谘詢電話
ENGLISH0755-88840386半自動紙箱包裝機PLC控製係統設計
發布時間:2020-07-30 13:39:16 |來源:網絡轉載
0引言
隨著生活節奏的加快,人們的生活越來越網絡化,網絡購物應運而生且受到熱捧並迅速走紅,成為一股新的時尚潮流,開始引導人們的購物方式。由於網絡商品經營成本低、客源廣、利潤高,許多商戶紛紛從實體店經營轉為了
建保障物資暢通的物質載體,考量影響物資暢通的因素,對提高政府能力的效率具有重要意義。
6總結與展望
本文首先對應急物流績效和網絡彈性進行定義,在分析傳統績效的不足後,對應急物流評估體係進行分析。在此基礎上,結合LPI和傳統的應急物流績效指標,以此構建應急物流網絡彈性績效評估體係。在這個體係中,我們側重於建立彈性指標,以此充分發揮應急物流為應對突發公共事件提供物資保障的作用。
應急物流網絡彈性績效評估不是目的,關鍵在於應急物流朝著動態、集成及實際應用的方向發展。本文提出的關於應急物流網絡彈性績效評估的體係、過程以及建議都是從理論上的角度出發,具體的發展還要接受實踐的檢驗。
由於網絡商品都是采用快遞的方式郵寄給買家,因此發貨前商品的包裝成為必不可少的一環。目前,大多數商戶都是手工包裝,一旦碰上購物旺季往往會因忙不過來而耽誤商品的包裝發貨。為了幫助網絡商戶解決包裝問題,本文設計了半自動紙箱包裝機PLC控製係統。
1半自動紙箱包裝機的結構及工作原理
1.1半自動紙箱包裝機的結構
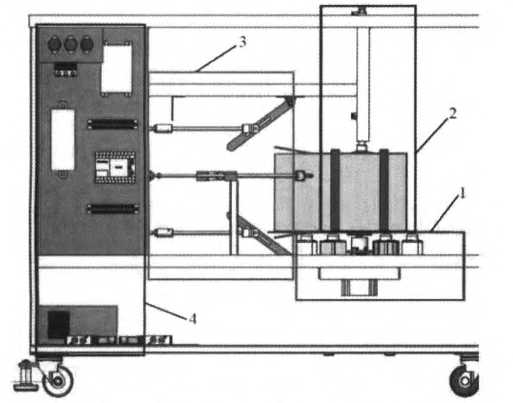
半自動紙相包裝機的基本結構由機械係統和控製係統兩部分組成,其中機械係統由托盤轉動機構、開箱成形機構和折葉折曲機構組成,如圖1所示%
1.2半自動紙箱包裝機的工作原理半自動紙箱包裝機的工作原理如圖2所示。
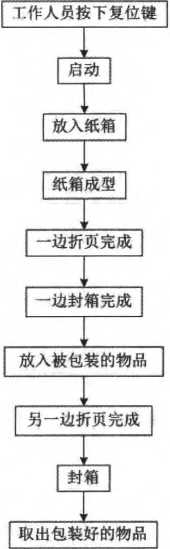
圖2半自動紙箱包裝機的工作原理
2控製係統設計
因為PLC具有可靠性高、壽命長、易於維護、接線少、編程簡單等優點,所以半自動紙箱包裝機采用PLC控製A%
係統主要實現的功能如下:
①對存/取物品以及複位這三個主要動作提供原始觸發信號,通過對應的接觸器、繼電器以及電氣連接使得驅動傳動得以順利工作,從而將動力傳給托盤轉動機構、開箱成形機構和折葉折曲機構,以便完成紙箱的包裝。
- 要使氣缸運動精確、平穩、安全,為此設計PLC來控製電機,使得電機的啟動、運行和停止這三個動作滿足包裝機的存取效率、運動精度、穩定性和安全性要求。
2.1控製係統組成
PLC控製係統組成x如圖3所示。
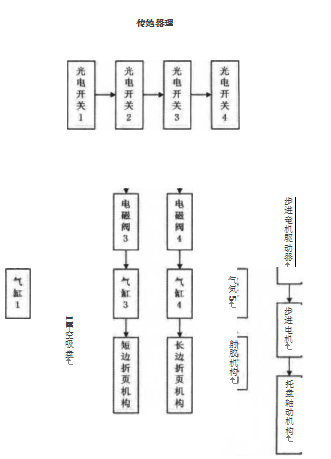




 圖3PLC控製係統組成結構圖
圖3PLC控製係統組成結構圖
- PLC型號選擇
德國西門公司的S7-200PLC17-11',其適用於各種場合中的檢測及控製。該PLC模塊上有集成的I/O點數為:14點開關量輸入,10點開關量輸出。另外它還集成有模擬量輸入與輸出點,可以直接用於模擬量控係統。它運行穩定、使用簡單方便、價格便宜,具有良好的模塊擴展能力,因此結合本設計要求,選用S7-200PLCo
- I/O地址分配
