谘詢電話
ENGLISH0755-88840386自動定量包裝秤在大化肥中的應用與探討
發布時間:2020-05-13 16:11:43 |來源:網絡轉載
- 概述
隨著國內氮肥受多種因素影響(如 2013 年上半年西南大麵積地區長期幹旱無雨、 行業帶動效應低、天然氣價格攀升等),化肥銷售形勢嚴峻,出
廠價格和生產成本不斷拉近, 部分尿素生產企業甚至在虧本運營,建峰化工也不例外,近期二化裝置生產成本高於其尿素產品銷售價格,每噸尿素
甚至虧損 100~200 元。在這樣嚴峻的形勢下,建峰化工通過對包裝質量優化, 保證自動定量包裝秤的件重穩定性,確保尿素包裝件重,防止不合格的
尿素流入市場,以降低市場用戶投訴,保證“建峰牌”尿素的市場占有率。
- 自動定量包裝秤的結構特點
自動定量包裝秤種類很多, 建峰化工使用的是 RP 係列的自動定量包裝秤。自動定量包裝秤是一種按照事先設計的程序和方式,將大宗粒狀、粉狀的物料自動分成預定重量的小份載荷形式的稱
量控製係統。RP 係列自動定量包裝秤主要適用於散料的自動定量稱重和包裝。 其工作原理是被包裝物料通過加料係統變速後進入秤鬥, 在重力作用下,秤鬥將重力傳遞至傳感器,使稱重傳感器彈性體產生形變, 貼附於彈性應變梁上的應變計橋路失去平衡,輸出與重量數值成比例的電壓信號, 經線性放大器放大,再經 A / D 轉換為數字信號,由
儀表的微處理機(CPU)對重量信號進行處理後直
接顯示重量數據, 重量數字信號變化過程由儀表設置參數控製,在設置值上轉換成開關信號輸出。 開關信號輸入可編程控製器(PLC),在 PLC 內經過程序控製,輸出 PLC 開關信號,此開關信號控製各電器執行部件, 再由電器執行部件轉變為機械動作,控製物料粗加料、細加料、停止加料以及秤鬥放料等動作。
富雅美等 . 自動定量包裝秤在大化肥中的應用與探討
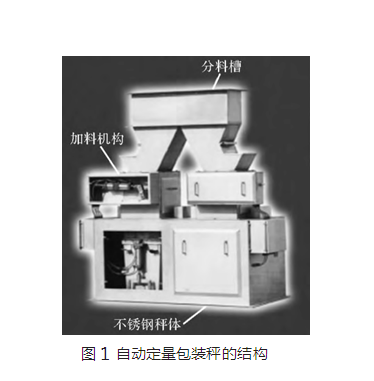
圖 1 自動定量包裝秤的結構
RP 係列自動定量包裝秤主要由控製櫃、加料
裝置、放料裝置、夾袋裝置、稱量鬥、傳感器、氣動係統、框架結構等組成。各部分可以按照客戶要求設計,並可選配夾袋裝置,選配打印機、大屏幕顯示器、計算機係統構成微機控製係統。自動定量包裝秤的整體結構如圖 1,其主要技術參數見表 1。
表 1 自動定量包裝秤的主要參數[1]

型號 RPN-XXXGⅠ RPN-XXXGⅡ
|
速度/ (包·h-1) |
500~600 |
1000~1200 |
|
稱重範圍/ (kg·包-1) |
20~100 |
20~100 |
|
準確度等級 |
0.2 級 |
0.2 級 |
|
秤體重量/ kg |
250 |
400 |
|
控製櫃重量/ kg |
120 |
150 |
|
秤體尺寸/ mm |
750×750×700 |
1500×750×700 |
|
控製櫃尺寸/ mm |
1600×600×350 |
1600×600×350 |
