谘詢電話
ENGLISH0755-88840386枕式包裝機控製係統設計
發布時間:2020-05-19 13:51:16 |來源:網絡轉載
0.引言
枕式包裝機主要是用於固體物包裝的常用設備。隨著科學技術的發展,自動控製係統在包裝機械中得到廣泛的使用,它能夠有效地提高包裝機械的工作效率,以及工作精度,大大提高了生產效率。PLC 具有體積小,可靠性高,編程方便等優點,采用 PLC 對包裝傳送係統進行控製,電路簡單且便於更換零件[1]。
- 枕式包裝機的結構與工作流程
1. 1 枕式包裝機的結構
枕式包裝機的結構由輸送機構、驅動送膜機構、光電開關、製袋器、縱密封器、人機界麵、橫密封器、及產品輸出機構組成[2],如圖 1 所示。
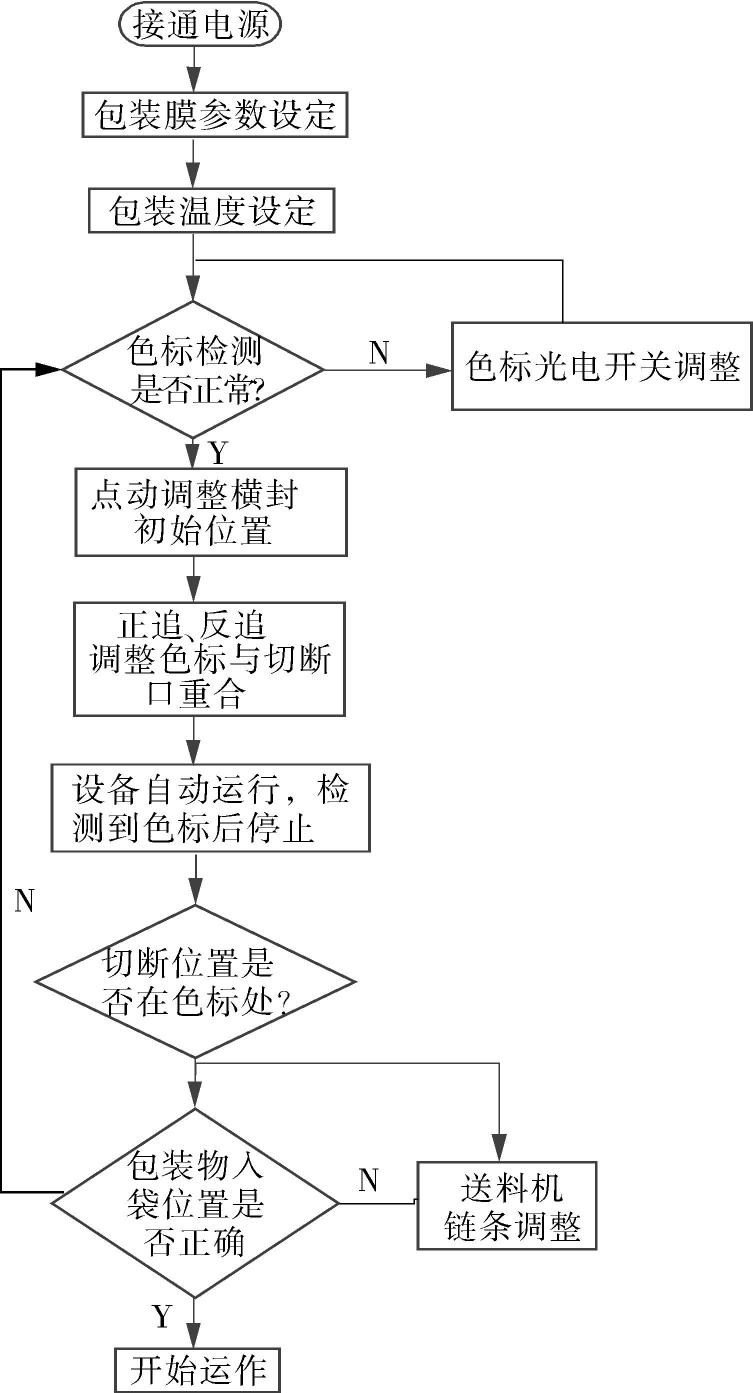
1. 2 枕式包裝機的工作流程與控製要求
枕式包裝機的工作流程主要由五部分組成, 即熱封器加熱,調整袋長,穿引包裝膜,調整切斷
最終位置,入料位置調整。根據其工作流程,枕式包裝機的控製操作流程如圖 2 所示。
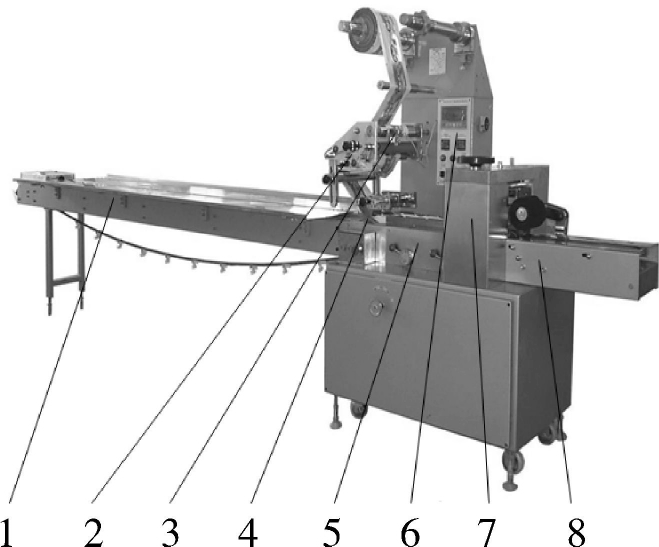
圖 1 枕式包裝機的結構
1 - 輸送機構 2 - 驅動送膜機構 3 - 光電開關
4 - 製袋器 5 - 縱密封器 6 - 人機界麵
