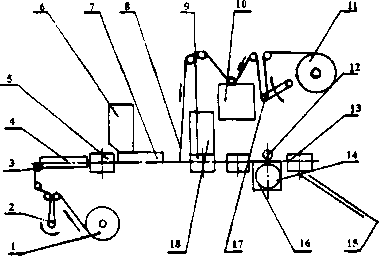
附圖工作流程示意圖
1 PVC片2送料輾3轉折報4加熱板 5成形模6加料鬥7加料器8壓輻座 9熱封模10自動印刷器11鋁箔
12壓緊輻13衝裁模14牽引輾筒
15成品16壓痕模17擺軸18氣缸
2.2自動成形當PVC片經過自動加熱區進入成形模時,中導板受凸輪作用上升,在自動壓緊PVC片的同時通過電磁閥定時開 啟,經過濾減壓閥的壓縮空氣進入成形模, 使PVC片正壓形成泡罩。
2.3自動加料當PVC片加熱正壓吹泡成形後,采用行星輪通過加料器使包裝的藥品及其它產品自動進入成形泡罩內。
2.4自動印字在自動成形和物料填入後, 裝在印刷器外側的鋁箔,自動進入印字輻筒和提起的橡膠壓輻之間,即可將字自動印在鋁箔上。再經上下轉折輻換向,複蓋在已加物料的PVC罩片之上,同時進入熱封模。
2.5自動熱封與打批號在各工序自動同 步操作下,自動進入熱封模的鋁塑,即可自動平壓熱封,網紋清晰,板塊平正。既克服 了輻筒式機器壓強不等而出現網紋波浪之缺點,又可與自動打印批號同步進行(批號打 印在空格內,明了,醒目),簡化了工藝, 節省了能源和時間。
2.6自動虛線壓痕當複合物料自動進入壓痕模時,即可進行自動虛線壓痕。
2.7自動衝切與計數牽引輻筒將已自動印字、熱封、打批號與虛線壓痕之複合物料自動送至衝切模時,即可自動衝切與計數, 其成品自動輸出。
3操作步驟
3.1包裝準備 (1)預熱成形模將下成 形模停在下止點進行預熱,旋轉電器控製屏上成形加熱旋鈕,使上成形溫控儀溫度指向 140X3、下成形溫控儀溫度指向110C (具 體溫度按泡罩成形程度而定)。(2)預熱熱封模調節熱封旋鈕,將熱封溫控儀上的溫 度指向150C左右,根據不同季節,一般將 熱封模預熱溫度調為140- 160X:之間即可(根據熱封質量確定具體溫度)。(3)裝配 PVC片與鋁箔將已裝於承料軸上的PVC 片拉出,經送料輻至加熱區麵板處與從鋁箔承料軸上拉出的鋁箔一起進入熱封模,直至衝切模的終端部。(4)調配印刷油墨以鋁 箔上印出的字清晰為度。(5)貯料鬥裝物料將被包裝的藥品或其它物品加入貯料鬥供包裝用。
3.2 開機包裝 (1)開啟總電源開關; (2)旋動氣泵旋鈕氣泵衝氣;(3)各電熱器按要求升溫;(4)開啟進水閥;(5)開啟進氣閥;(6)放下加熱板;(7)按下電機控製綠色按鈕即可自動加熱吹泡、分裝藥料、鋁 塑熱封、打印批號、印字衝切等。
3.3關機停包 (1)按下電機控製紅色按鈕,主電機停;(2)關閉氣泵電機;(3)關 閉總電源開關;(4)關閉進氣閥與進水閥即停止包裝。
4調試
包裝調試 (1)檢査開機前必須認 真檢査電氣開關、運行部件、物料規格等是否正常,否則及時維修或更換。(2)加油 各模箱體內加潤滑油至凸輪下方齒部,浸入 2cm為宜。第一次使用時,15d換油1次。 各滾動軸承應定期(半年1次)加油,使其正常運轉。(3)上墨打開印刷裝置上的蓋板,用乙醇或丁醇清洗印刷板,加入適量78型油墨,使印刷輻版浸入1cm左右為宜。 (4)上料按照要求將PVC片、鋁箔與物料分別裝於PVC片承料軸、鋁箔承料軸與加料鬥上備用。
5安裝、保養與安全
5.1安裝本機應水平安置在水泥台基上, 底腳下墊12mm厚的同形狀橡校板,以免長期使用損壞基礎及出現移位現象。
5.2保養安排專人操作及時維護保養, 保持正常運轉。並保持機器清潔,用軟布沾肥皂水,擦去油汙的同時再用軟布擦幹。
5.3加油機器岀廠時,傳動箱內未帶潤滑油,生產包裝藥品與其它物品前,必須將油加至齒部下方,浸入2cm為宜。並根據潤滑示意圖,及時補充加油。以確保機器正常運轉。
5.4氣泵PVC片熱壓成形的壓縮空氣, 采用容量20.lm3x0.7MPa無油氣泵(即 空氣壓縮機)提供。
5.5洗墨如長時間不使用印刷器應及時 清洗油墨箱,放鬆刮墨刀壓力,擦上微量機油,即可洗擦幹淨。
5.6安全為保證安全生產,應在接地標牌指定的位置接地線。
5.7吹泡成形、熱封、壓痕等部位的壓力均不宜過大,一般留有1mm ±右的間隙即可。
5.8溫度加熱吹泡成形與鋁塑熱封的溫度,根據不同季節的室溫,按照說明書的要求與實際情況,在溫調儀上調整。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:包裝機的安裝使用維護經驗
- 下一篇:自動稱量包裝機及鏈板的技術改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器