谘詢電話
ENGLISH0755-88840386鍋爐汽自動包縱縫埋接工藝
發布時間:2020-07-01 08:45:55 |來源:網絡轉載
引言
我國鍋爐製造企業在積極推行先進焊接工藝, 適應鍋爐容量參數和爐型的變化,滿足複雜鍋爐部件以及鍋爐新材料的製造要求。鍋爐的關鍵部件主要包括汽包、集箱、膜式壁和蛇形管等。其中汽包是鍋爐補給水和進行汽水分離的重要設備,是鍋爐的核心部件。汽包一般由左右封頭、封頭人孔、筒體、 下降管管座、汽水連接管座、水位表管座、安裝耳板及內件等組成。其主要焊縫有筒節縱縫、環縫、下降管管座焊接、汽水連接管的焊接和其他附件焊接。由於汽包在鍋爐中的特殊地位,作為鍋爐的主要受壓部件,其焊接質量倍受重視,我國國家法規對其焊接工藝和檢驗標準提出相當嚴格的要求。因此,汽包焊接工藝直接關係著其焊接質量。鋼為德國製造,其組織穩定,具有較高的中溫屈服強度,良好的塑性、韌性及綜合力學性能和工藝性能。鋼適用於工作溫度不高於的各種類型的焊接構件,如鍋爐汽包、壓力容器、波形管和其他結構件叫本研究采用埋弧自動焊接設備進行了超高壓鍋爐汽包縱縫焊接工藝試驗,分析了焊接接頭的微觀組織,進行了焊接接頭拉伸試驗、彎曲試驗、衝擊試驗等研究。研究結果將為超高壓鍋爐汽包縱縫焊接工藝製訂奠定基礎。
1試驗材料及設備
鋼在正火加高溫回火狀態下使用,其測試的化學成分和力學性能如表1、表2所示。 65mm厚的鋼350龍高溫機械性能如表3所示。
|
|
表1 鋼的化學成分 Tab.l Chemical compositions of BHW35 steel |
% |
|
|
w(C) |
w(Si) w(Mn) w(Ni) w(Mo) w(Cr) w(Nb) |
w(P) |
w(S) |
|
0.12 |
0.35 1.50 0.65 0.30 0.30 0.01 |
0.03 |
0.02 |
|
表2 BHW35鋼力學性能 Tab.2 Mechanical properties of BHW35 steel |
|||
|
板厚 5/mm |
"b S & 4 kv /MPa /MPa /% /J , cm-2 |
冷彎 (180°, |
|
|
65 |
720 392 18 39 |
合格 |
|
表3 鋼350 P高溫機械性能
|
temperature (350 P) |
|
|
屈服點oTMPa |
抗拉強度aJMPa |
|
343 |
515 |
|
333 |
510 |
|
304 |
490 |
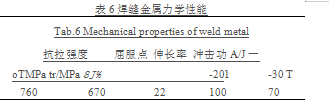
鋼埋弧焊絲選擇原則為等強匹配。選用的焊接材料為H10Mn2NiMoA,焊絲化學成分如表4所示。該焊絲向焊縫過渡適量Mo/Ni,配合相應焊劑可獲得綜合機械性能良好的焊縫,其化學成分如表5所示,熔敷金屬力學性能如表6所示,試驗用埋弧焊設備型號為DC-1000直流電焊機it。
表4 H10Mn2NiMoA化學成分
|
Tab.4 Chemical compositions of H10Mn2NiMoA % |
||||||
|
m(C) |
w(Mn) |
w(Si) |
w(S) w(P) |
w(Cr) |
耕(Mo) |
w(Ni) |
|
0.08 |
1.83 |
0.35 |
0.01 0.02 |
0.19 |
0.50 |
1.33 |
|
|
Tab.5 |
表5焊縫金屬化學成分 Chemical compositions of weld metal |
% |
|||
|
諷C) |
w(Mn) |
w(Si) |
w(S) w(P) |
w(Cr) |
w(Mo) |
w(Ni) |
|
0.08 |
1.81 |
0.20 |
0.01 0.01 |
0.02 |
0.68 |
0.94 |
2 鋼焊接性分析
鋼合金元素含量較高,其碳當量C妒Q58, 鋼的冷裂傾向較大,焊前需要預熱,隨著預熱溫度提高,過熱區硬度下降,熱影響區冷裂傾向下降。但局部高溫預熱會產生附加熱應力,並隨預熱溫度的提高而增大。因此對於防止冷裂紋產生,隻增大預熱溫度具有局限性,最好釆用低溫預熱加後熱工藝。提高焊接熱輸入也有益於防止冷裂紋發生,其焊接熱影響區淬硬傾向較大,且隨冷卻速度增加而增大,焊接接頭應力集中較大時,易產生再熱裂紋
3焊接工藝試驗
鍋爐鍋筒縱縫焊接時,坡口角度16°±4°,間隙 20±1 mm,坡口型式如圖1所示。
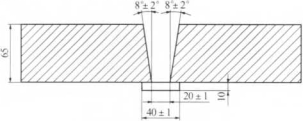
圖1鍋筒縱縫坡口型式
正麵焊完後,預熱溫度不低於100龍,範圍不少於焊縫周邊200 mm0碳弧氣刨清除墊板,用砂輪去除滲碳層並把焊縫打磨平整,各個焊道的焊接工藝參數如表7所示。
焊接試驗工藝為:預熱溫度1482;層間溫度152龍~272龍;除氫溫度340龍~360 龍/2.5 h;925°C ±15Y正火,升溫W150 Y/h,保溫1 h,空冷;630t ±15龍回火,升溫W150幻/h,保溫3.8 h,空冷;610r ±15龍消應力退火,升溫W78 Y/h,保溫7.6 h,爐冷至300丁後出爐空冷。其他:背麵碳弧氣刨根除墊板後焊接,氣刨前試件溫度為200龍。
