谘詢電話
ENGLISH0755-88840386稱重係統數據采集的幾種方法
發布時間:2019-08-06 19:07:00 |來源:中國知網
隨著技術的進步,由稱重傳感器製作的電子衡器已廣泛地應用到各行各業,稱重傳感器實現了對物料的快速、準確的稱量,它已成為過程控製中的一種必需的裝置。煉鋼自動化和物料管理都離不開數據采集和傳輸這一環節,檢測儀表的數據采集是保證可編程控製(PLC)係統運行的必要條件。近年來本鋼煉鋼廠完成了大量的新項目和技術改造,稱重係統在轉爐、精煉、鐵水預處理及鑄機上都有廣泛的應用。稱重數據是各 PLC 控製係統中生產控製、物料統計管理的主要依據。在各個 PLC 控製係統中,對稱重係統的數據采集的方法也不盡相同。對此詳細敘述了在本鋼煉鋼廠生產實際中應用的稱重數據采集的幾種方法,並對其各自的特點進行了詳細的分析說明。
1 稱重儀表的技術特點
1.1 稱重儀表的功能
稱重儀表主要是利用電子技術方法測量、顯示和控製物料質量的儀表。稱重儀表多用於需要快速、遠距離測量、數字顯示以及過程控製等自動化係統。稱量範圍可從幾克到幾百噸,稱量精度可達到 0.001~0.000 1 以上。在應用中,可用它構成料鬥稱、吊車稱、軌道衡、皮帶稱等。電子稱與機械秤、機械—電氣稱比較,除機械結構簡單,維護工作量小外,突出的優點是能組合成自動化程度很高的、多組分配量控製係統。
在本鋼煉鋼廠的各控製係統中,稱重係統起著舉足輕重的作用。如轉爐煉鋼中的輔原料加料係統、鐵合金稱量係統,鐵水預處理係統的鎂粉罐及石灰罐的稱量,精煉加料係統、鋼包和鑄機中間包稱量等,都是各自控製係統中不可或缺的重要技術參數。因此,采集到精準的稱量數據是十分重要的。
1.2 稱重儀表的技術特點
在煉鋼各個工序中應用的稱重儀表均為智能型稱重儀表,它具有以下的技術特點。
1)與各類傳感器、變送器配合使用,實現對各種現場的重量測量、測控、數據采集、實時打印,具有毛重、去皮、淨重、峰值、峰穀處理功能。
2)采用先進的硬件電路和智能化的軟件處理,具有 WATCHDOG 電路、軟件陷阱與冗餘、掉電保護、數字濾波和很強的糾錯、抗幹擾功能。
3)輸入信號,各種測力傳感器輸出的電流、電壓信號。比較輸出類型有 OC 門輸出和繼電器輸出兩種。可選擇的模擬量輸出光電隔離 4~20mADC 。
4)RS232/RS485 串行數據輸出接口。
2 可編程控製器(PLC)的數據采集
本鋼煉鋼廠基礎自動化係統采用三電一體化設計,所有電控、儀控信號均接入 PLC。在各個 PLC控製係統中,安裝在現場的壓力變送器、溫度變送器、K8凯发登录入口計、鋼水稱重、測溫等檢測儀表采集儀表數據,開關、限位等設備收集工藝生產過程數據和現場設備運行狀態,所有數據匯入 PLC 係統,再通過終端操作站所發出的指令,在 PLC 中按預先設定程序實現過程回路調節,電氣設備順序控製和傳動設備的控製。
PLC 采集到的現場數據,經處理後傳送到主控室的現場操作站的人機接口畫麵(HMI)上。根據工藝要求,在 HMI 上設有與現場工藝對應的各個操作畫麵,用來顯示現場設備的狀態、各工藝參數實際值和係統控製過程。操作人員通過對 HMI 的監視,可以實時地觀測到設備的運行狀況,操作人員還可以根據實際情況修改工藝數據,並及時處理報
警事件,必要時可以人工幹預設備的運行。
由此可見,數據采集的精確程度是保證 PLC 控製係統穩定、可靠運行的必要條件。
3 稱重係統數據采集的幾種方法
3.1 用模擬量輸入模板數據采集方式采集稱重數據
在本鋼煉鋼廠鐵水預處理站,不僅要在操作畫麵上顯示出鎂粉罐、石灰罐的重量供操作人員監測,在控製程序中還要用它來計算噴吹過程中的噴吹量,當噴吹量達到設定的噴吹重量時,就會自動停止噴吹。在該控製係統中對鎂粉和石灰重量的采集采用的是模擬量輸入數據采集方式。模擬量模板數據采集方式需要稱重儀表有 4~20mA 電流輸出
