谘詢電話
ENGLISH0755-88840386液體包裝機裝料部分裝配建議
發布時間:2020-06-15 15:18:51 |來源:網絡轉載
液體包裝機主要用於將水劑農藥、 乳油、洗發液、調味汁、油脂和脂膏等灌入袋 內,適用於農藥、醫藥、食品和化妝品行業。 此液體包裝機具有快速、精確、經濟和耐化學 腐蝕的優點。液體包裝機裝料係統的 設計對於整個機器功能的實現是非常重要的, 對其密封性也有較高的要求。
1液體包裝機裝料原理介紹
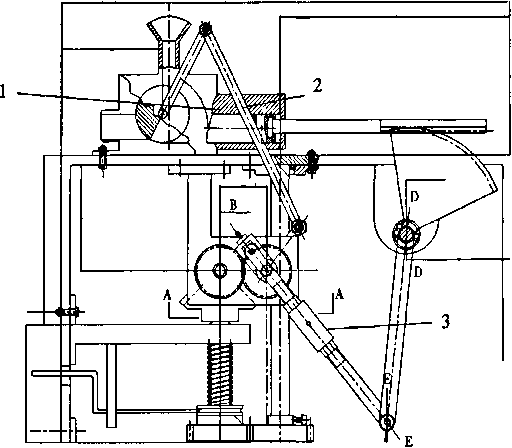
液體包裝機裝料部分主要機構是兩個曲柄搖杆機構,如圖1,兩個曲柄搖杆機構采用 了並行機構設計思想,在同一根傳動軸上實現 並聯設計。左結構實現了閥門(左搖杆帶動)的 90。旋轉。右曲柄搖杆機構與齒輪齒條機構串聯, 實現了活塞往複運動,即實現了裝料過程。
但是,兩個曲柄搖杆機構之間需要嚴格的 配合,才能保證閥門的密封性,所謂密封性即 進料口,出料口和活塞腔三者之間每時每刻隻 有兩個口是連通的,這樣才能保證進料和裝料 過程順利準確。否則,如果在進料時岀料口仍 與活塞腔連通,就會產生“漏氣”現象,或是 如果在裝料過程中,進料口仍與活塞腔連通, 便會導致裝料的不準確。因此兩個曲柄之間需 要有確定的位置關係。進一步分析知,即在傳 動軸上兩個曲柄間有一個確定的夾角,這樣才 能保證在兩個曲柄旋轉時,在一個對應位置有其確定的裝料狀態(兩個曲柄搖杆機構位置對應)。
2實現嚴格密封的理論證明
在設計完成進行裝配時,要注意位置的對 應關係。本文給出了這一位置對應方法的實現 過程及理論推導過程證明。
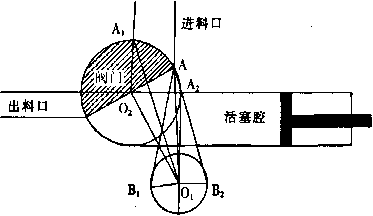
圖2閥門示意圖
如圖2閥門示意圖,閥門直徑為活塞直徑 的兩倍,此時右曲柄處於一個極限位置。閥門 順時針旋轉,擺角90。。極限位置分別為水平位 置和豎直位置,圖示狀態處於液體進入活塞腔 的末狀態,下一時刻開始進行裝料操作,即活 塞向左進行推料的過程,將液體從出料口推出, 當轉過角^A02A2後,閥門四杆機構的搖杆反向 回程,又轉過角ZA02A2後,又回到圖上所處的 位置,這一段時間完成裝料。此時處於裝料的 結束狀態,然後繼續向上擺動至豎直位置,再 回程又轉到圖示所示位置狀態。這一段時間右 曲柄搖杆結構完成進料過程。
故推料過程的總時間應該等於左搖杆圖示 位置開始向下旋轉到水平位置然後回程至圖示 位置的兩段時間和,當右曲柄搖杆機構擺杆處 於極限位置時,左端曲柄搖杆機構擺杆是處於 中間某一位置的。而這一時間由右四杆機構的 急回行程速比係數決定,並且可以直接求出。 ZA02A2這一角度的大小是整個裝料係統的關鍵 參數。另外,由圖可以看出,出料口和進料口 直徑的尺寸也與這一角度直接有關(三角關係)。
這一原理的具體算法如下:即求aao2a2的 大小。
圖中左搖杆狀態對應的曲柄的兩個可能位 置分別為0冋和0田2,由於是順時針轉動,所 以曲柄是由0《2到0岡的,由於兩個曲柄在同 一軸上,所以^B,O,B2=另一曲柄的旋轉角度, 即4BQB2=360o/(k+l) 。(k為右四杆機構的 行程速比係數,推料過程為急回)。
然後可以求證△AON】 ^AO,B2o由於 乙AO|Bj=ZAO|B2, ZAO1B2可以求出,即可求 出邊AO”在4AO2O,中,可求得^AO2O,,在 △ O2O1A2中可求出2LA2O2O,,兩個角度之差即可 求出Z.A02A2o然後根據這一角度可以完成後續 的設計求出進料口和出料口的直徑。
根據算法,也可以做出計算程序如下,運 行時需輸入右曲柄搖杆機構的行程速比係數k 和左曲柄搖杆機構a, b, c, do
