谘詢電話
ENGLISH0755-88840386卷煙包裝機裝箝台糸統的研製
發布時間:2020-07-08 11:23:06 |來源:網絡轉載
0引言
上海煙機廠製造的卷煙包裝機組以其速度高、性能穩定、維護方便等優點已經博得人們喜愛。已占據了國內及亞洲絕大多數市場,理所當然地成為當今卷煙行業的主導機型w。此係列包裝機條包成品從條包透明紙包裝機CV(簡稱CV)通道推岀後,便完成了在該機組的全部包裝過程。下一個生產環節就是要將條包煙裝箱,如何完成這一環節,不同的卷煙生產廠家有不同的解決方法。大多數未使用自動裝箱係統的煙廠,煙條從包裝機推出後未對其運行方向做任何改變,裝箱台煙條運行方向與CV出口處煙條運動方向一致,而且煙條從CV出口平躺推出,需要裝箱工將每條煙翻轉90。才可裝入煙箱,這樣不但占據車間大量空間,而且大大增加了裝箱工的勞動強度。怎樣才能設計岀一種合理的裝箱係統,設法減輕裝箱工的勞動強度就顯得尤為重要。本文介紹的裝箱係統改變了煙條的運動方向,節省了生產空間,而且使煙條翻轉90。解決了上述普遍存在的兩個問題。
1硬件構成
此.係統可分為兩部分,即煙條推出部分和煙條翻轉排列部分。圖1為裝箱台係統外形示意圖。它的工作動作受5個傳感器控製,執行動作由兩個電磁閥控製下的氣缸來完成。在工作過程中煙條的運動方向如圖1中箭頭方向所示,完煙條從水平擺放到堆垛的過程。
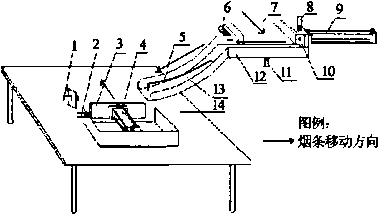
1—傳感器B4;2—傳感器B5;3—推板;4一堆垛氣缸B;5—煙條翻轉 導條;6—傳感器B2;7—包裝機煙條出口 ;8—傳感器B3;9—推煙氣 缸4; 10-推板4;11-傳感器Bl;12一水平跑道;13—煙條滑道; 14—堆垛台.
圖1裝箱台係統構成示意圖
1.1自動翻條裝置
圖1中,傳感器B定義為條包煙到達水平跑道,用以檢測條包煙是否到達水平跑道;傳感器B2定義為煙條推出跑道,用以檢測推煙氣缸推板4是否將條包煙推出跑道;傳感器83定義為推板4返回 原位,用以檢測水平通道是否發生堵塞。圖1中,將水平跑道中的煙條推出,進入煙條滑道之中,隨後,向右運動直至恢複到原始位置,完成一個推出過程。
1.2自動堆垛裝置
圖1中,傳感器84定義為煙條到達堆垛台,用以檢測煙條是否到達堆垛台;傳感器B5定義為堆垛完成,用以檢測堆垛氣缸8的推板8是否將煙條推出, 完成一次堆垛;氣缸B的推板B向前運動,將從煙條滑道中滑落到堆垛台上麵的煙條推出,使煙條變成一 排碼放於堆垛台;隨後向後運動直至恢複到初始位 置,完成一次堆垛過程。
2軟件控製流程
裝箱台的控製分為煙條的推出與堆垛的完成,圖3是煙條推出與堆垛循環流程圖。
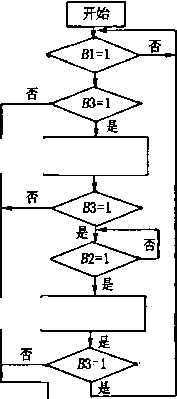
圖3煙條推出與堆垛循環流程圖
2.1煙條的推出
根據傳感器B1、B2、83的不同狀態,即條包煙到達水平跑道、條包煙推出水平跑道、推板返回原位,結合電路圖的原理,使推煙氣缸產生3種運行狀態,即推板的推出、返回原位和氣缸停止工作包裝機CV部分停機。當推板4推出後沒有在設定的時間丁之內返回原位,就認為推板4在推出或返回的過程中發生了堵塞現象,包裝機CV部分停機。7的理論值應小於生產一條煙所需的時間。計算方法如下:7〈(包裝機額定 速度60包/min),即:『<40/60,也即:丁<0.67 s。而在生產過程中,因為包裝機實際運行速度一般最大設定為38.5包/min,在副機CV部分單機運行和啟動速度運行時,速度設定在30 包/min。T值設定過小,會增加停機次 數,r值設定過大,又起不到停機保護作用。根據實際運行情況,7的實際值取1.5 s,效果最好。
2.2堆垛的完成
根據傳感器B4、B5的不同狀態, 即條包煙到達堆垛 台、堆垛完成,結合電路圖的原理,使推煙氣缸產生兩種運行狀態,即推板B的推出和返回原位。本係統釆用PLC控製係統,輸入輸出地址分配情況和控製程序見圖4;圖5為PLC控製程序梯形圖與控製程序指令語句。
3結束語
本係統在我單位應用近兩年來,運行平穩,故障率較低。比沒采用此係統的手工堆垛裝箱,大大降低了裝 箱工勞動強度,而且裝箱速度加快,裝箱質量提高,在 生產過程中得到了認可。目前,所有的卷煙包裝機已經都配備了此種裝箱台係統,下一步,將在其他機型上進行推廣應用。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器