谘詢電話
ENGLISH0755-88840386自動包裝機同步控製係統分析
發布時間:2020-07-16 15:22:59 |來源:網絡轉載
1概述
目前,很多產品的自動生產線上都采用自動包裝機對產品進行包裝,一個典型例子是快餐麵的自動生產線。通過對某廠的引進生產線 進行分析.實測,對自動包裝機的控製原理、特 性等謎行分析.得岀的結果為這類同歩控製係 統的設計和調試提供了理論依據。
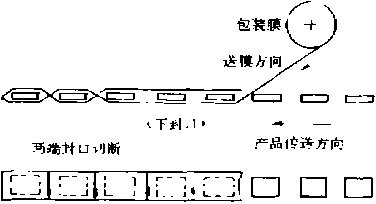
這種包裝機(日本係列自動包 裝機)的工作原理可以簡要地用圖1說明。
坷斷位曾 切斷壞記
圖1自動包裝機包裝、切斷示意圖
由前道工序生產出的產品,等距地排在傳 送帶上,包裝膜包上以後,根據膜上的標記切 斷,即為成品.如果不能在要求的位置切斷,則 為不合格產品。
控製方式為單向加速。工作時,包裝膜及產 品同步傳送.預先調整.使實際切斷長度L略 短於標準長度A (例如0. 5 mm),光電檢測裝 置每周期(冏期記為T〉檢測一次,若積累誤差 超過規定值(例如2 mm).則由控製器給出一個 寬度為r
2分析
2、1同步狀態
自動包裝機的同步控製係統模型可用圖2 表 7。
|
控製器 控製電機 被控對象 |
|
圖2自動包裝機同步控製係統模型 |

對這個係統的分析,也可以采用離散模型。 考慮到這個係統的具體特點.用連續模型會方便些.
0,反映了實際長度與標準長度之差,控製器特性如圖3所示,形式上可以寫為 y = m
係統控製增益及是由控製電機及差分齒 輪(使傳動加速的執行機構)確定的.所以X是 係統中已確定的不變參數’
控製電機動作時間,即控製脈衝寬度『•由 控製器決定,是一個內部可調參數《參考控製器 電原理圖).由控製電路中單穩觸發器的脈衝寬 度決定,
參數a ,可由操作人員調整確定,是可調參 數。
由係統的相平麵圖可以看出,包裝機正常 工作,相當於係統處於穩定的極限環狀態。
不唯看出,若要保證係統的穩定性,必須滿
在實際生產中,還應使設備處於盡可能最 佳的工作狀態.應使控製電機的動作不致太頻 繁,最不利的情況是每周期動作一次•較好的情
兄是每5〜LO個周期動作一次。這可以適當調整 ai占到,便|a|達到一個較小的值,但太小則可 此由係統不穩定,失去同步,
2-::捕獲過程
在初始開機時,參數調整是非常重要的。, 調定的初始條件不合適,可能使設備較長時間 不能姓於同步狀態,使生產線不能正常生產。
捕獲過程如圖5所示。
國5係
由於控製作用是單方向、周期、脈衝式的. 所以皆初始條件不合適,達到極限環所需的時 間就比較長,可能要幾十個周期。
由於此係統不具備快速捕獲的能力,操作 人員諾當選取初值.使其盡快進入同步狀態,是 很氓要的。
不唯看岀•適當選取由S)是可以達到這
2.3控製器原理
控製器的電原理圖如圖6所示.
控製係統每周期檢測一次切斷標記,並與 充許誤差限(參與值)比較,若不超差則「端低 電平.D端高電平,控製繼電器RY斷開,控製 輸岀若超差.則召輸岀寬度為r的脈衝,在此期 間,D低電平.RY接通,控製電機接通。
3結束語
從控製係統的1見點看,這種自動包裝機采 劉的同歩控製係統簡單、可具有一定的特點。木文分析了這類控製係統的原理和性能、為生產中調試、維修提供了理論基礎、也可供設計
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:紙箱包裝機
- 下一篇:第十屆國際包裝技術展覽包裝機械簡況
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器