7 - 橫密封器 8 - 產品輸出機構
- 枕式包裝機的控製方案
根據包裝機的控製操作流程圖,確定以 PLC
為控製器,構建控製係統。其控製方案為: ( 1) 采用 3 個按鍵作為包裝機械的啟動、停止以及不安全時的緊急停止開關; ( 2) 1 個旋轉開關對包裝機自動以及手動模式進行切換; ( 3) 采用鎳鉻-鎳矽熱電偶配合 FX2N-4AD 特殊模塊對溫度信號進行采集; ( 4) PLC 輸入端口 X0、X1 采集主電機輸出A、B 相的脈衝,高速計數器 C251 對脈衝進行計數,通過程序對比調整伺服膜電機的速度,達到自動定位的功能。( 5 ) 采用 2 個接觸式開關( 色標、刀位) 采集信號,並結合控製程序完成光電定位操作中包裝機械正追、反追以及點動的控製[3]。( 6 ) 可通過觸摸屏虛擬按鍵完成包裝袋的袋長,設定熱封溫度的初始值,並將設定數值傳送給 PLC 程序進行處理,產品的計數與清零以及電機過載時的報警也都通過觸摸屏進行顯示。
- 枕式包裝機的控製係統硬件設計
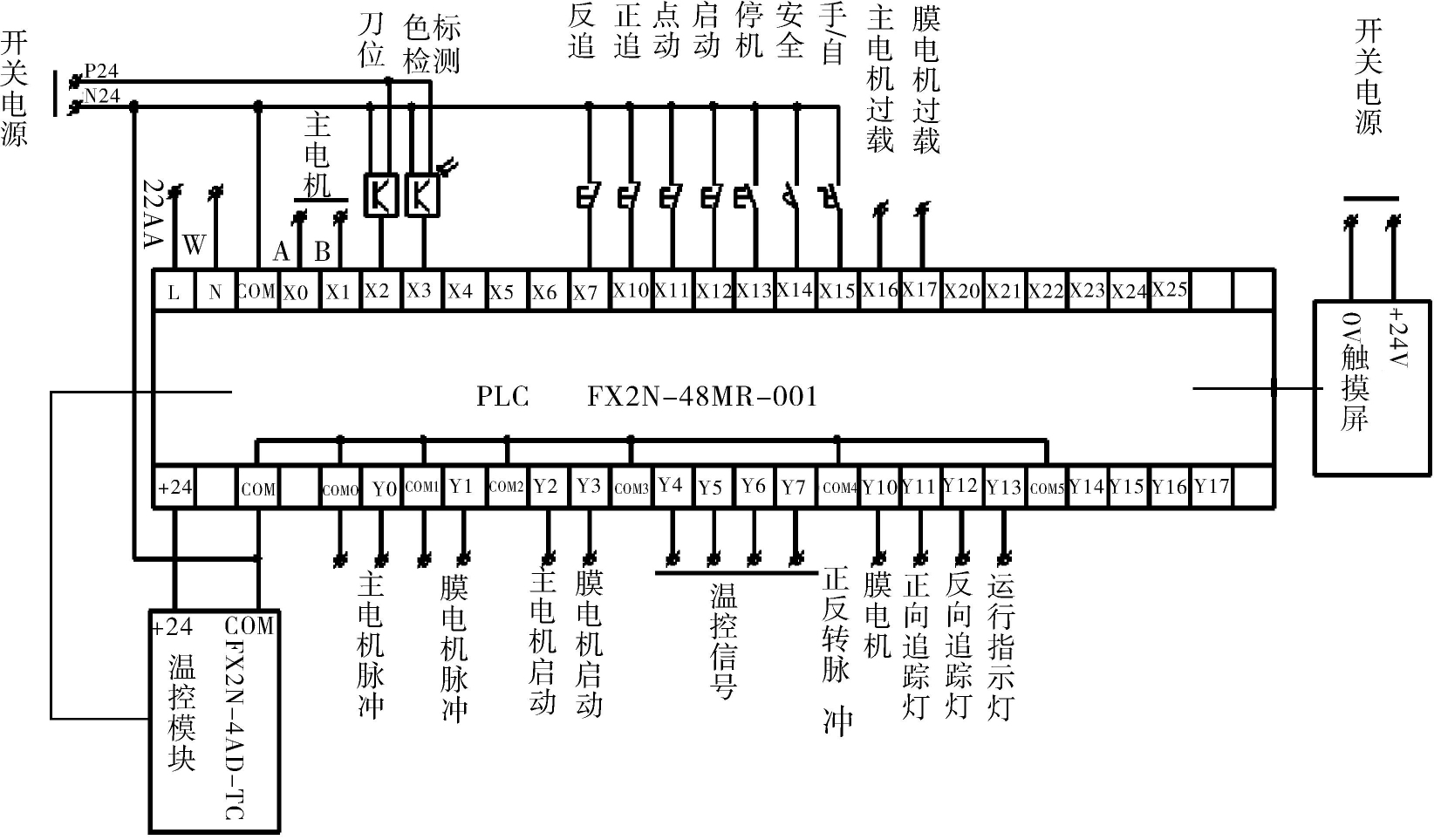
3. 1 PLC 電路設計
確定控製方案後,根據包裝機械控製流程要求,確定其控製係統需要配置 13 個輸入端口,11個輸出端口[4],如表 1 所示。