半自動紙箱包裝機控製係統具體的輸入/輸出(即I/O分配葉鞏)如表1和表2所示。
表1輸入分配表
|
序號 |
名稱 |
輸入點 |
|
0 |
光電開關1 |
10.1 |
|
1 |
光電開關2 |
10.2 |
|
2 |
光電開關3 |
10.3 |
|
3 |
光電開關4 |
10.4 |
|
4 |
啟動按鈕SB1 |
10.5 |
|
5 |
複位按鈕SB2 |
10.6 |
|
6 |
停止按鈕SB3 |
10.7 |
表2輸出分配表
|
序號 |
名稱 |
輸入點 |
|
0 |
步進脈衝數 |
Q0.0 |
|
1 |
電磁換向閥1 |
Q0.1 |
|
2 |
電磁換向閥2 |
Q0.2 |
|
3 |
電磁換向閥3 |
Q0.3 |
|
4 |
電磁換向閥4 |
Q0.4 |
|
5 |
電磁換向閥5 |
Q0.5 |
|
6 |
步進方向 |
Q0.6 |
2.4控製係統電氣原理圖
PLC控製係統電氣原理圖如圖4所示。
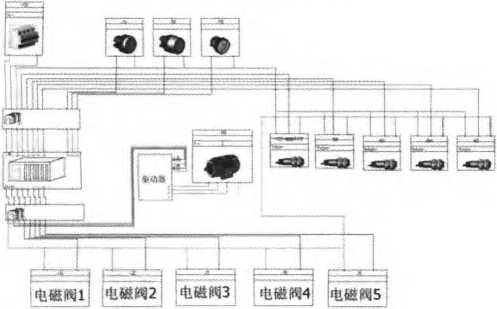
圖4PLC控製係統電氣原理圖
2.5程序流程
下麵為半自動紙箱包裝機的程序流程:
- 按下啟動按鈕,氣缸1在電磁換向閥1通電條件下推杆向下運動,行程200mm;
- 氣缸1觸發光電門1,使連接真空發生器的電磁閥2開始工作,吸盤帶動紙箱成型;
- 氣缸1在電磁換向閥1的控製下向上運動行程200mm;
- 氣缸2在電磁換向閥3的控製下推杆向左運動,行程200mm觸發光電門2,等待2s;
- 氣缸3,4在電磁換向閥4的控製下向左運動接觸光電門3,行程100mm同時氣缸2在電磁換向閥3的控製下向右回程,行程200mm;
- 氣缸5在電磁換向閥5的控製下推杆運動,行程100mm觸發光電門4;
- 電磁換向閥4在光電門4信號下使氣缸3,4的推杆向右退回行程為100mm;
- 電磁換向閥2控製真空發生器停止工作;
- 步進電機開始順時針旋轉90。;
- 停留2s(截斷膠帶);
⑪氣缸5接受電磁換向閥5信號推杆向左回程
100mm;
⑫步進電機旋轉180。;
⑬等待20s(放置貨物);
⑭步進電機接著順時針旋轉270°;
⑮氣缸2在電磁換向閥3的控製下推杆向左運動,行程200mm觸發光電門2,等待2s;
⑯氣缸3,4在電磁換向閥4的控製下向左運動接觸光電門3,行程100mm同時氣缶I2在電磁換向閥3的控製下向右回程,行程200mm;
⑰氣缸5在電磁換向閥5的控製下推杆運動,行程100mm觸發光電門4;
⑱電磁換向閥4在光電門4信號下使氣缸3,4的推杆向右退回行程為100mm;
⑲步進電機開始順時針旋轉90。;
⑳停留2s(截斷膠帶);
㉑氣缸5接受電磁換向閥5信號推杆向左回程100mm;
㉒步進電機旋轉90。;
㉓步進電機旋轉90。;
㉔取出紙箱,程序結束。
3結論
本文介紹了半自動紙箱包裝機的基本結構及其工作原理,確定了PLC的型號,並對PLC控製器的I/O點數進行了分配,最後設計了PLC控製係統電氣原理圖和程序流程。本文研製的半自動紙箱包裝機適用於中小型商品的快速包裝,移動方便、成本低、效率高,具有很大的應用空間。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器