谘詢電話
ENGLISH0755-88840386硬盒包裝機的機械傳動分析
發布時間:2020-06-16 14:40:44 |來源:網絡轉載
1引言
硬盒包裝機組是由德國某公司生 產的具有800包/min生產能力的超高速硬盒包裝機組,從硬盒包裝機(400包/min)到硬盒 包裝機(800包/min),包裝機的包裝流程幾乎沒有變化, 某公司通過對單路包裝機進行雙路的拓展,使其包 裝速度提高到800包/min。某公司在包裝機的設計 理念上注重繼承性和係列化,方便了用戶的操作和維修, 以及零配件的供應。我國卷煙生產廠家從2002年開始引 進該設備,從摸索到熟悉,國內對於該設備的相關研究也 逐漸增多,本文試從機械傳動方麵闡述該設備的特性。
2 硬盒包裝機傳動的特點
2.1 包裝原理及組成
硬盒包裝機的包裝原理為煙庫中的煙支 經28個下煙通道後由推煙板推出至煙支轉塔1完成煙 組成型,第一水平輸送鏈完成鋁箔紙包裝及內框紙輸入, 商標紙折疊包裝輪・5完成商標紙包裝成型,第二水平輸 送鏈對商標紙的二側上膠再經提升至五角輪,煙包經第 一幹燥輪、第二幹燥輪定型後輸出到下遊機。
按功能劃分.硬盒包裝機由包裝原輔材 料(煙支、鋁箔紙、商標紙、內框紙等)供給、煙支排列、鋁箔紙煙包包裹、商標紙煙包成型、幹燥輪定型及輸出等部 分組成(見圖1⑴),並且利用機械傳動、氣壓傳動、電控係 統和潤滑等方式保證了這些功能間的協調運作。
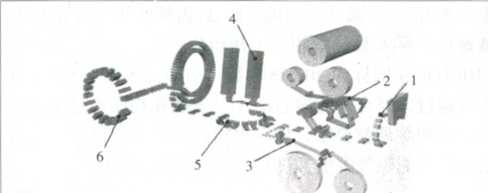
圖1 硬盒包裝機包裝原理
1.煙支轉塔及煙組成型2.鋁箔紙係統3.內框紙係統
4.商標紙傳送5.商標紙包裝成型6.煙包定型與輸出
2.2主、副傳動
硬盒包裝機的機械傳動係統根據動力源 的不同,可分為主傳動係統和副傳動係統兩大部分,主傳 動由主電機驅動,通過減速齒輪箱經一對圓錐齒輪輸出, 將動力傳入各執行軸,再通過凸輪、連杆等機構,完成煙 支供給、煙支轉塔及煙組成型、鋁箔紙包裝成型、商標紙 包裝成型、第一幹燥輪煙包烘幹、各折疊機構運動等包裝 動作。硬盒包裝機絕大部分功能都是由主傳 動係統來完成。
副傳動包括煙支攪動係統、鋁箔紙卷供給係統、商標 紙堆供給係統、第二幹燥輪係統等部分。分別由各自的獨 立電機驅動,故這裏重點分析硬盒包裝機的 主傳動係統。
2.3間歇運動與連續運動
為了完成從煙支到煙包包裝成型各個功能,采用了 間歇運動與連續運動相結合的方式達到各功能的要求。 間歇運動主要傳動機構包括內框紙輸送的三輪變速機 構、滾子槽凸輪分度機構(煙支轉塔、商標紙折疊轉塔、五 角輪)等;連續運動包括齒輪傳動、煙組輸送及鋁箔紙成 型的第一鏈式傳動、商標紙煙包輸出的第二鏈式傳動及 內框紙推入機構等機械傳動。
2.4同步要求
為了完成煙包各包裝成型功能,硬盒包 裝機的主傳動采用由主電機驅動.通過9個聯軸器將各 部件運動聯結起來,各部件運動關係必須同步。從中速硬盒包裝機到中高速硬盒包裝機, 傳動路線基本一致,即主電機位於整機左前部,通過減速 齒輪箱將運動傳遞到主傳動箱,再通過聯軸器將運動傳遞
圖2主傳動分配軸及傳動齒輪箱的平麵布置到商標紙裝置齒輪箱、內框紙供給齒輪箱、鋁箔紙裝置齒 輪箱、商標紙上膠齒輪箱、煙組成型齒輪箱、煙包輸出傳 動箱等(見主傳動分配軸及傳動齒輪箱的平麵布置圖2)。
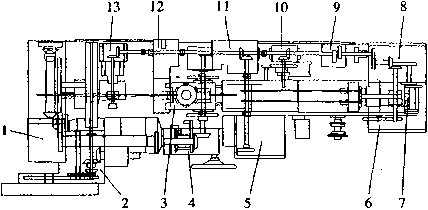
1.主傳動齒輪箱2.主電動機3.包裝轉台齒輪箱4.盤車手 輪齒輪箱5.內框紙供給齒輪箱6.煙支檢測器齒輪箱7.煙 支轉台齒輪箱8.煙支料鬥機構齒輪箱9.煙支定位機構齒 輪箱10.鋁箔置齒輪箱11.煙支推送器齒輪箱12.商 標紙裝置齒輪箱13.塗膠裝置齒輪箱
運動的同步分為轉速同步和線速度同步,其中轉速 同步的基準是商標紙折疊包裝輪,線速度同步的基準是 包裝紙O在硬盒包裝機上,與商標紙折疊包裝 輪轉速同步的有煙支轉塔、商標紙折疊包裝輪、五角輪、 第一烘幹輪及凸輪連杆機構等,與包裝紙線速度同步的 有鋁箔紙輸送輻、第一鏈式輸送帶、第二鏈式輸送帶、商 標紙上膠輪等線速度,兩種同步以包裝紙(或煙包)的運 動作為設計和調整的依據。
3主傳動分析
3.1主傳動分析