信號,把這個信號輸出到 PLC 的模擬量輸入模板上,在 PLC 內對這個信號進行處理即可。模擬量輸入模板數據采集方式如圖 1 所示。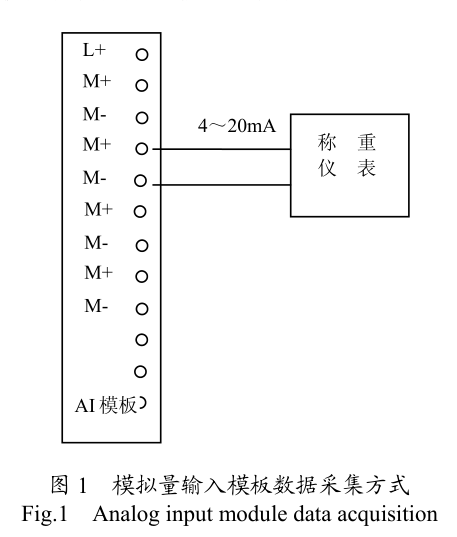
由圖 1 可見,由稱重傳感器測得的稱重信號傳送到稱重儀表中,稱重儀表通過 D/A 轉換把測量得到的重量轉化為 4~20mA 電流信號,把這個信號輸入到 PLC 模擬量輸入模板的一個通道後,再由PLC 程序把這個電流信號再轉化成相對應的重量值。這種數據采集方式比較簡單,與 PLC 的連接、數據處理和計算與一般的模擬量相同,PLC 技術人員能很快地掌握。但這種方式中,因為儀表零點不穩定、信號漂移等原因,電流信號轉換時存在著一定的誤差,處理後所得的數據與稱重儀表上的顯示值有可能有一定的誤差。
3.2 用稱重模塊采集稱重數據
這種方法在本鋼煉鋼廠轉爐的輔原料下料、鐵合金、精煉稱量係統中應用較為廣泛。轉爐煉鋼中的輔原料加料係統,除能顯示和記錄當前稱量鬥所加物料的重量外,它還直接參與各種物料的自動控製,是自動加料功能不可或缺的技術參數。它采用西門子稱重模塊來對稱重數據進行采集。西門子稱重模塊,可直接應用於西門子 S7 控製係統中,是 PLC 的一個功能模塊,多用於S7300PLC 或 ET200 遠程站中。現場的稱重傳感器將所測得的電壓信號送到稱重模塊,在經過稱重模塊進行計算處理(包括 AD 轉換,濾波等)後,通過PLC 總線直接傳給 CPU 中,然後在操作畫麵上顯示出來。稱重模塊采集稱重數據的連接方式如圖 2所示。
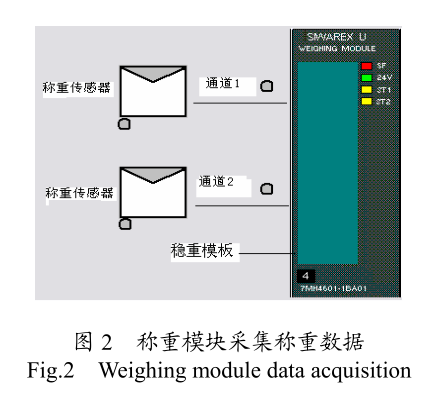
這種模式是目前工業稱重最先進的係統,以傳感器的毫伏信號直接進入 PLC,稱重模塊就是 PLC的一部分,免去了變送器和稱重儀表等中間環節,從而增強係統的抗幹擾能力,減少了故障點。除此之外,西門子稱重還為稱重調校提供了解決方案,它提供校稱專用的 SIWATOOL 組態軟件,通過計算機串口進行校稱,過程簡單快捷,即使是不懂PLC 基本知識,也可以快速將秤校好。這種稱重模式應用效果好,簡單方便,投入使用後幾乎不用維護,隻要定期對傳感器進行校驗,以保證精度即可。
3.3 用點對點數據通訊方式采集稱重數據
在本鋼煉鋼廠升級的連鑄機一級控製係統、薄板坯連鑄機控製係統中,大、中包的稱量是澆鑄過程中的重要數據,不但為操作人員提供精確的鋼水重量值,還直接參與澆鑄的聯鎖控製。它使用的是點對點數據通訊方式,采用的是西門子專用的點對
點數據通訊模塊。
西門子點對點數據通訊模塊是串行數據通訊的專用模塊,它可以實現與具有標準串行接口的單體設備的數據交換。它有適合在 S7300 和 ET200 遠程站中應用的 CP340、CP341 係列,也有可應用在S7-400 中的 CP440 和 CP441 係列。
以 ET200M 子站中配置的 CP341 通訊模塊為例,說明點對點數據通訊方式采集數據的方法。CP341 通訊模塊是通過點到點連接,用於高速,強大的串行數據交換,以減輕 CPU 的負擔。該模塊提供了三種不同類型的傳輸接口:RS232C(V.24)、20mA(TTY) 、RS422/RS485(X.27)。同時,該模塊內置有 ASCII、3964(R)和 RK512 通訊協議,用戶要根據稱重儀表的參數進行選擇。用點對點數據通訊方式采集稱重數據的連接方式如圖 3 所示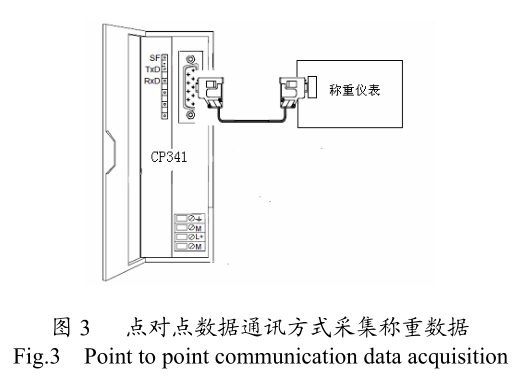
