谘詢電話
ENGLISH0755-88840386自動落垛包裝機自動分組控製係統
發布時間:2020-07-09 14:39:16 |來源:網絡轉載
為了解除工人的強體力勞動.鞍鋼中型廠從意大利引進1套全自動落垛包裝機,它的成功運行.不僅改喪了人工包裝強度大、容易受傷的現狀.而且大大提高了包裝質量,為產品打開國內外市場,創造了有利條件.但是•設備的控製比較複雜•大量應用了計算機、 PLC變頗和液壓技術.任何一環節搞不清整,整套設備都無法正常運行.這裏就它的自動分組作一下分析 介紹,
1 工藝過程簡述
中型廠產品糧奔,有各型號工字鋼、角鋼.槽鋼、 輪欄、輕執、槽板鋼、球扁、軍扁等等,這些產品通過 輾道送入包裝機・由分組磴頭根據PC設定的效據進 行分組,每組1〜4根不等.毎組產品再由提升板、旋 犢磴頭、旋轉臂、可•動AT梁落成一捆,然後由輸出程道 將成捆產品送至打捆機打摑.最後送至成品庫。
正確地進行分組.是整個係統的關憶,分坦磴頭的 升降和前進後退均為被壓控製.分組融頭的升降前進、 後退均為液壓控製'分組磴頭設定的數據走到固定位 量,當產品夠一組時,它通磴上升,擋隹後麵的產品, 使前麵的一組鋼材繼續前進進行包裝.
2控製係統的鈕成
分組磴頭的揑製為三圾控製,如圖1.
監控器的主要作用有3部分.一是設置數據.即操 作員根據實際產品的單重、長度、形狀進行計算.得
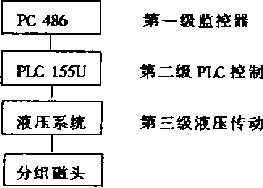
圖1分組磁頭的電控結構
出合適的散據WAPC.二是報警,設備的各部分出現 故障都通過PLC能通訊模板CP525送入PC並顯視 出來,以提示維護人員進行處理。三是對液壓泵啟動.
PLC155U的主要作用是對現場設蒔的運行進行 控製,包括有輸入輸出棋板利智能模阪•,智能棋板有通 訊模版CP525和定位模板WF706.
液壓係統就是起愕動作用.
監控器與PLC之間通過CP525通訊模塊進行數 據交換.而分組破頭的位置由碼盤檢3S.其數據是通過 定位板WF7O6來處理,並傳到PLC的,如圖2所示.
3 分鍋磁頭的自動控製
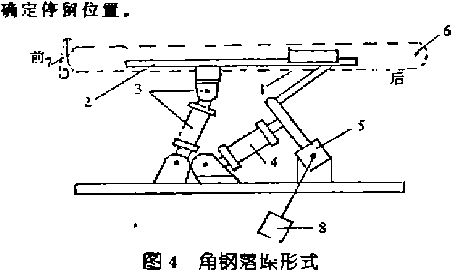
如圖3所示,分組■頭分前後移動和上下移動2個動作,前後移動是為了在分組雄頭前方留有1組銅 材的位置。下降到蛙位讓鋼材往前運送,上升對高位擋 住後麵的鋼材.政頭的上
下位置由接近開美檢測,而前 後移動的位置由接在通軸的碼盤來檢測.
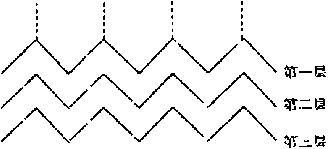
圖3分電磁頭
1-分組龍頭I 2一分組魅頭滑架\ 3—分組BS頭(架)
升降機拘I 4一分組BS頭爾後移動液壓紅,
5—通軸I 6一運悄鏈I 7—分組擋卜,一瑪盤
3. 1 分蛆磁頭分由數據的瓚定
比如說12號植鋼,其寛度為 120mm <若毎組4 根.那麽,分組織頭要把第5根槽鋼鉤住,則分組豪頭 前端與分組擋的距離應在480 (120X4) mm和600 (120X5) mm之間* 一般定在540mm左右.這個數據 由碼盤檢SL碼盤發出的是脈衝數據定位棋板,接收的 就是碼盤的脈衝數據.
該廠用的嗎盤是意大利進行分色絕對碼盤,型號 AS113/GK-12-TLZ,它施轉一周對應的數據為 樣的,比如角鋼,其落垛方式如圖4所示,為了咬合, 正一層反一層落垛,從圖中可看出,反著落的一層根數 比正落的少一根-這樣分組建頭每分完一組都要重新
操作人員根據公式2 048+ ILN+U2D X0. 85 確定毎一層的分組數據,然後將各組數據輸入PC486. PC486通過通訊模& CP525送入PLC155U中央處理 器中的一個數據塊中,比如數據塊DB10, fi設忌共有 8層,那麽DB10中數據字:
DW1.裝著第1層分組數據「DW2:裝著第2層 分組數據I DW3〈裝著第3層分組數據,DW4,裝著 第4層分組數據f DW5:裝著第5層分組數據♦ DW6; 裝著第6層分組數據,DW7:裝著第7層分組數據; DWB;裝著第8層分組數據.