4焊接工藝實驗結果
4.1焊縫外觀質量
焊縫正麵寬度51〜53 mm,背麵寬度47〜49 mm,
表7焊接工藝參數
|
焊接層次 |
焊接方法 |
填充金屬 |
焊接電流 |
電弧電壓 UN |
焊接速度 v/mmemin, |
||
|
型號 |
規格/mm |
極性 |
電流〃A |
||||
|
正麵1 |
埋弧焊 |
H10Mn2NiMoA SJ101 |
巾4 |
直流反接 |
540-550 |
32-33 |
32-33 |
|
正麵2~5 |
埋弧焊 |
H10Mn2NiMoA SJ101 |
4>4 |
直流反接 |
590-600 |
33-34 |
31 〜32 |
|
以後各道 |
埋孤焊 |
H10Mn2NiMoA SJ101 |
巾4 |
直流反接 |
630〜640 |
34-35 |
30-31 |
|
背麵1 |
埋弧焊 |
H10Mn2NiMoA SJ101 |
<})4 |
直流反接 |
630-640 |
34-35 |
31-32 |
|
以後各道 |
埋弧焊 |
H10Mn2NiMoA SJ101 |
4>4 |
直流反接 |
630-640 |
34-35 |
30-31 |
正麵、背麵焊縫高度均為1.5~2.0 mm,焊縫高低差為0.5 mm。正麵和背麵焊縫無外觀缺陷,焊縫外觀檢查結果合格。焊接接頭探傷檢驗方法為磁粉探傷、 超聲波探傷,按JB4730標準評定。
4.2拉伸試驗
焊接接頭常溫拉伸試件如圖2所示,試驗結果如表8所示。焊接接頭試樣在350丁進行高溫拉伸試驗,試驗結果如表9所TH。
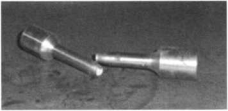
圖2常溫拉伸試件
表8常溫拉伸試驗
|
取樣部位 |
試樣號 |
屈服強度 WMPa |
抗拉強度 WMPa |
延伸率 &/% |
|
|
規定值 |
N390 |
570-740 |
218 |
|
|
1 |
430 |
625 |
18 |
|
焊接接頭 |
2 |
430 |
635 |
18 |
|
|
3 |
420 |
620 |
18 |
|
|
4 |
430 |
640 |
18 |
|
|
規定值 |
N390 |
2570 |
N18 |
|
焊縫 |
|
|
|
|
|
|
1 |
640 |
780 |
18.0 |
|
|
表9 |
350 T高溫拉伸試驗 |
|
|
|
Tab.9 |
Tensile test at high temperature (350 © |
|||
|
取樣部位 |
試樣號 |
屈服強度 |
抗拉強度 |
延伸率 |
|
|
|
crs/MPa |
WMPa |
&/% |
|
|
規定值 |
、333 |
N510 |
N18 |
|
|
1 |
440 |
530 |
18 |
|
焊接接頭 |
|
|
|
|
|
|
2 |
495 |
515 |
18 |
|
|
3 |
480 |
505 |
18 |
4.3常溫彎曲試驗
在彎曲角度100。,彎曲直徑C=3S的條件下做側彎試驗,取兩組8個試樣進行試驗,試驗結果完好°側彎試件如圖3所示。
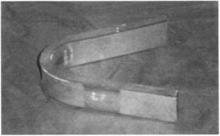
圖3側彎試件
4.4衝擊試驗
焊接接頭衝擊試驗後的試件如圖4所示,試驗結果如表10所示,數據表明衝擊值符合要求。

圖4衝擊試件
表 10衝擊試驗結果
|
|
Tab.10 |
Results of Impact test |
/J |
|
|
缺口位置 |
1 |
試件號 2 |
3 |
規定值 |
|
焊縫區 |
53 |
38 |
44 |
N41 |
|
近縫區 |
164 |
193 |
168 |
N41 |
|
焊縫區 |
151 |
173 |
181 |
N41 |
|
近縫區 |
172 |
163 |
182 |
N41 |
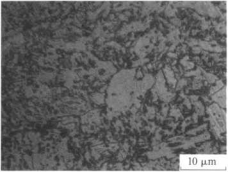
圖8焊接接頭的焊縫組織
5結論
(1 )埋弧自動焊接超高壓鍋爐汽包縱縫焊接接頭熱影響區組織為鐵素體和貝氏體,熔合線組織為貝氏體,焊縫組織為少量鐵素體和貝氏體。
(2)埋弧自動焊接超高壓鍋爐汽包縱縫焊接接頭的常溫、350Y高溫的拉伸試驗、彎曲試驗和衝擊試驗結果表明,接頭力學性能符合使用性能要求,焊接工藝可行。
(3)鍋爐汽包縱縫焊接釆用埋弧焊,開V型坡口,經過預熱、消氫處理、正火、回火、退火等熱處理等措施合理,保證了接頭焊接質量。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:現場總線在自動包裝生產線上的應用
- 下一篇:無縫自動軋管機組冷床改造設計分析
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器