C語言計算程序:(隻需輸入右端行程速比 係數k和左端的a, b, c, d,就可求岀) #include
#include
( ///輸入右四杆機構k和左四杆機構尺寸長度 double k,a,b,c,d;
printf (” Please enter k \ nn);scanf (u %lf' ,&k);、printf (" please enter a b c d \ n"); scanf (n %lf%lf%lf%lf,,&a,&b,&c,&d); double alph,beitajiao 1 ,jiao2,jiao;alph=k/ (1 +k) *2*3.14159;double bianl,bian2,bian3;if (alph>3.1415926){beita=(2*114159-alph)/2;bian 1 =a* sin ( beita);bian2 =sqrt (b*b -a*a*sin (beita)*sin (beita));bian3=bian2+a*cos (beita);jiaol =acos ((d*d+c*c-bian3*bian3)/ (2*d*c));jiao2=acos ((d*d+c*c- ( b-a) * /(2*d*c));jiao=(jiaol-jiao2)*180/3.141592;elsebeita=alph/2 ; bian 1 =a*sin (beita);bian2 二sqrt (d*d -a*a*sin (beita)*sin (beita))bian3=bian2-a*cos(beita);jiaol =acos ((d*d+c*c-bian3*bian3)(2*d*c));jiao2=acos ((d*d+c*c-(b-a)* (b-a))/(2*d*c));jiao=(jiaol-jiao2)*180/3.141592;////////輸出結printf ("角度為%.21f\n” jiao);return 0;}
因此整個過程是在兩個曲柄搖杆機構尺寸 設計後,確定完機架位置,然後運行程序或是 通過畫圖法,計算出夾角,然後進行後續補充 設計,進行裝配。
3設計實例如下
假定左端擺角為90度的曲柄搖杆機構的各 尺寸為 a=5.7cm, b=23.1cm, c=10cm, d=20cm, k=L25, a為曲柄長度,d為搖杆長度。假定右 曲柄搖杆機構k=1.27,杆長為a=4cm, b = 23.2cm, c=19.6cm, d=16cm;擺角讀數為 34.9°。 假定右端活塞直徑為30mm。
運行完畢後計算出角度為23.62。。,即當右 四杆機構處於極限位置時,搖杆與水平方向的 夾角為23.62。按照這一角度知進料口直徑為 27.48mm,出料口直徑為12mm。
4結論
本文認為運行程序或是通過畫圖法確定的 這一角度應作為裝配的重要依據。既可以通過 傳統畫圖的方法也可以通過運行計算程序的方 法計算出夾角。裝配時,先裝配左端曲柄搖杆 機構,使搖杆對應的位置與水平麵的角度為計 算的結果,左曲柄的位置也就確定(實際上有兩 個位置,要根據計算過程判斷到底處於哪一位 置),然後裝配右端曲柄搖杆機構,此時這一搖 杆處於極限位置,容易裝配,然後將螺栓擰緊 完成裝配。通過這種計算和裝配後,可以實現液體包裝機的在進料和出料時的嚴格密封。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:包裝機係統的改造和維護
- 下一篇:包裝機動力輸入機構傳動軸承失效
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器