谘詢電話
ENGLISH0755-88840386六嘴回轉電子秤水泥包裝機的應用
發布時間:2020-07-22 16:08:43 |來源:網絡轉載
圖1是6RS—FE回轉電子秤水泥包裝生產線簡圖•水泥由B400斜槽進入高效鬥式提升機,經懸掛式振動篩、中間倉、螺旋閘門和立式雙格輪下料機進入包裝機進行包裝,由倉壁料位器控製中間倉情量•包裝機回轉由0-75kW的無級調速電動機驅動,人工將水泥袋插到包裝機出料嘴上,包裝機就自動灌裝。裝滿的水泥袋被推到卸包皮帶機上,經過順袋皮帶機、硬袋機及輸送輾道,到達電子校正秤進行稱量校驗並計數,然後水泥袋再通過輾道由輸送皮帶送至站台堆存或裝車。
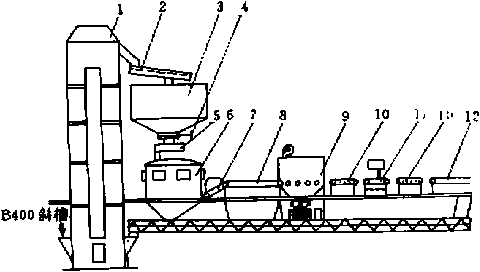
16RSFE回轉電子軒水泥包裝生產線簡圖
1.鬥式提升機浦.懸掛式振動孵片,中間倉,4,螺旋
立式取格輪下料機‘6.6RS—FE水泥包裝機,7,卸包皮帯機,
8.順養皮帶機,9-破包機,10.輸送輻道;11-電子校正秤;
12.皮帶機
2工作原理
6RS—FE包裝機是由6個嘴子單元組合在一個回轉體上,每個嘴子上有獨立的電子秤
甘肅省永登水泥廠(73。301)
稱量裝置。水泥袋的自動灌裝及袋重精度很大程度取決於電子秤的精度,下麵以一個單元為例說明其工作原理。
圖2是一個嘴子單元的電子秤稱量簡圖。當托袋架上放上重物時,簧片發生弾性變形,傳感器通過拉杆受力產生微小電壓信號,送給電子秤插線板進行放大和邏輯運算處理,最後顯示出其重量。包裝機旋轉中.按照給定信號並通過邏輯運算,使氣缸、料嘴電動機工作,由人工將水京袋插到料嘴上,進行灌裝•灌裝分粗、細流兩個階段,粗流灌裝約6〜10s,達到45kg左右後停止,開始細流灌裝,達到顯示值50.00kg後完成灌裝,包裝機在推袋位自動卸袋,並為下次灌裝做好準備。
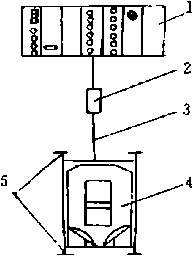
圖2單元電子評稱量簡圖
1.電子拜插線重量傳感器3拉杆托袋製,5.簧片圖3是校正秤工作原理圖•該包裝機由於采用電子校正秤對袋重進行第二次稱量校驗.並把校驗結果反饋給電子秤,使整個包裝機的稱量成為一個閉環係統•當有重物通過校正秤皮帶時,簧片變形,機械杠杆由於支點的作用失去平衡,使差動變壓器產生一定的電壓差並送給校正秤插件電路,進行處理後再反饋給電子秤作為校正信號"這樣經過不斷的校正•袋重精度得到進一步提高。
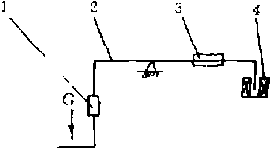
圖3校止秤工作原理圖
1.簧片灣.機掠杠稈3遊碼,4.差動變壓器
3週試步驟
3.1電子秤靜態調整
(1) 調整電子秤托袋架上、下八個簧片.使它們互相處在同一平行平麵內。
(2) 調節重量傳感器拉杆,使電子秤顯示值位於±L00kg以內0
(3) 調節電子秤小信號放大板上校零電位器.使電子秤顯示值為。。・00k&,並檢査靜態複位情況。
(4) 逐次加標準注碼,觀察電子秤顯示是否與所加硃碼值相等。
(5) 加矽碼到50.QOkg.電子秤顯示值應為50,00kg.如果超過或低於標準值,調節放大板上增益電位器.使顯示為標準值。
(6) 在步驟(5)的基礎上.加微小磋碼.觀察顯示應增加,去掉微小注碼.顯示應回到標推值50-。。岫.否則重新進行任)步驟調整。
(7) 去掉所有破碼,觀察電子秤顯示值應是
00.00kg,否則重複調節(3)〜(5)步驟。
3-2電子秤動傑調整
(1) 在靜態調整好的基礎上,將每個嘴子上的邏輯板調整電位器調到中間位置.