供電電源220V(-10%~15%),50Hz(±2%)
上、下限。引起故障的原因有:①細下料設定有問題,造成瞬間物料衝擊力過大,使控製器無法及時準確控製下料門的關閉時間,當下料停止後,秤桶穩定後重量與實際值有很大偏差; ②下料門關閉過程時間過長, 造成下料門與秤桶之間停留的物料過多, 致使控製器無法準確判斷料桶的實際重量; ③下料門開度過大, 造成瞬間物料衝擊力過大,從而出現控製器檢測時達到設定值的假信號。
4.3 秤的零點漂移
由於電子秤空秤時,無法相對固定在零位上, 造成電子秤不運行。引起此故障的原因有:①電子秤的傳感器輸出電流線性不好; ②料桶內積料過多,傳感器與料桶連接杆處積料,造成料桶與秤體因物料結晶使秤桶與秤體相連, 使傳感器的隨著 2 套化肥裝置的生產, 每台自動定量包裝秤每天至少運行 14 h 以上,在運行過程中,初期
時有報警、頻繁亮紅燈、秤的零點漂移、稱量件重波動等現象,故障率較高,影響產品尿素包裝件重和成品車間生產任務的順利完成。表 2 是 2010 年7—12 月自動定量包裝秤的主要故障情況。
- 故障原因
主要是由於自動校秤驗用砝碼的支撐杆處易附著尿素, 尿素結塊後造成稱量桶與秤體框架接觸,造成稱量異常。
4.2秤頻繁亮紅燈
由於桶裏的物料超出了控製器裏參數設定的波動現象。引起此故障的原因有:①機械執行機構連接傳動部件磨損嚴重, 間隙過大使下料門開度不穩定; ②控製器的細下料和預關閉值參數設定不合理;③電磁閥動作不到位。
4.3在正常包裝過程出現氣缸不動作
引起此故障的原因有:①電磁閥無電;②中間繼電器故障;③儀表程序出現故障;④氣管破裂。
采取的措施及對策
5.1針對報警頻繁,稱量異常的情況
決定取消自動校秤功能, 同時將砝碼支撐裝置拆除, 並將秤體密封( 圖 2), 防止尿素進入。另外,對這些容易結垢的地方加強重點維護,如每輪
班第一個白班對秤體進行吹掃,防止粉塵結塊。通過改造和吹掃秤後,包裝過程中報警逐漸減少。
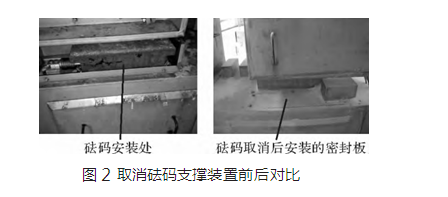
圖 2 取消砝碼支撐裝置前後對比
5.2針對引起秤頻繁亮紅燈的情況
- 針對上限超標的情況有 3 種途徑進行排查
處理:①檢查料倉是否堵料,因料倉堵料時,操作人員到現場去捅倉,會造成散尿素下料過多,而使上限超標,如果是這方麵的原因,隻要將料倉堵倉處理完後,自動定量秤就會恢複,不需要作任何處理;②檢查下料門關閉過程時間是否過長,一般設
定的關閉時間為 0.2~0.5 s 為宜, 可采取調節大小門氣缸上的截流閥的開度來控製氣缸的動作速
度;③檢查下料門的開度,一般要求細下料門缺口被秤體的進料口遮蓋 1 / 4 為宜, 具體可按圖 3 氣缸組件尾部的調整螺杆長度和“U”型臂與秤體的傾斜度進行調整, 使物料的衝擊力在控製器的規
避範圍內又不影響包裝速度。

圖 3 細下料門的調節方法
2) 針對下限不足的情況也有 3 種途徑進行排查處理: ①檢查細下料的設定值, 若是設定值錯誤,需重新調整細下料參數;②③途徑可以按照上限超標中的②③途徑進行排查處理即可。