反映硬盒包裝機速度的參數主要有兩 個,即生產能力。(包/min)和包裝轉台轉速n(r/min)o 硬盒包裝機的生產能力為0=800包/min,該 硬盒包裝機為雙路間歇運動,其凸輪軸的轉速為生產能 力Q/2=400r/min,商標紙折疊包裝輪的轉速與間歇機構 的分度數K有關,設商標紙折疊包裝輪的分度數為K商 (K商=8),商標紙折疊包裝輪轉速為e商=400/8=50r/min。 將包裝轉台每轉1周的分度數用K表示,單位是“包/r”。 分度數K與硬盒包裝機生產能力Q、商標紙 折疊包裝輪轉速n商的關係式為:Q=Kn商它們表明了某一特定硬盒包裝機速度與 商標紙折疊包裝輪轉速的關係,是硬盒包裝 機機械傳動速度的設計依據。
3.2傳動特點分析
硬盒包裝機主傳動的傳動特點:(1)主電 機經齒輪變速帶動水平布置的主軸通過並聯和串聯的方 式將動力傳遞給各獨立的齒輪箱,布局合理、橫豎有序。 (2)主傳動釆用間歇運動與連續運動相結合的方式達到 各功能的要求。在齒輪箱中煙支轉塔、商標紙折疊包裝輪 及五角輪的間歇運動完成煙組成型、商標紙包裝成型及 煙包輸送,兩條水平連續運動的輸送鏈完成鋁箔紙裹包 成型及煙包商標紙兩側上膠和煙包輸送。(3)主傳動係統 采用較為先進的模塊化設計方法,設計特點是動作的執 行元件連同用於其相應的傳動動力的齒輪箱被作為功能 模塊,來完成各功能的要求。
4主要同步關係分析
以商標紙折疊包裝輪中心為設計基準,保證傳動線 速度同步,從而實現傳動機構和各主要功能的同步要求。 4.1切刀輯與供紙棍切刀輻上安裝有二把刀片,在傳送過程中,通過刀片 旋轉,將鋁箔紙切割成單張鋁箔紙,因此必須使切刀輻表 麵線速度與供紙根線速度保持一致,即:礦刀=礦供否則會產生向前拉動鋁箔紙的力,影響切口質量。 4.2 輸送棍、網紋輯與鋁箔紙輸送鋁箔紙輸送裝置由鋁箔紙卷經輸送輪輸送、展開、網 紋輻滾壓形成帶網紋及司標的鋁箔紙,再經一分為二切 割、輸送、單張鋁箔紙切割到鋁箔紙包裝工位。為保證良 好的壓網紋質量及單張鋁箔紙切割長度,必須使輸送輪、 網紋根的線速度與鋁箔紙輸送的線速度一致。
即:V輸=丫紙,*=阻
如果兩者線速度不一致,則會造成鋁箔紙長短不一、 褶皺或拉伸、網紋不清晰、鋁箔紙切口毛等問題。
4.3上膠輪與商標紙傳送在第二水平輸送鏈上的商標紙煙包傳送過程中,傳 動的上膠輪將膠液滾壓在商標紙上,形成帶膠液的商標 紙。為保證上膠質量,必須使商標紙上膠輪線速度與商標 紙煙包傳送速度一致,即W上股=丫輸。.
如果兩者線速度不一致,則造成上膠不均勻、膠液外 泄等問題。
4.4切刀輅與內框紙傳送在內框紙傳送過程中,通過刀片旋轉將內框紙切割 成單張內框紙,因此必須使切刀輟表麵線速度與內框紙 傳送速度一致,即:卩力=丫紙。如果兩者速度不一致,則會導致切口質量差、內框紙 長短不一等問題。
5傳動精度
硬盒包裝機釆用的是先進的模塊化設 計,通過各齒輪箱實現傳動的串並聯輸出。每個齒輪箱都 設計為一、二級齒輪傳動,傳動誤差由齒輪傳動的精度保 證。在傳動件的設計上,硬盒包裝機使用的是 精度等級較高且運動平穩的螺旋錐齒輪與聯軸器連接。 5.1運動精度
硬盒包裝機在運動方式的設計上,是采 用圓周輸出的方式來設計齒輪箱,然後在齒輪箱外通過 不同的方式轉換成各種動作。例如,凸輪機構選用的是共 輒凸輪機構。單麵槽凸輪中的槽在設計時要與在其中運 動的輻子之間留有間隙,因而存在運動誤差,而共匏凸輪 機構調整要求達到零間隙,因而不會存在運動誤差。 5.2傳動精度從主電機開始,傳動鏈最短的是煙支攪動傳動鏈,最 長的是煙支轉盤齒輪箱傳動。從硬盒包裝機的。
6結語
對硬盒包裝機的機械傳動係統特別是對 複雜的主傳動係統進行分析,可以較好地掌握包裝機的傳動原理與設計理念,及時處理生 產中碰到的各種問題。
從包裝機的發展考慮,分析硬盒包裝機 的機械傳動係統可借鑒的地方:主傳動采用模塊化的設 計,便於操作維護與精度的提高;保證各功能的同步要求 的前提下,連續運動與間歇運動的完美結合;雙路包裝工 藝設計使包裝速度提升1倍。為國內高速硬盒包裝機的 設計提供了可靠的理論依據。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:包裝機幹燥鼓變頻器的改進
- 下一篇:包裝機新型固定式夾持架模盒設計及應用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器