(2) 啟動包裝機,使其回轉,並插袋灌裝,分別對每個嘴子進行調整,使其校正時間、裝袋粗、細流時間、推袋時間等達到最佳位置。
E)調整校正秤校正時間,使其與電子秤校正量時間配合.
4使用維護及注意事項
6RS—FE包裝機生產線自1992年2月在我廠正式投產至今,la多時間內,我們認為應注意以下方麵:
(1) 在包裝機托袋架處安裝故障保護裝置.以免在包裝機運轉時,托袋架的固定裝置發生故障.造成托袋架卡死在卸包皮帶機機架上,造成簧片塑性變形,嚴重時會造成驅動電機的過載。
(2) 卸袋皮帶應是防滑皮帶,它必須有較好的防滑斑紋.須定期檢査,防止造成卡袋故障。
(3) 破袋機隻能破碎紙袋.但因紙袋破損率高.從而采用纖維編織袋時.應對破袋機做一定的改進,以滿足灌裝纖維袋的要求。
(4) 包裝機出現故障時,應觀察故障顯示燈、按顯示現象進行處理,切不可盲動。
(5) 空壓機以選用全無油空壓機為最佳,並且應在氣路中加裝過澱器或幹燥器,以防止氣體中的油或水汚染氣動元件導致嚴冬季節結冰造成氣路不暢.使各個氣動元件無法動作,影響主機正常工作*
(6) 6個嘴子電子秤插件板除繼電器板卽,其餘均可對應互換使用。
(7) 調節包裝機轉速時,應在運轉中進行.否則將損環調速裝置.
(B)在播袋時,應將水泥袋準確地插到位,以免破袋擠壞托袋架上的簧片,影響電子秤稱量精度。
(9)由於包裝機完成各個動作(壓袋、粗、細流、推袋)均是由氣缸實現的,因此包裝機供氣壓不應低於0-45MPa,最好保持在0.5MPa範圍內。
(10)包裝機上的一些德國元件.盡量用國產元件來代替,以降低維修費用。我們曾對一些電機及電磁閥進行了替代,實踐證明,國產元件的使用效果良好。
(11)采用動力調壓器及高性能的単相穩壓器,以保證三相動力電源電壓符合標準,使PC供電電壓穩定可靠。
(12)采用有效的管理辦法言
組成專門的電、鉗維修小組,並由專業技術人員正指導,負責設備維修;
嚴禁在電子秤托袋架上負重,在停機後.應將包裝機倉內水泥及托袋架卸空,並用壓縮空氣將包裝機吹掃幹淨;
每兩周須對包裝機電子秤校驗一次.半年對校正秤調整一次,以保證水泥袋合格率始終保持100蛆i
校正秤靜止時不許負重,不包裝時應關掉電源;
應配備專人對整個係統進行操作和維修,防止誤操作和自行拆卸造成故障:
定期時包裝機電控盤、電子秤箱內清灰並檢查動力設備各接觸器結點;
定期檢査收塵器的收塵袋,以保證包裝機及工人有個良好的工作環境。必須恰當地調整好收塵管道中的風量參數.避免形成風量不足,吸塵不好,或者風量過剩造成大量水泥吸入收塵器的不合理現象。
定期檢査油霧器、減壓閥、過濾器,以保證各氣動元件的正常工作:
定期檢査高效鬥式提升機環鏈的磨損情況,以防兩排環鏈同時斷裂,造成設備事故;
定期檢査懸掛式振動端的筋網、密封橡膠,以免雜料漏入中間倉,造成包裝機卡粵現象。
總之,6RS—FE型回轉電子秤包裝機具有自動化程度高:台時產量高(人工插袋時達80t/h左右);袋重精度及合格率高(50.00+0.5kg,10。%);可靠性好;粉塵汙染少等憂點,它是我國水泥行業理想的水泥包裝設備。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器