谘詢電話
ENGLISH0755-88840386無縫自動軋管機組冷床改造設計分析
發布時間:2020-07-01 08:57:38 |來源:網絡轉載
包鋼無縫鋼管自動軋管機組生產線, 是1954年由原蘇聯設計,設計能力為年產熱軋無縫鋼管30萬t的無縫鋼管生產線。主體設備由烏拉爾重型機械廠製造,主要產品為熱軋無縫鋼管光管和石油套管。1958年開始陸續提交簡明技術設計、 施工圖及軋製設備。1969年熱軋生產線開工建設, 1971年7月光管生產線投產,1975年石油套管生產線投產。伴隨包鋼鋼管生產線建成投產, 自動軋管機隻有發揮較為突出的成本優勢,才能在鋼管市場中占據一席之地。為此,有必要對這套機組的部分設備進行優化改進,從而形成與包鋼內部其它5條生產線相互匹配,優勢互補的生產狀況。
1目前使用情況
包鋼無縫自動軋管機組冷床目前工藝為:鋼管自均整機出口沿輾道運送,經1*及2*正 反式鏈式冷床常化降溫,而後進入再加熱爐加熱,再加熱後的鋼管通過輾道送往定徑機。1■及2,冷床並列布置,鋼管輸送至再加熱爐的路線為“幾”字形。 當鋼管不需要做常化處理時,鋼管可以直接送往熄 火的再加熱爐,然後在爐內步進橫移至輸出輾道。 然而,由於步進再加熱爐的橫移速度有限,輸送過程中鋼管已經降溫到不適宜定徑的溫度,不具備軋製條件。為此,再加熱爐必須保持加熱狀態,才能保證 鋼管在此期間的工藝要求。加熱成本冬夏不等,計算人工及設備維護等費用,最多時為每天3萬元。 為節省成本,公司研究決定進行技術改造。
2鏈式冷床簡介
2.1正反向鏈式冷床
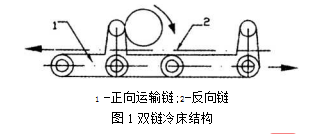
正反向鏈式冷床也叫雙鏈冷床,由正向鏈軸、反 向鏈軸、帶撥爪正向鏈條、帶平托板反向鏈條、鏈條 主傳動裝置(正、反向鏈各一套)、橫梁和支架等組 成(見圖1)。鏈條繞在正、反向鏈軸上,鏈條數量根 據生產線規格確定⑴。所謂正向鏈是指鏈條運行 方向與鋼管前進方向相同,反向鏈是指鏈條運行方 向與鋼管前進方向相反。在正向鏈軸上串的反向鏈 鏈輪和在反向鏈軸上串的正向鏈鏈輪是自由轉動 的,鋼管上冷床後放置在反向鏈平托板上,反向鏈主 傳動運行時帶動鋼管旋轉。正向鏈主傳動裝置帶動 正向鏈軸轉動使正向鏈帶動鋼管在反向鏈平托板上 滾動向前。正向鏈斷續啟、停。每次前進一個爪距 或兩個爪距。鋼管在床麵上滾動前進是由帶撥爪正 向鏈推動.為使鋼管更均勻冷卻,並能保持相當的平 直度,其反向鏈不停地帶動鋼管在撥爪間滾動⑵O
2.2單鏈冷床
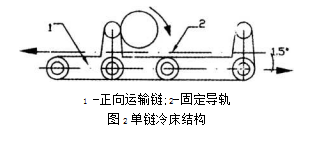
正向鏈式冷床南主動軸、被動軸、帶撥爪鏈條、 主傳動裝置、滾動托架、橫梁和支架組成見圖2,鏈 條繞在主、被動軸上,鏈條數量根據生產線規格確 定⑴。所謂正向鏈是指鏈條運行方向與鋼管前進 方向相同。鋼管前進主要是在滾動托架上滾動。帶 撥爪鏈條起推動鋼管前進作用。主傳動采用變頻電 機,可根據節奏調節使冷床鏈條勻速向前;也可使鏈 條步進,等待冷床上料後再次步進一個管位。這種 冷床結構簡單。連續生產時由於鋼管在床麵上是滾 動前進,故冷卻較均勻。當生產不連續或生產節奏 較慢時,由於鋼管在床麵上沒有原地旋轉功能,鋼管 與冷床表麵接觸點長時間不改變,冷卻均勻性降低。 鋼管平直度受影響,並且鋼管在床麵上前行時南帶 撥爪鏈條推動,因此對鋼管管壁要有輕微的劃傷。 為減小劃傷,在鏈條上一般都設計有推輪,使推動鋼 管時減小鏈條與鋼管的相對摩擦⑵。