5.3針對秤出現的零點漂移問題
首先,對秤體和秤桶進行徹底吹掃,清掃料桶內的積料。 因每台自動定量包裝秤都有 3 個傳感器,具體如圖 4,這 3 個傳感器將這台秤的料桶托起,因此傳感器對稱量精度有很大影響,如傳感器
不平衡,就會影響包裝秤,特別是梅雨天氣,空氣濕度過大, 尿素粉塵與尿素顆粒很容易結晶將傳感器孔的四周粘住,傳感器就無法動作,使傳感器的應變體阻值偏差過大而造成零點漂移, 具體如
圖 5。因此,在天氣潮濕時吹掃秤就要頻繁一些,可以防止傳感器無法準確感受到秤桶重量而影響秤的精度。
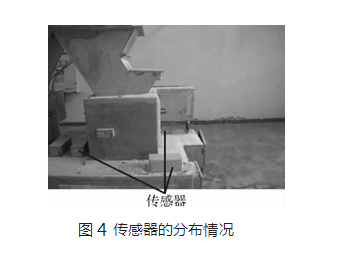
圖 4 傳感器的分布情況
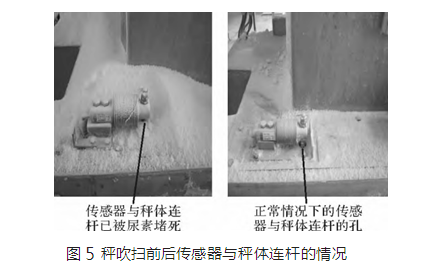
圖 5 秤吹掃前後傳感器與秤體連杆的情況
針對下料門與傳動軸固定鎖鍵鬆動, 造成漏料到秤桶內問題, 通過在鎖鍵上加裝固定螺栓並采取雙螺帽背死的方式進行防鬆處理。另外,利用複秤(電子台秤)對自動定量包裝秤進行校正;對於外部原因造成的傳感器接線故障, 通過重新接線處理;最後消除秤桶與秤體相連的結塊尿素,使秤體平穩。通過這些措施解決了零點漂移問題。
5.4針對稱量件重波動問題
首先是對秤進行清皮,發現清皮無效後,檢查是機械執行機構連接傳動部件磨損嚴重, 原因是尿素下料時經常對包裝秤“U”型臂與大、小門連接杆氣缸衝擊,造成連接孔擴大,而使下料門與軸不
一起轉動。針對這一情況,對“U”型臂的孔進行擴大,同時加工了一批環,放進孔內,這樣衝擊時也隻對環進行磨損,當環磨損嚴重時,重新換一個即可,減少了“U”型臂的損壞,同時也減少了檢修時間。經過這一處理後,包裝秤出現波動的情況相對減少。
5.5針對氣缸不動作的情況
當發現自動定量包裝秤的氣缸不動作時, 先檢查氣缸是否被尿素腐蝕或 2 個氣室之間的密封組件損壞而出現串氣故障,導致氣缸不動作,此種
情況需要進行更換氣缸。另外,由於氣管質量存在問題,引起氣管破裂,導致氣缸不動作。通過對比使用,確認費斯通的氣管較好,故更換氣管,目前使用較好, 基本消除了由氣管破裂引起的氣缸不動作現象。
6 效 果
對自動定量包裝秤進行了上述幾項處理後, 故障率大大降低, 從原來每月的 20~30 次減為現在每月 2~3 次,隨之各種檢修費用也下降,從而大大提高了生產作業效率, 降低了生產運行和檢修維護的成本,提高了企業經濟效益。同時有效防止富雅美等 . 自動定量包裝秤在大化肥中的應用與探討了件重不合格的尿素包流入市場, 影響“建峰牌” 尿素的形象, 進一步減少了顧客因件重不穩而產生的投訴。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:自動定量包裝秤的誤差淺析
- 下一篇:自動定量包裝秤中傳感囂的選擇
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器