谘詢電話
ENGLISH0755-88840386自動重袋包裝機設計
發布時間:2020-07-01 09:02:13 |來源:網絡轉載
1 前言
定量包裝是眾多工業生產過程的主要環節之 一,隨著工業現代化水平的不斷提高以及國外先進技術的不斷引進,同時市場競爭日益激烈,定量包裝行業亦告別了傳統的陳舊模式,朝著高精度、高速 度、高可靠性及高勞動生產率方向迅速發展。自動重袋包裝機的出現徹底打破現有重袋包裝的格局。
文章設計了一種自動重袋包裝機,可實現自動取袋、自動套袋及自動包裝的功能,自動化程度極高,可大大提升生產效率,還可縮減操作工,整機設有多個真空度檢測點,實時監控取袋、立袋、移袋過程。其結構緊湊、性能可靠靈活。具有包裝速度快, 精度高,抗幹擾能力強等特點。廣泛適用於化工、製 鹽、糧食等行業的流動性較好的流體顆粒包裝。
2自動重袋包裝機方案介紹及工藝流程
2.1方案介紹
自動重袋包裝機應具有自動取袋、自動開袋、自 動夾袋、自動充填等主要功能以及其他輔助功能,合 理應用空間將以上功能融合起來使其動作銜接順暢, 整個工序模仿人工套袋過程製定,並配套整形袋口裝 置使其在裝袋完畢後能無縫對接折邊機進入縫包機 縫包。其取袋及開袋等關鍵動作均由吸盤完成。
2.2工藝流程(見圖1)
|
置料袋(堆放整齊)| |
製係疔〉 |
|
」— 〜——— |
|
|
I取袋機構取袋| 「 |
包裝袋送入大袋皮帶機| |
|
1 |
|
|
丨將料袋送入溜板1 [ |
進入折邊整形機| |
|
I |
|
|
1磕頭機取溜板中的料袋| 「 |
送出包裝袋丨 |
|
, 丁 , |
|
|
1送袋裝置取磕頭機料袋]1 |
自動填充物料| |
|
|
|
|
1送至伸縮進料下料口 ft |
自動開袋 | |
圖1自動宣袋包裝機工藝流程
3基本結構及工作原理
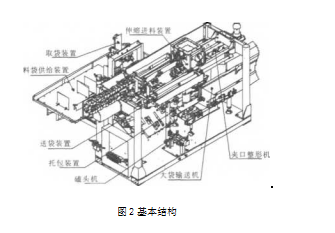
3.1自動重袋包裝機基本結構
自動重袋包裝機主要由料袋供給裝置、取袋裝 置、磕頭機、送袋裝置、伸縮進料裝置、托包裝置、夾 口整形機和大袋輸送機等幾部分組成。如圖2所示 為適應多種物料的稱重包裝要求,進料部件可采用 多種方式(自由落體、螺旋、皮帶)進料。考慮到包 裝機快速、頻繁動作以及在一些行業中的抗腐蝕性 要求,對機械材料選型和加工工藝進行了嚴格把關。
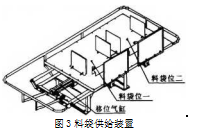
3.2料袋供給裝置工作原理
料袋供給裝置如圖3所示,該裝置是自動重袋 包裝機的取袋平台,並且,為使一垛料袋全部取完後 能盡快補充料袋,此處設計了兩個料袋供料工位,工 位兩側均有限位板將料袋固定在指定範圍內,以便 銜接取袋時定位準確,通過移位氣缸動作更換料袋 工位,人工隻需將料袋補充到已經取空的料袋位即 可。一個工位一般存放50片料袋。
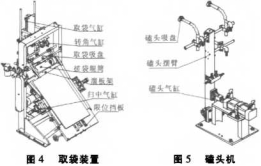
3.3取袋裝置工作原理
取袋裝置如圖4所示,該裝置負責將料袋供給裝 置的料袋位中疊落在一起的料袋單片取出,並送入指 定位置等待後續工位銜接送袋。具體是取袋氣缸動作 使其取袋吸盤吸取料袋供給裝置中的料袋,當吸盤接 觸到料袋時,吸盤的吸附力將料袋吸起,通過檢測負壓 監控器判斷吸盤是否已經完全吸附料袋,當數值沒有 達到設定值時,取袋氣缸會往下一直伸出直至監控器 取值達標,料袋吸取成功後,取袋氣缸縮回上升,回位 後,轉角氣缸縮回使取袋氣缸隨之擺動一個角度,此時 吸盤吸附的料袋達到送袋輾筒表麵,由於送袋輯筒在 旋轉,當取袋吸盤鬆開料袋後,料袋經由旋轉的送袋輻 筒運送至溜板上,此時料袋掉落至溜板架上,由限位擋 板擋住下落中的料袋,當檢測傳感器檢測到信號後,而 後歸中氣缸動作,使料袋最終定位在指定位置等待後 續工位動作銜接。
3.4磕頭機工作原理
磕頭機如圖5所示,該機主要負責將取袋裝置 溜板架上的料袋吸取後立直等待送袋機構來取袋。 具體動作通過磕頭氣缸伸出,磕頭擺臂帶動磕頭吸 盤擺動至取袋裝置溜板架將料袋吸取後磕頭氣紅複 位使料袋處於立直狀態。
3.5送袋裝置工作原理