使用 CP41 通訊模塊,首先要確保模板到儀表的連線準確、可靠,確保專用接口的連線正確無誤。其次是在 S7 硬件配置中配置 CP341 模板,根據所連接稱重儀表的通訊參數設置模板的通訊參數,包括通訊數據的波特率、數據位、停止位、校驗位等,都要完全與稱重儀表的設置相同。配置成功後,用S7 提供的專用功能塊行編程,讀取儀表的數據。
薄板坯連鑄控製係統中采用的是 CP341 模板點對點數據通訊方式,在今年升級的連鑄一級係統中采用的 CP421 模板,在應用中效果很好,得到了現場操作人員和儀表維護人員的認可和好評。在這兩個係統的通訊中都實現了雙方應答通訊的功能,就是在 PLC 需要讀取稱重數據時向稱重儀表發出一個請求信號,儀表在接收到請求信號後發出串行數據,PLC 接收到數據後再通知儀表接收成功,在PLC 內對所接收數據進行處理,送到 HMI 操作畫麵顯示或 PLC 程序參與聯鎖與控製。雖然這種傳輸數據的方法可靠,但在硬件配置上要求很高,在編程上也具有一定的難度,需要有一定專業知識的技術人員才能掌握。
3.4 用 用 PROFIBUS 現場總線方式采集稱重數據
在本鋼煉鋼廠新近投產的 7 號寬板坯連鑄控製係統中,又取出一項新技術—PROFIBUS 現場總線方式來采集稱重數據。在這種數據采集方式中,通過 PM-120T 轉換器將具有 RS485 專用通信協議的接口設備連接到 PROFIBUS 總線上,使設備成為PROFIBUS 總線上的一個從站,使用戶可以在短時間內自主編程實現連接通信。
PM-120 轉 換 器 是 將 RS485 協 議 轉 換 為PROFIBUS-DP 協議的轉換器,它實現了串口與PROFIBUS-DP 的數據通訊。它運用透明轉換模式,轉換串口輸入數據,以字節流的形式,由轉換器的PROFIBUS-DP 側端口輸出;同時,從轉換器的PROFIBUS-DP 側端口輸入的數據,會以字節流的形式,由串口輸出。它的通用性強,用戶根據 RS485接口設備的通信協議在主站上自主編程即可實現通信。它有波特率自適應功能,不需要特殊配置。用 PROFIBUS 現場總線采集數據的連接方式如圖 4 所示。
這種數據采集方法的步驟如下:首先在 S7 硬件配置中安裝 PM-120 轉換器的 GSD 文件,這樣在S7 配件配置中就可以找到 PM120 了;其次是按照實際站號設置 PM120 的站號(圖中為站號 5),為其添加 16Byte 落後 IN,16Byte OUT 的數據區;最後通過簡單的編程讀取數據區的通訊數據即可完成數據通訊。
這種數據通訊方式不帶任何協議,配置簡單,不但是稱重儀表,凡是具有 RS485 串行接口的設備都可以使用它來實現與現場總線 PROFIBUS 的互連。用戶可以不必了解 PROFIBUS 技術細節,根據要求完成配置就可以實現連接,同時也不需要複雜的編程,就可在短時間內實現數據通訊。在寬板坯鑄機係統中受到技術人員和維護人員的好評。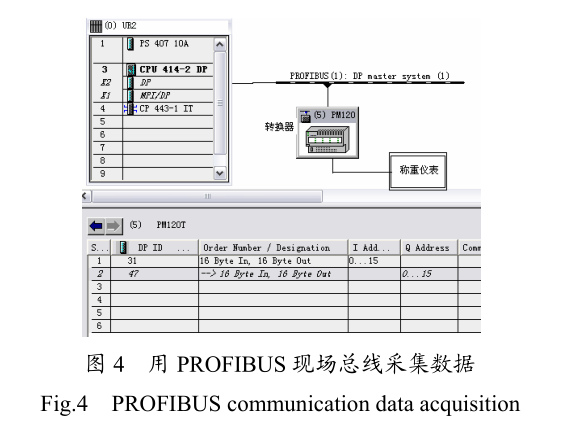
4 結論
1)通過對 4 種通訊方式的描述,可以清楚地看到各自通訊方式的利弊,在實際應用中要根據實際情況進行正確的選擇。
2)模擬量輸入方式過於簡單而且有一定的誤差;稱重模板的方式雖然很精準,但有一定的局限性;而點對點數據通訊方式和用 PROFIBUS 現場總線采集數據適用於多種具有標準串行接口的單體設備。
3)點對點數據通訊方式和用PROFIBUS現場總線方式為現代工業控製係統中的串行數據采集提供了借鑒和方向。
摘於中國知網,如有侵權請聯係刪除
- 上一篇:已經沒有了
- 下一篇:稱重設備於自動配比控製係統中的應用介紹
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器