谘詢電話
ENGLISH0755-88840386實用型焊管六角包裝機的設計和製作
發布時間:2020-07-24 10:07:40 |來源:網絡轉載
近年來.隨著商品經濟在我國的不斷發展和對外貿易的擴大,越來越多的人們在選擇商品時,不但講求質量.而且也開始講求包裝。從而在我國的工業企業界幾乎引起了一場產品包裝革命。
焊管行業的六角包裝.於是便應運而生,並且深受用戶的青睞。它不僅克服了圓形自然包裝的易散包.丟失拉彎等缺點,而且方便運輸,外形美觀
焊管新標準對包裝超出了嚴格要求。比如:冶金部1986年頒布的YB(T)44-86流體輸送用電焊鋼管標準就規定了在焊管生產入庫前,應對其實行六角包裝。
六角包裝機的種類很多,目前最先進的是從國外引進的自動打包機,自動化程度較高。然而其結構龐大且複雜,維修很不方便,利用率很低,且價格昂貴。還有一些氣動、液動包裝機,雖然成本較低.維修方便,但適用性很差,受場地、環境的限製。如:冬季露天便不適作業,而且包裝質量也不過關。我廠自行製作的六角包裝機.采用手動型,成本低,包裝質量高,適用性好,占地麵積小.探受我國焊管廠家的歡迎。
2六角包裝機設計及製作的構思
對於該機的製作,我們本著維修方便,結構簡單,投資少,實用性強及適用性廣的原則,進行了多方案的現場試驗,最後確定現在使用的這種形式包裝機。它的包裝質量符合GB2102-88及YB(T;44-86標準要求。
具體設計過程是:
首先.必須有一個固定模具,具體結構
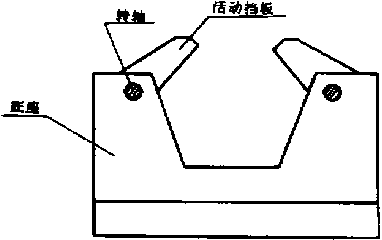
圖1固定模具
其次,也是六角包裝機最關鍵的一環,就是如何使鋼管包緊而不鬆動,這便渉及到鋼管六角包裝機的活動夾具(我們俗稱夾緊器)問題,針對這個難關,我們設想了幾個方案。
(1〉利用氣動包裝
此種夾紫裝置.也可以完成六角包裝但緯果不能令人滿意。
1) 機械阻力增大,氣動執行機構失效;
2) 不適於四季露天作業包裝;
新占地麵積大、投資相應增加;
(2) 利用液動包裝
此種方法雖然在包裝的夾緊方麵有所改善,但其缺點同氣動包裝相同.還要增設液壓站,投資更大。
(3) 手動夾具
1)結構形式
它的結構形式如圖2所示。
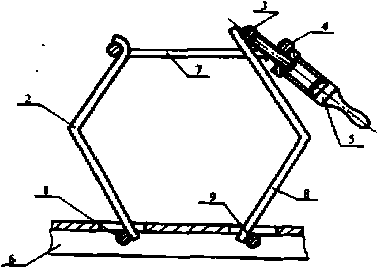
圖2鋼管六角包裝夾緊器
I、2、3-活動較鏈2、8-活動央板―I5-活動手柄6T2*措俐7-鎖緊拉板
2>工作原理
此種方案結構簡單可靠,占地麵積小,投資少,屬於手動實用型六角包裝機械"根據所包裝的鋼管定尺長度的不同,所需夾紫器的數量也不一樣。比如:定尺為6m長的鋼管可用三套夾具(固定與夾紫各三種)。再根據包裝根數的規定進行包裝。序號1、9為活動軸,它與序號2、8活動夾板分別焊在一起,穿在槽鋼6的兩側,以及當鋼管進入固定模具時,使其具有一定的開口度.槽鋼6底部留有開口。
包裝前,把用氣動折邊機做成的相應規格的六角包裝帶放入夾緊器內,包裝帶底邊應低於固定模具底邊。然後,銅管按六角根致並使管端頂齊擺好後,使序號7的活動鎖緊拉板掛在序號2上.壓緊序號5手柄使之夾紫,再用電焊把包裝帶焊牢,便完成了鋼管的六角包裝過程。
利用這種方法包裝後的鋼管非常牢固,經試驗檢査,合格率達100%。且外型美觀、整齊,易於運輸、存放。這種裝置在我廠使用兩年,多次獲得用戶單位的好評,為社會創造了較大的經濟效益,同時也提高了我廠的質量信譽。