送袋裝置如圖6所示,該裝置主要作用是通過 送袋氣缸縮回將送袋吸盤移動至磕頭機正上方,經 扭轉氣缸伸出帶動左、右轉臂旋轉後使左右兩側的 送袋吸盤合攏,合攏到位後送袋吸盤吸取磕頭機位 的料袋同時磕頭吸盤鬆開料袋,此時料袋已經成功 轉至送袋裝置,而後送袋氣缸伸出將料袋送至伸縮 進料裝置正下方。伸縮進料裝置中兩夾頭夾住袋口 兩側的同時,扭轉氣缸縮回帶動左、右轉臂旋轉後使 左右兩側送袋吸盤拉開,這樣料袋的開袋動作完成。
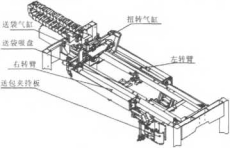
圖6送袋裝置
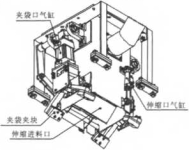
3.6伸縮進料裝置
伸縮進料裝置如圖7所示,當送袋裝置將料袋 送至伸縮進料裝置正下方後,夾袋口氣缸動作使夾 袋夾塊將料袋袋口兩側同時夾住,扭轉氣缸縮回帶 動左、右轉臂旋轉後使左右兩側送袋吸盤拉開,此時 料袋口被扯開,隨後伸縮口氣缸動作控製伸縮進料 口開啟及稱重完畢後的關閉動作。
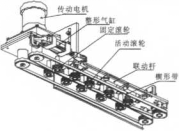
3.7 夾口整形機
夾口整形機如圖8所示,傳動電機為該夾口整 形機提供動力,當前端填充物料完畢後,送袋裝置將 料袋口夾持住後往夾口整形機送袋,當袋體進入整 形機後整形氣缸動作帶動連動杆使活動滾輪往內側 靠攏,使楔形帶能夠夾持住料袋口往後端輸送,此機 主要功能就是為了料袋能夠更好銜接後端縫包機。
圏8夾口整形機
4原理、結構、空間設計
該機在較小的空間裏實現了對料袋的自動取 袋、自動開袋、自動填充物料以及自動送出以較好的 姿態進入到縫包區等功能,真正實現包裝過程無人 化(隻需1人對料袋供給裝置添加料袋),從部件劃 分來說各個部件將包裝過程分解得相當細致,下麵 將對各個部件在設計理念中的特點進行剖析。
4.1 料袋供給裝置
考慮了雙工位堆放垛袋,可實現自動檢測料袋 的存儲狀況,智能轉換料袋存儲區工位等功能,若其 中1個工位無袋需要供袋的情況下將取袋工位轉至 另一工位,同時對無袋工位補充料袋,使包裝過程不 中斷,減少添加料袋過程中對包裝速度影響。從布 局上說,該裝置處於整機外延地帶並且工作空間開 闊,操作工能較好對料袋進行供給。
4.2取袋裝置
該裝置利用料袋供給裝置和主機架之間的間隙 布局,布局空間狹小並要完成對料袋的單個取出的 功能,取袋動作過程設計相當巧妙,利用了動力輻筒 及無動力輔助輾的相對運動使料袋被兩根筒的運動 搓入後續工位。
4.3 磕頭機
顧名思義,動作就如磕頭一樣,被安置在主機架 下方空蕩處,雖然結構簡單但其作用非常關鍵,將傾 斜在溜板上的料袋豎立起來,也是合理運用時間軸 的關鍵部件之一,在將料袋豎立起來的同時,溜板上 會繼續跟進一個料袋,使動作銜接更加流暢。
4.4送袋裝置
該裝置安裝在主機架上端,屬本機核心部件,即 可軸向移動又能軸向轉動,並且取袋及夾包分為兩 個同動工位,在往複動作時1個動作就能完成自動 取豎直袋和自動夾包的動作,另外在將豎直袋送入 下料口過程的同時夾包工位將料袋送入夾邊整形機 及大袋皮帶機中,繼承了前端雙工位的特點,不浪費 任何一個動作帶來的時間空擋期。
4.5伸縮進料裝置
此裝置位於主機架最上方,上方接口連接稱重 包裝機落料過渡鬥,下端就是本機的落料口,落料口 由內外雙門咬合,在進料時雙門打開,此時內外雙門 會有一個往下伸入的動作,使門體能完全進入到袋 體內部,這樣的結構可使在物料的充填過程中解決 漏料的可能性,落料口關閉時,內外雙門回縮,又不 會影響到後續移袋動作。
4.6 夾口整形機
安裝在主機架上方出袋尾端,為了能使料袋在 填充完畢後能以一種較好的姿態進入縫包區,利用 兩組輻輪楔形帶的相對運動將料袋口夾持住同時往 後端輸送。整機工作原理模仿人工套袋流程,加入 雙工位理念使機器連續運轉能力得到提高,結構布 局緊湊且人性化,占地空間壓縮到極致,不僅使操作 工便於日常維護而且也能較好的適應各種廠房,全 自動包裝機實現包裝自動化並且提高產能,該機很 好的詮釋了什麽是自動包裝機,包裝過程無人化,大 大降低人力成本。
5結論
該設備能夠很好的完成自動取袋、自動開袋和自 動送袋等主要功能,包裝速度600包/h~800包/h。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器