3鏈式冷床改造方案
3.1冷床改造方案的分析
如果不需要常化處理的鋼管不經過再加熱爐, 而通過某種快速運輸方式,直接通過1*冷床後穿過 步進爐,通過步進爐出口輻道送往定徑機組。此時 再加熱爐閑置,以節省燃料及各項能耗、人工維護、 備件損耗等費用,達到節能增效的目的。而目前該 機組由於原設計「冷床運行速度較慢,鋼管降溫過 度,無法滿足定徑機工藝要求,所以需將1,冷床改 造為快速橫移鏈式冷床,以降低運送時間,滿足鋼管 定徑機入口溫度要求。該改造過程中應盡量節省改 造成本。
3.2冷床改造方案的製定
(1)為達到改造目的,這次的改造集中體現在 對冷床的設計改造上,同時原有冷床下料視道加以 簡單升降調整裝置,滿足定徑機對不同管徑的鋼管 的入口要求。原有的1,冷床為典型的雙鏈式冷床, 需要將其改為單鏈式冷床結構。但是由於改造後的 冷床運行速度較快,而原有雙鏈式冷床的中心距較 大,改造後會增加脫鏈、斷鏈等風險。同時由於輸送 鏈條的運行軌跡太長,在運行過程中會加劇設備的 磨損和事故發生頻次。為避免和降低上述所提到的 缺陷發生,所以經過研究創新,決定采用雙軸式單鏈 冷床的新結構方案解決此難題。具體方案俯視及剖 視圖見圖3、圖4。如圖工藝過程為輻道中的鋼管經 過旋轉翻鋼機(利舊設備)上至第一段冷床,冷床鏈 條驅動啟動將鋼管快速運輸至中間轉盤翻管器到第 二段冷床快速運輸至下料取料裝置,然後鋼管至冷 床下料輾道穿過步進爐至定徑機入口。
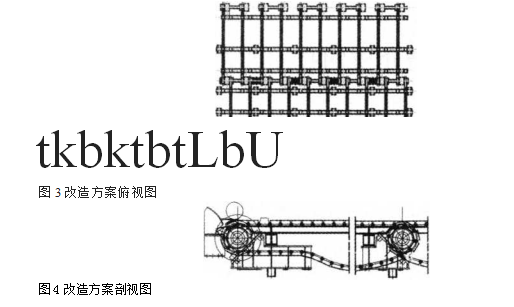
(2)改造後冷床每段長6.15 m,總計12.3 m, 冷床寬度16 m。冷床總體隻使用一個主傳動裝配, 第二架冷床由中間共用軸傳動。這種設計減輕了設 備總重量,避免了兩架冷床在生產節奏上的配合問 題,減少了鋼管運輸的中間環節,節省了鋼管輸送時 間。這種改造方案充分利用了原軸、原鏈、原梁,使 改造費用盡量降低。同時在兼顧快速運輸鋼管的基 礎上縮短了鏈傳動中心距,可有效避免脫鏈或斷鏈 的發生。
4改造實施後預測效果.
自動軋管機組由於原主藝設計決 定目前幾乎所有產品規格都要走再加熱爐,因此燃 氣消耗指標很高。隨著PQF連軋機組 2012年8月份的建成投產,屆時原
5結束語
此次改造能如期實施,可以明顯地降低工廠的 燃料消耗,同時節省可觀的人工及設備維護成本,提 高無需常化工藝的鋼管的生產芾奏,使工廠獲得的 可觀的經濟效益。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:鍋爐汽自動包縱縫埋接工藝
- 下一篇:自動重袋包裝機設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器