3包裝鋼帶氣動折邊機
我廠釆用的六角包裝鋼帶的挑格是2.75〜4.0mm厚.40~60mm寬,利用了製作管坯剩下的邊角餘料。此折邊機結構簡單.造價較低,占地麵積小。具體的工作原理為:
(1>先按相應品種規格.計算出六角包裝帶的展開長度,並留出適當焊接餘量,製出表1。
表1
|
公稱口徑mm |
包裝根數 |
包裝帶邊長*mm |
毎捆理論重量t |
||
|
6m |
7m |
10m |
|||
|
15 |
169 |
161 |
L276 |
1.448 |
2.126 |
|
20 |
127 |
176 |
1.213 |
1.450 |
2.071. |
|
25 |
91 |
187 |
1.3卽 |
1.544 |
2.206 |
|
32 |
91 |
236 |
i.70y |
1.993 |
2.818 |
|
加 |
61 |
220 |
1.406 |
1.640 |
2-343 |
|
50 |
37 |
215 |
K0K3 |
1.263 |
1.80-1 |
|
65 |
37 |
270 |
I^73 |
1718 |
2.455 |
|
80 |
37 |
317 |
1.850 |
2-160 |
3.0B5 |
|
100 |
19 |
廠294 |
1.237 |
1-443 |
2.062 |
|
每捆鋼管的捆紮道次 |
3 |
3 |
4 |
||
包裝帶邊長係理論數據.
ERW管,抗拉強度和屈服強度與CW管和ERW管差別很小。
SW管、CW管和ERW管的測定硬度比較示於圖15。由圖可見.SW管和CW管一樣,基底金屬和焊縫之間在硬度上無明顯差別。
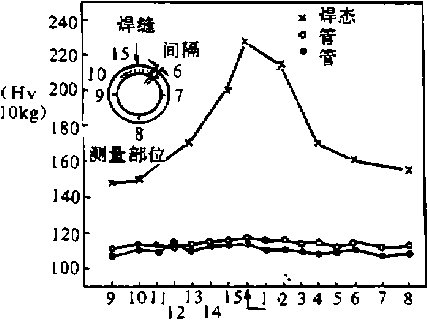
915硬度測量結果
根據這些性能,SW管與CW管和ERW焊態管相比.更適於在室溫下進行擴口、折邊、彎曲和旋鍛等難以進行的各種加工,
SW法作為ERW法的一種新工藝已由美國石油學會審定,能生產API-5L級X-46號等焊管,生產率較高。SW管的適用標準列於表2
(2)把鋼帶插入折邊機平台的槽內,並按表1規定的邊長數調整長度。
(3)開動氣動換向按鈕.隨時打出六廂形包裝鋼帶。
4標準化
由於高頻焊管的規格不是單一的,這樣隨著規格的變化.六角包裝帶、夾緊器及固定模具幾何尺寸也相應改變。因此,不能每個規路的鋼管就製作一套包裝機,必須納入
|
表2適用標準 |
|
|
應 用 |
1 適用標準 |
|
會通水管、煤氣管、油管 |
ASTMA53,A]20,A135 |
|
蒸氣管和空氣管 |
BS1387,3601 |
|
|
API5L(A.B、X-42、X46> |
|
總管 |
JISG3452.G344LG3454 |
|
電纜管 |
BS31-^0 |
|
|
UL-6 |
|
結構用管 |
ASTMA500 |
|
|
BS980,1139,1717 |
|
|
JISG3444 |
4結論
SW法是超出傳統CW法和ERW法的一個劃時代的新的焊管法。該法將CW法和ERW法的優點結合起來.具有生產率高、焊縫可靠性大、彎曲率高和開坡口耐蝕性強等特點。
凡ERW法能生產的產品.SW法均能生產,而且通過控製材料成分和軋製溫度,還能開發新產品。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器