表 1 PLC 端口分配
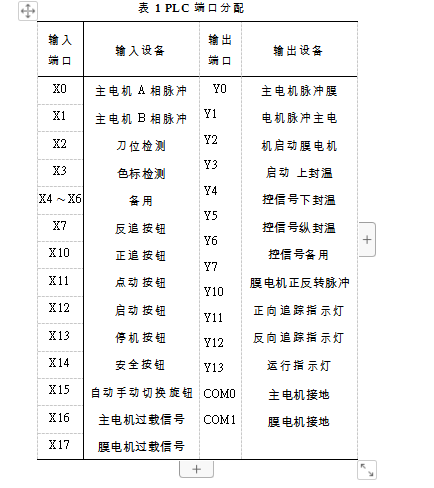
其中特殊功能模 FX2N-4AD-TC 完成對縱封橫封溫度信號的采集( 根據包裝材料的不同,溫度采集範圍為 - 10 ~ 500℃ ) ,並將接收的模擬信
號轉換成數字信號輸入到 PLC 進行處理。PLC 電路設計如圖 3 所示。
- 結束語
論述了枕式包裝機控製係統的設計,通過分析包裝機械的設計要求及各關鍵機構的運作原理,提出了可行的控製方法,采用三菱 PLC,伺服電機,觸摸屏等完成了控製係統的硬件電路設計。溫控係統方麵,采用了三菱的特殊功能模塊FX2N-4AD 來完成溫度模擬量的采集,並將其轉換成數字量傳輸給 PLC 程序進行處理。伺服係統控製方麵,PLC 對主電機輸出脈衝進行采集並計數,通過程序對比主電機輸出脈衝數,可確定色 標錯位方向。該包裝機械控製係統操作簡便,自 動化程度高。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:枕式包裝機包裝材料供送速度控製
- 下一篇:枕式包裝機熱封器與封口效果分析
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器