當開始包第一層時.PLC中央處理器將DW1的 數據送入定位棋板WF706. WF706通過內部繼電器 超動分組頭前後移動液壓缸的電磁閥,使分組磁頭 開始移動.而接在分組破頭通輔上的碼盤將實際散據 隨時送入 WF7O6.而WF706I®時將碼盤實際散據送 入中央處理器,當碼盤實際值達到DW1中標唯值時, WF706內部繼電器切斷電源,使分0. 45 MPa,介質為殼牌威達利M460油膜軸承油.2號 動壓揭滑站為3號、4號軋機服升.淹量為6B1 t/min, 額定壓力為0. 45 MPa,介質為殼牌威達利M32O油膜 勘承:油.靜壓係境有4個,分別為各架軋機服務"
3. 2 試車嘉車程序
油膜軸承裝機試車是在動、靜壓遮滑係統衝洗、調 試完成後話合軋機調試於1995年4月10 0~6月20 日進行的,基本程序是,(1)先在空栽和低載條件下, 進行動壓係統試車,以檢査確認劫壓係統* (3)動壓係 統確認後.跑合■一段時間,再投入靜壓係統.進行靜一 動壓係統聯合試車,IB笈檢査確認靜壓■統,這是試車 的重點。(3>先裝it冶改造件試車、後裝DAW件試 車.W 籠壓壓下投入、軋機和油膜軸帶負荷試車,
在試車封程中,我們結合st機調試.對油膜軸承進 有了測試。由2號亂機油膜軸承測試記錄首足,油膜軸 承的靜、動壓係統工作正常,符合靜一動壓油膜軸承基 本性能。
到1996年3月束,已軋出除板4萬多t,我們對 典型產品的質■進行了者核檢測.羨2是用3.8mmX 1 000 mm帶銅虯成1.0 mm X1 000 mtn冷板質量檢 騷記錄,結果表明,產品質雖已達到並好於設計指標。
經過近1 a的試運轉和負荷試車的考核.證明這 套軋機油膜軸承的改造是成功的,取得了溝意的效果. 達到了預期的目的.
幾點建議;
(1)軾套上的高壓油孔盡量鐵少和縮短盲孔*建議 設開製造時,使油孔走向合理,盡量就少和縮短盲孔, 加工和裝配時,必須清洗於淨.檢査確認。
(2、合理確定錐套潤滑禍孔位置和油槽與鍵槽間 的距離.在錐套內錐孔表麵開設油槽,並通過油孔與外 圓相通.其作用是軸承在裝機運行時,使錐孔部分表麵 與動壓油腔和承栽油膜相通,得到一定壓力的潤灣油, 時錐麵海滑.便於拆卸.
勘承在運轉時.錐套的梱滑孔總是有與承載油膜 相逢通的.這時,油積內的油壓力則等於油孔對應點的 油膜壓力,對於有副油植的錐套.這個壓力不用太高, 在能溝足要求的條片下,盡量取小值.因此,在設計時 要紿予充分注蠢,合理選擇錐奪油孔位置和油槽與鍵 槽的距離-此外,在維修和安裝油膜袖承時一定要鎖緊 確認.
(3)提高密封擋板嘖陶密封麵粗糙度等級.軋機的 DF密封在密封麵的線速度如表3所列,最高達15.4 m/s,平均為9 m/s.為了提高密封膠圏的使用壽命和 牧果、噴陶密封麵的租糙度等綴應盡量提高.現設計為
= 0. 8?實際測定Ra =0” 68 +希望在製造工藝上采取 措施,提高到Ro=0. 8.
衰2冷板質貴檢驗結果(1996-02-13)
|
檢驗項目 |
公差苑田 |
合 ft*/% |
||
|
合同規定 |
芙 測 |
|||
|
厚度公差 |
±20 pm |
次9a |
9% 5 |
|
|
W rir |
如速段 |
±19 r |
*5 |
99. 9 |
|
|
總定段 |
±13 I |
R5 |
9務5 |
|
|
||||
表3 DF密封在密封麵的墳速度
|
U 機 |
1號 |
3號 |
3號 |
4號 |
|
密封麵城速度 |
2- 5〜 |
3- 1~ |
4, 1~ |
5. 8- |
|
m/ s |
6. 6 |
8- 3 |
J1. 3 |
15-4 |
組頭戲頭停止移動,中央扯理器再下達 下一個工作指令.例如DW1中數據為2 156.碼盤實 際值為2 0SO.當開始分組時.WF706內部繼電器接通 分組破頭向後移動的電磴閥.使其向後移動,同時碼盤 跟蓍旋轉,實際數據逐漸増大.當增大到2156時(一 般允許30誤差)電磴閥斷電.分組磴停止精動.
3.3 珍釵尷關自動控製
如圖3所示.設備在自動運行狀態時”分組磁頭的 自動分組控製過程如下所述,<?>分組擋升起"2)分 組磁頭下降、去破N3)分組磴頭前後移動到指定位置; (4)運輸鏈旋轉,拖著產晶向前運行.整個自動過程運 輸鏈一直運行;(5) —組鋼材滿(由接近開關檢測), (6)分組■頭通■、上升、拘住並吸住破頭上麵的鋼材, 使之不能隨鏈於向前移動,(7)分組擋下降便分組磴頭 前麵的一組銅材I®蛙子前移被下道工序簿堤打jS , <8) 當這蛆爾材全部通過分組擋後.分組擋再次升起,棧著 重複上述過程。
4 結束語
從目前情況看一,中型廠的自動落操打掘機從暮操 到打捆全套引進的設備,其控製複雜,技術證度髙.但 是其精度很高,使用方便,可節約人力,時技術人 員利操作人員要求較高.
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:西門子PLC在包裝機中的應用
- 下一篇:顆粒包裝機的隱性故障分析
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器