谘詢電話
ENGLISH0755-88840386包裝機直紋滾花輸送輥的設計及應用
發布時間:2020-06-24 09:08:29 |來源:網絡轉載
- 概述
包裝機小盒商標紙吸取輸送機構,主要功能是完成商標紙拾取輸送,在輸送過程中完成塗膠、打碼等動作。該機構具有結構複雜、調整點多,易損件多穩定性差等特點。商標紙輸送阻塞、歪斜故障是該部件的主要故障,發生頻率高,對產品質量造成較大隱患,由於輸送通道設計緊湊,如發生阻塞,嚴重時還會造成周邊相關零件的損壞。我們在對商標紙吸取輸送機構的結構原理和實際運行情況進行了詳細分析後, 發現主要問題存在於第一輸送輥對處。為提高設備的穩定性,消除產品質量隱患,我們對商標紙輸送機構的第一輸送輥對處的相關零部件進行了改進。
- 商標紙輸送方式及機構原理
- 商標紙輸送原理
從商標紙輸送示意圖(圖1)中可以看出,商標紙從吸紙輪 釋放後,到達折疊拍板前共經過四對輸送輪。第一輸送輥輪為 商標紙接紙輸送輪,作用是將吸紙輪的商標交接到商標紙輸送 通道。第二輪為小盒打碼的鋼印輪,對商標紙進行打碼。第三輪 為商標紙塗膠輪,對商標紙進行塗膠。最後一組為商標紙的傳 輸輪,作用是將商標紙快速輸送到折疊位置。
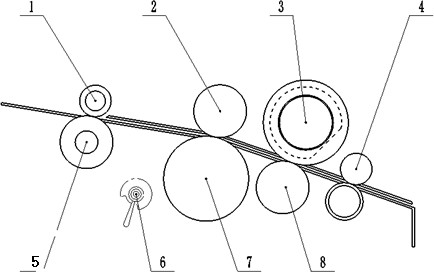
圖 1 商標紙輸送示意圖
-
- 第一輸送輥結構分析
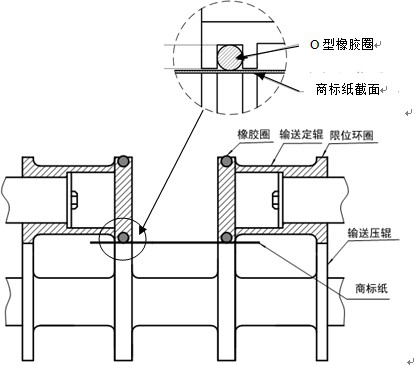
- 如圖2 所示,第一輸送輥由上麵的定輥和下麵的壓輥組成,壓輥兩端安裝有彈簧,由於彈簧的壓力,壓輥始終受到一 個壓向固定輥的力,使兩者始終接觸,從而壓住商標紙向前輸 送。兩輥之間的最小間隙由輥兩端的限位環麵限定,不可調節。 定輥上設計有凹槽,凹槽內安裝有截麵直徑為4mm 的O 型橡
- 第一輸送輥結構分析
膠圈。工作時橡膠圈被壓緊變形,以增加輸送輥和商標紙間的摩擦力,保證商標紙的正常輸送。
但橡膠圈使用一段時間會產生塑性變形和磨損,造成兩輥 對商標紙的夾持力減小。橡膠圈磨損後直徑繼續減小,就會出 現商標紙輸送打滑,導致商標紙輸送不順暢,造成商標紙進入商 標輸送通道後出現商標頻繁阻塞、塗膠位置不正確及小盒鋼印 錯位等故障現象。
-
-
- 一般出現上述故障時更換設備上第一輸送輥的橡膠圈
-
後設備就能恢複正常運行狀態。但O型橡膠圈更換後,由於磨 損快,使用周期短,隨著其使用時間的延長,阻塞故障一直呈上 升趨勢。而發生商標紙堵塞故障時,故障處理至少需要10 分鍾以上,對生產效率將產生一定影響,同時也造成原輔材料的浪 費。
-
- 第一輸送輥的受力分析
- 如圖2 所示,安裝橡膠圈的輸送定輥2 兩端的直徑不同,限位環麵端直徑為39.6mm,安裝橡膠圈的小端直徑為39mm,則在未安裝橡膠圈時該位置的上下輸送輥間隙為: 0.3mm。而安裝橡膠圈的槽直徑為32mm,考慮到橡膠圈受到一 定的拉伸但是拉伸量不大,因此O 型橡膠圈的直徑仍然按照4mm 計算,則安裝橡膠圈後的理論直徑為40mm,大於限位環麵端直徑39.6mm,說明橡膠圈安裝後將在輸送定輥和壓緊輥間產 生了0.2mm 的壓縮形變。
- 從商標紙輸送過程分析:商標紙的輸送是一個純滾動的傳遞過程,是通過送紙輥之間的壓力使商標紙和輥輪的表麵 產生摩擦力實現商標紙輸送。從摩擦力計算公式分析,可以得 到兩個滾輪間的間隙變化為什麽會影響商標紙的正常輸送。計 算公式為:
- 第一輸送輥的受力分析
fmax=μN式中:
Fmax 為最大靜摩擦力μ為靜摩擦係數
N為正壓力
從上麵的計算公式可以看出,當靜摩擦係數不變前提下,正 壓力和最大靜摩擦力(摩擦力)成正比。產生正壓力的前提是表 麵相互接觸並使接觸麵發生彈性形變,才能產生摩擦力。當第 一輸送輥的橡膠圈磨損達到需要更換狀態時,橡膠圈對商標紙 的壓力減小,造成摩擦力減小,商標紙沒有向前的力,將會造成 商標紙輸送打滑並堵塞。
因此橡膠圈磨損到一定程度後,導致第一輸送輥商標紙和輸送輥間壓力較小,導致商標紙輸送摩擦力減小,是造成商標 紙輸送堵塞的主要原因。
- 具體實施方案
- 改進新裝置的設計
從前述分析可以看出,保證商標紙輸送的摩擦力是保證商 標紙正常輸送的先決條件,商標紙輸送摩擦力的保證,就需要 及時的對橡膠圈進行更換。而橡膠圈使用壽命較短,當更換不 及時,將影響商標紙正常輸送,同時由於使用壽命的原因,橡膠 圈的更換也較為頻繁,不僅增加了維修工作量,也增加了零備件的成本。為此,需要重新設計改進第一輸送輥定輥,才能徹底是接紙輸送輥,為實現順利交接商標紙因此上下輥之間應留有 一定的間隙,以保證商標紙的前端能平穩進入。新的直紋滾花 輸送輥進行了安裝調試,並進行生產測試,結果能滿足商標紙 接紙輸送要求,送紙穩定不打滑。圖4 為第一輸送定輥的零件圖。
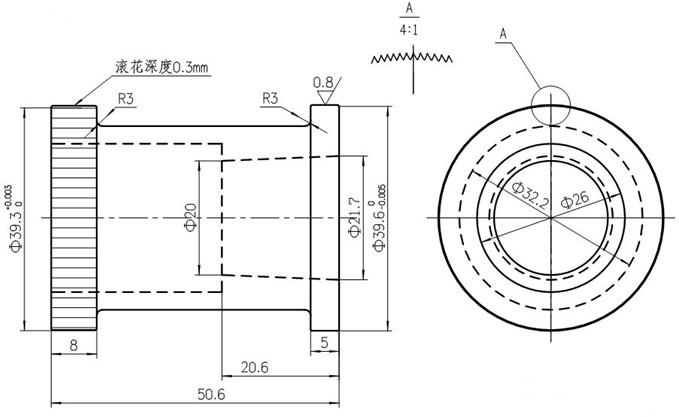
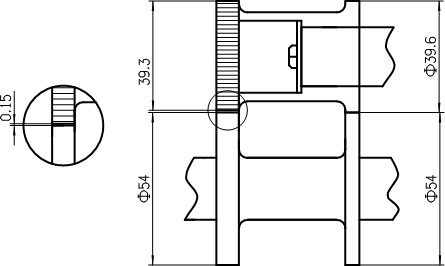
3.2.3 由於上麵直紋滾花輸送輥接觸商標紙背麵,下麵壓緊輥是光麵輥接觸印刷麵,在測試中低速運行時直紋滾花輸送輥和商標紙的接觸麵無明顯壓痕印跡。輸送輥的正壓力可適當調低,保持調整後的摩擦力恒定。商標紙的厚度為大約0.25mm,並有一定的波動範圍,要保證有足夠的摩擦力輥輪的間隙不能大於0.20mm,另外要保證進紙順利間隙又不能為零。根據這計算輸送輥限位麵端的直徑Φ39.6mm 保持不變,則新的輥子的直徑為Φ39.3mm。第一輸送輥定輥與壓輥之間的間隙為0.15mm,解決問題。我們決定將第一輸送輥定輥改為鋼件平麵輥結構, 這個間隙既能方便商標紙順利進入又能保證有足夠的摩擦力使輥的麵對與商標紙的接觸麵積增大,以提高輸送輥輸送商標 時的摩擦力。
-
- 輸送輥的材料及尺寸選擇
 借鑒其他一些包裝機設備的商標紙輸送方式,重新設 計第一輸送輥,表麵采用直紋滾花處理,如圖3 所示,以增加輸送的穩定性,使輸送具有更好的防滑性能。選材時考慮便於加 工、經濟耐用,因此選用較為常見的40Cr 鋼。為使輥輪的工作麵具有較強的耐磨和更高的硬度,零件表麵采用滲氮處理。經過 熱處理後零件有良好的機械性能,由於零件表麵硬度可達HV450,因此磨損量很小幾乎忽略不計,上下輸送輥之間間隙也 將長期保持一個恒定值。
借鑒其他一些包裝機設備的商標紙輸送方式,重新設 計第一輸送輥,表麵采用直紋滾花處理,如圖3 所示,以增加輸送的穩定性,使輸送具有更好的防滑性能。選材時考慮便於加 工、經濟耐用,因此選用較為常見的40Cr 鋼。為使輥輪的工作麵具有較強的耐磨和更高的硬度,零件表麵采用滲氮處理。經過 熱處理後零件有良好的機械性能,由於零件表麵硬度可達HV450,因此磨損量很小幾乎忽略不計,上下輸送輥之間間隙也 將長期保持一個恒定值。
- 輸送輥的材料及尺寸選擇
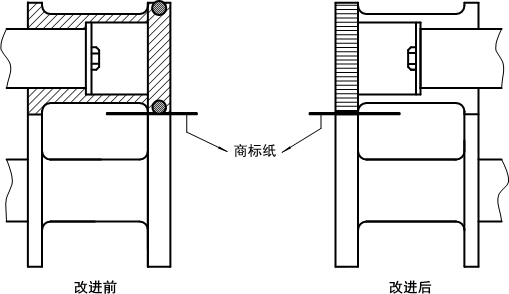
輸送商標紙,如圖5 所示。計算公式為:
限位環麵直徑- 直紋滾花輸直徑÷2 半徑= 間隙
(39.6mm-39.3mm)/2=0.15mm
- 使用效果分析
我們此次改進的機台有四台,分別時3#、4#、5# 和7#。我們在改進前就對這四台機器的輸送輥引起的商標紙輸送故障頻次(即堵塞次數)進行過數據統計,如表1 所示。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器